



Сварка металлов относится к таким технологическим процессам, на основе которых реконструируются целые отрасли промышленности, совершенствуются техника строительства, повышается производительность труда, улучшается качество изделий и снижается их себестоимость [14].
Одной из наиболее экономичных и эффективных разновидностей электродуговой сварки является сварка в углекислом газе [18].
Основная часть
При сварке в СО2 защиту зоны сварки осуществляется потоком газа, подаваемым с помощью горелки к месту сварки. Источником нагрева при сварке в СО2 служит электрическая дуга, горящая между электродной проволокой подаваемой в зону сварки, и изделием. Дуга расплавляет кромки деталей и электродную проволоку, переходящую в виде капель на деталь, при этом образуется общая металлическая ванна. По мере перемещения дуги ванна затвердевает, образуя сварной шов, соединяющий кромки деталей [20].
Способ сварки в СО2 имеет следующие преимущества [14]:
-
высокая концентрация энергии дуги;
-
высокая проплавляющая способность дуги, что обеспечивает меньшую зону температурного влияния, большие скорости сварки и более высокую экономичность процесса;
-
повышенная производительность труда;
-
стойкость против образования пор и трещин, которая обусловлена газовой защитой атмосферой в зоне сварки;
-
возможность визуального наблюдения формирования шва и высокая маневренность процесса, который обеспечивают выполнение швов в любой конфигурации в различных пространственных положениях;
-
возможность механизации и автоматизации всего цикла сварки.
Но при всех достоинствах данного способа сварки, имеется ряд существенных недостатков. Основным из которых, является нестабильность переноса электродного металла, приводящая к повышенному разбрызгиванию электродного металла [14, 20].
Основными причинами нестабильности переноса электродного металла являются реактивные силы, выталкивающие капли металла за пределы шва; интенсивное газовыделение в объеме жидкого металла капли и сварочной ванны, сопровождающееся взрывообразными выбросами расплавленного металла из сварочной ванны; газо-гидродинамический удар при разрушении перемычки между электродом и переходящей в сварочную ванну каплей при сварке с короткими замыканиями; увеличение размера капель переносимого электродного металла при повышенном напряжении и давление плазменных потоков [3, 7].
На основании обобщения литературных данных приведенных в работе [21] приведена классификация основных методов и способов совершенствования сварки плавящимся электродом в СО2, схема которой представлена на рисунке.
Совершенствования сварки плавящимся электродом в СО2 можно вести по двум направлениям: химико-физическому и энергетическому.
Химико-физическое направление основано на воздействии на металлургические и энергетические процессы сварки путем изменения состава газовой среды.
Второе направление основано на воздействии на энергетические параметры режимов сварки [6].
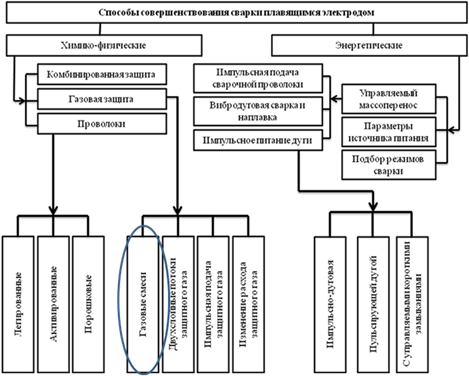
Способы совершенствования сварки плавящимся электродом в СО2
Наибольший практический и экономический интерес представляет химико-физическое направление и в частности газовые смеси.
Изменяя состав газовой среды можно в определенных пределах эффективно управлять технологическими характеристиками: производительностью, величиной потерь электродного металла на разбрызгивание, формой и механическими свойствами металла шва, а также величиной проплавления основного металла [2].
Применение различных газовых смесей (Ar+He, Ar+CO2, CO2+O2, Ar+CO2+O2) для дуговой сварки плавлением различных материалов в России началось с конца 80-х начала 90-х годов 19 в. [16, 24].
Исследованию влияния защитной газовой среды на процесс сварки посвящено большое количество работ: Асниса А.Е., Воропай Н.М., Гутмана Л.М., Иванова Е.Н., Иванова Н.С., Новикова О.М., Новожилова Н.М., Островского О.М., Потапьевского А.Г., Радько Э.П. и др.
Основное деление газов и газовых семей осуществляется:
-
инертные газы и смеси на их основе;
-
активные газы и смеси на их основе.
