



Повышение эксплуатационной долговечности изделий машиностроения при снижении их металлоемкости является важнейшим направлением ресурсосберегающих технологий [7]. При этом многие металлоизделия в процессе эксплуатации испытывают воздействие циклических нагрузок. Поведение металлических материалов в конкретных изделиях в условиях знакопеременных нагрузок определяется многими факторами [5]. Все они оказывают влияние на закономерности зарождения и распространение усталостных трещин [8; 12]. Условно их можно разделить на два вида.
К первому можно отнести конкретную геометрию изделия, величину, условия и цикличность внешних нагрузок. В силу того что процесс зарождения и распространения трещин локален, это приводит к тому, что определяющим при усталостном разрушении являются не осредненные характеристики сопротивления деформированию и разрушению, определяемые при статическом нагружении на образцах достаточно больших размеров, а локальные характеристики и их сочетания. К основным факторам второго вида относится структурный, зависящий от структуры, фазового состава, химического состава и термической обработки. Кроме того, на него влияет предшествующая пластическая деформация в холодном или горячем состоянии, которая одновременно может сочетаться с термической обработкой. При этом любой процесс листовой и объемной штамповки сопровождается неравномерностью деформации.
Влияние пластической деформации на циклическую выносливость осуществляется как на микроуровне, при котором она изменяет плотность и структуру дефектов кристаллической решетки, так и на макроуровне, когда в силу неравномерности деформации в объеме штампуемой заготовки возникают и остаются остаточные макронапряжения. Кроме того, контакт инструмента с заготовкой изменяет характер поверхностных микронеровностей и состояние приповерхностных слоев. Известно [8; 11], что влияние однородной предварительной деформации на усталостную прочность не однозначно. Так, пластическое деформирование в области равномерных деформаций приводит, как правило, к повышению циклической долговечности металлоизделий. Однако упрочнение при степенях, меньших и больших равномерной пластической деформации, может отрицательно повлиять на сопротивление усталости.
Так, например, по данным Е. Шмидмана и П. Эмриха [10], предварительная деформация стали Ск 10 на 2% несколько снижает предел выносливости, а деформация на 10 и 22% повышает его (рис. 1).
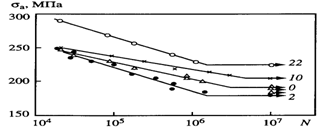
Рис. 1. Влияние предварительной деформации, % (числа у кривых усталости), образцов из стали Сk10.
Это подтверждает данные, полученные ранее Н.И. Черняком, установившим, что пластические деформации, отличные от равномерных, приводят к ухудшению сопротивления конструкционных материалов усталостному разрушению.
В последнее время развитие конструкции рессор идет по пути снижения количества листов до одного. На ОАО «ГАЗ» были спроектированы и пущены в эксплуатацию автоматизированные линии изготовления листов из стали 50ХГФА с переменным поперечным сечением для малолистовых рессор, используемых на автомобилях семейства «Газель» [1; 4], что обеспечило снижение их металлоемкости по сравнению с традиционными рессорами из листов постоянного поперечного сечения.
В процессе эксплуатации рессоры испытывают воздействие циклических нагрузок как на воздухе, так и в присутствии коррозионной среды.
В научно-технической литературе имеется немногочисленная информация по оценке усталостной прочности конкретных изделий [6; 8]. Это связано с тем, что исследование неравномерности деформации в конкретном технологическом процессе обработки металлов давлением до недавнего времени имело значительные трудности. Поэтому исследование структуры и механических свойств полученных рессорных листов имеет большое практическое значение.
В данной работе представлены результаты исследования закономерностей изменения микроструктурного строения очага деформации в полосе прямоугольного сечения заготовки рессорного листа из стали 50ХГФА, раскатываемой валком на клин по плите.
Методика проведения эксперимента
Технология изготовления рессорного листа включает индукционный нагрев штучной заготовки (полосовой горячекатаный прокат прямоугольного сечения) и формообразующие операции: пробивку центрального отверстия, прокатку на клин обоих концов заготовки не приводными валками (скорость прокатки 200 мм/сек) и завивку ушков. Время цикла составляет 17-19 секунд. Далее лист подогревается, гнется и проходит термообработку по заводской технологии (закалка в масле и отпуск) с последующим дробеструйным упрочнением его поверхности.
В технологии используется полосовой горячекатаный прокат прямоугольного сечения, предназначенный для изготовления рессор. Технология их изготовления имеет особенности:
-
раскатка заготовки на клин осуществляется за один проход, что означает разную степень деформации по длине прокатанного листа;
-
производство автоматизированное, что приводит к значительной последеформационной паузе и возможности прохождения рекристаллизационных процессов в металле;
-
используются заготовки сортового проката, целевым образом по поставке не предназначенные для передела.