Инертные газы и смеси на их основе
Из инертных газов при сварке наиболее широкое применение получили аргон и гелий.
Исследованию защитной газовой среды в соотношении Ar+20 % СО2 при механизированной сварке уделено большое количество работ. Использование данного соотношения (в сравнении с 100% СО2) позволяет обеспечить лучшее формирование шва, уменьшить величину разбрызгивания электродного металла, повысить циклическую долговечность стыковых, тавровых, угловых видов сварных соединений в 1,8…3,92 раза [4, 15, 17, 23].
Существуют исследования, в которых предложено повысить содержание аргона 85 % Аr+15 % СО2 и использовать наряду с защитным газом активирующие флюсы. Использование активатора позволяет увеличить глубину проплавления как в сравнении со сваркой в СО2 (в 1,6 раза). Также изменяется форма сварного шва, а проплавление с пальцеобразного, характерного для процесса в чистом аргоне, изменяется на клинообразное [11].
Находят применения защитные газовые смеси содержащие в себе добавки кислорода. Использование газовой смеси 70 % Ar+5 % O2+25 % CO2 позволяет осуществлять сварку в вертикальных положениях, обеспечивая стабильный процесс сварки, высокие механические свойства с одновременным снижением величины разбрызгивания электродного металла [5].
В работе [25] предложено использовать смесь Ar+2…14 % O2, при сварке плавящимся электродом алюминия и его сплавов. Данная смесь позволяет увеличить глубину проплавления и уменьшить пористость швов.
Находит ограниченное применение и смеси с добавкой водорода при сварке цветным металлов [11].
Активные газы и смеси на их основе
Существует большое количество работ посвященных возможности применения активных газов (углекислый газ, кислород, азот). В данных работах в качестве основы используется углекислый газ, а дополнительно добавляется кислород, азот и водород [1, 8, 9, 10, 12, 13, 19, 22].
Первоначально предложенная Х. Секигучи и И. Масумото смесь активных газов с добавление кислорода нашла широкое применение при сварке низколегированных и углеродистых сталей [12].
Добавление кислорода за счет уменьшения сил поверхностного натяжения приводит к повышению окислительной способности газовой среды, а также к росту массы капли и ее объема [8]. Швы, выполненные при использовании кислорода, имеют высокие механические свойства, без образования кристаллизационных трещин [1,13,19].
В работе [12] в результате проведенных исследований по определению оптимального соотношения защитной газовой среды было установлено, что соотношение 70 % СО2+30 % О2 обеспечивает лучшее формирование шва.
Применение азота и водорода в дополнении с углекислым находит не столь широкое применение.
Азот используют в качестве защитной среды при сварке меди, по отношению к которой он является инертным газом.
В работе [19] предлагается вводить небольшое количество азота при сварке конструкций работающих в условиях низких температур. В совокупности с электродной проволокой содержащей нитридообразующие элементы (алюминий и титан) данная защитная газовая среда, обеспечивает увеличение вязкости металла шва.
Сварка плавящимся электродом в атмосфере водорода характеризуется низкой устойчивостью дуги и плохим формированием шва, образованием большого количества пор, поэтому водород в газовую смесь вводят минимально [10].
Вывод:
Проведенный анализ существующих и применяемых защитных газов и смесей на их основе показал, что наиболее целесообразно использовать смесь газов Ar+CO2. Использование трех компонентной смеси с введением третьего газа кислорода приведет к возможному угару легирующих элементов, что может негативно сказаться на прочностных характеристиках сварного соединения. Использование же в качестве основного газа СО2 приведет к повышению коэффициента потерь электродного металла на угар и разбрызгивание, что негативно скажется на себестоимости продукции.
Работа выполнена в рамках гранта РФФИ 14_08_31036
Рецензенты:
Крампит А.Г., д.т.н., профессор, Юргинский технологический институт (филиал) Федерального государственного автономного образовательного учреждения высшего образования «Национальный исследовательский Томский политехнический университет», г.Юрга;
Сапожков С.Б., д.т.н., профессор, Юргинский технологический институт (филиал) Федерального государственного автономного образовательного учреждения высшего образования «Национальный исследовательский Томский политехнический университет», г.Юрга.
Библиографическая ссылка
Крюков А.В., Павлов Н.В. ГАЗОВЫЕ СМЕСИ, КАК СПОСОБ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССОВ СВАРКИ MIG/MAG // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/ru/article/view?id=15482 (дата обращения: 03.07.2026).