К показателям качества металла, от которых зависит его работа, в частности в условиях циклической нагрузки, относятся предел прочности и усталостная прочность металла. Есть мнение [1], что знание величин твердости и прочностных показателей позволяет косвенно оценивать эксплуатационные параметры рессорного листа. Кроме того, из различных литературных источников следует, что при горячих режимах обработки стали 50ХГФА состояние горячего наклепа уменьшается до нуля, а окончательная термическая обработка обеспечивает равномерную структуру и механические свойства по всему объему рессорного листа [1].
Для оценки качества металла рессорного листа, полученного путем прокатки на клин заготовки прямоугольного сечения с закругленными кромками сортового проката стали 50ХГФА, в работе проводилось: определение прочностных характеристик и показателей пластичности в горячекатаном и термически обработанном состоянии заготовок прямоугольного сечения 13´75 и их сравнение с данными металла исходной поставки; оценка влияния сформированной в процессе горячей прокатки структуры на механические свойства термически обработанного листа; сравнение эксплуатационных свойств прокатанного рессорного листа с листом многолистовой рессоры, изготовленным из проката, получаемого по поставке.
Эксплуатационные возможности рессорного листа оценивались по сравнительной оценке механических характеристик металла прокатанного листа и данных по испытанию листов и эксплуатации малолистовых рессор в ОАО «ГАЗ».
По длине прокатанного рессорного листа были выбраны три зоны, отличающиеся величиной степени деформации: малых деформаций ε ≤ 4%; средних ε ≤ 23% и больших ε≈40%. Материал заготовок брался после прокатки и окончательной термообработки. В выделенных зонах вырезались пробы материала для образцов механических испытаний и структурных исследований.
Механические испытания включали замеры твердости, одноосное растяжение листовых образцов, определение ударной вязкости металла в горячекатаном и термически обработанном состоянии.
Металлографический анализ проводили на микроскопе Epitup при увеличении >300. Исследовались шлифы металла поперечных сечений характерных зон после прокатки и термической обработки. После травления в насыщенном растворе пикриновой кислоты определялась величина зерна, значения которого в зависимости от степени деформации (по длине прокатанного листа).
Изучение твердости проводили в поперечных сечениях выделенных зон по методу Роквелла согласно ГОСТ 9015 в трех уровнях: по средней части прокатываемой толщины, в двух слоях, отстоящих от поверхностей на 2 мм. По ширине полосы, величиной 75 мм, проводилось пять наколов с интервалом 15 мм и боковыми полями 7,5 мм.
Растяжение осуществляли на плоских образцах толщиной 2 мм, изготовленных из продольных заготовок выделенных зон по трем слоям: верхнему – контактируемому с неподвижной опорой, среднему – в соответствии с серединой толщины прокатываемой заготовки, и нижнему - прокатываемому роликом. Испытания растяжением проводились при комнатной температуре на универсальной машине типа УМД-30ТМ, оснащенной тензометрическим силоизмерителем. Скорость деформирования составляла 5 мм/мин. Испытания на ударную вязкость проводили на образцах с U-образным надрезом согласно ГОСТ 9454, изготовленных из поперечных заготовок выделенных зон.
Для исследования изменения тонкой структуры (субструктуры) прокатанного металла применялся метод рентгеноструктурного анализа. Определялись размеры блоков мозаики (области когерентного рассеивания) и величина микронапряжений на дифрактометре ДРОН -2.
Для реальной оценки работоспособности листа в рессоре было необходимо исследовать показатели качества металла, от которых зависит его работа, в частности в условиях циклической нагрузки. К ним относятся прочностные и эксплуатационные характеристики: предел прочности и усталостная прочность металла. Есть мнение [1], что между пределом выносливости и твердостью стали, а также между пределом прочности при растяжении и твердостью существуют корреляционные зависимости. Поэтому знание величин показателей твердости и прочности может позволить косвенно оценивать эксплуатационные параметры рессорного листа.
Кроме того, по различным литературным источникам считается, что при горячих режимах обработки стали 50ХГФА состояние горячего наклепа уменьшается до нуля, а окончательная термическая обработка обеспечивает равномерную структуру и механические свойства по всему объему рессорного листа [1].
Исходя из вышесказанного целью работы стало оценка микроструктурного состояния металла рессорного листа, полученного путем прокатки на клин заготовки прямоугольного сечения с закругленными кромками сортового проката стали 50ХГФА. Химический состав стали представлен в таблице 1.
Таблица 1 - Химический состав стали 50ХГФА испытываемых рессор
|
Химический состав, % |
|||||
|
|
|
|
|
|
|
|
0,50 |
0,25 |
0,88 |
1,00 |
0,031 |
0,012 |
|
по ГОСТ 14059-79 |
|||||
|
0,48 |
0,17 |
0,80 |
0,95 |
не более 0,035 |
|
По длине прокатанного рессорного листа были выбраны три зоны, отличающиеся величиной степени деформации: первая - малых деформаций ε ≤ 4%; вторая – средних ε ≤ 23%; третья – больших ε≈40%. Исследовался материал заготовок после прокатки и окончательной термообработки. В выделенных зонах вырезались пробы материала для образцов механических испытаний и структурных исследований.
Механические испытания включили замеры твердости, одноосное растяжение листовых образцов, определение ударной вязкости металла в горячекатаном и термически обработанном состоянии.
Усталостные испытания рессор осуществлялись с частотой нагружений 0,6 Гц на рессорном стенде, до поломки какого-либо листа. Режим нагружения проводился по методике, изложенной в приложении ГОСТ 3396-90 «Рессоры листовые автотранспортных средств. Общие технические условия». Проводились также эксплуатационные испытания передних рессор автомобилей «Газель» по ОСТ 37.001.275.
Результаты и их обсуждение
Изделия с клиновидной рабочей поверхностью, полученной методами обработки давлением, имеют огромное применение в жизни человека. При этом получение клиновидной поверхности в заготовке производится двумя основными технологическими процессами: протяжкой (оттяжкой) и прокаткой (раскаткой). В первом случае применяется ковка на молотах, во втором – прокатка на специализированном оборудовании: ковочных вальцах и прокатных станах. Процесс раскатки на клин полосы прямоугольного сечения на плите является периодическим процессом. Однако, в отличие от продольной прокатки, имеет постоянно изменяющийся очаг деформации, в силу того что закон формоизменения задается активно движущимся инструментом – валком, который, кроме поступательного движения, имеет движение перпендикулярно прокатываемой поверхности заготовки.
Строение очага деформации при осадке и продольной прокатке подробно изучены в работах Я.М. Охрименко и А.И. Целикова. В силу того что исследованию очага деформации раскатки полосы на клин на плите посвящено не очень много работ и нет подробного его анализа, очевидна актуальность проблемы его исследования.
Результаты исследований раскатанных заготовок рессорного листа из стали 50ХГФА [1] выявили неравномерное течение слоев прокатываемой заготовки по толщине в зависимости от степени обжатия с определенной закономерностью. С начала прокатки и до степени деформации ε ![]() 20% наибольшую интенсивность деформации имеют слои, контактируемые с инструментом – валком, далее она смещается на слои, контактируемые с неподвижной плитой прокатного стана.
20% наибольшую интенсивность деформации имеют слои, контактируемые с инструментом – валком, далее она смещается на слои, контактируемые с неподвижной плитой прокатного стана.
С целью исследования строения действительного очага деформации в полосе прямоугольного сечения заготовки рессорного листа стали 50ХГФА, раскатываемой валком на клин по плите, проводилась оценка неравномерности деформированного состояния прокатанной заготовки по толщине, и в частности положения зоны наибольшей интенсивности (ядра деформации) в зависимости от степени обжатия, а также определение микроструктурного строения действительного очага деформации.
По первому направлению исследовались механические характеристики материала по толщине прокатанной полосы. Для этого в прокатанной полосе вырезались заготовки послойно методом проволочной электроэрозионной обработки на пластины толщиной ≈2 мм.
По второму направлению строение действительного очага деформации анализировалось на шлифе продольного сечения прокатанной полосы по месту ее контакта с валком (рис. 2а), зафиксированного путем остановки процесса, в частности при максимальной степени обжатия ![]()
![]() 40%. Оценка проводилась путем выявления зон различной интенсивности деформации с применением методов: измерения твердости по Роквеллу (ГОСТ 9013) с нагрузкой 1470 Н и расстоянием между центрами соседних отпечатков не менее 2 мм (рис. 2б), анализа микроструктуры с помощью микроскопа МИМ-7 с увеличением
40%. Оценка проводилась путем выявления зон различной интенсивности деформации с применением методов: измерения твердости по Роквеллу (ГОСТ 9013) с нагрузкой 1470 Н и расстоянием между центрами соседних отпечатков не менее 2 мм (рис. 2б), анализа микроструктуры с помощью микроскопа МИМ-7 с увеличением ![]() 270. Дополнительно было выполнено математическое моделирование процесса методом конечных элементов (МКЭ) с применением программного комплекса DEFORM.
270. Дополнительно было выполнено математическое моделирование процесса методом конечных элементов (МКЭ) с применением программного комплекса DEFORM.
 а
а
 б
б
Рис. 2. Оценка строения действительного очага деформации по месту контакта инструмента-валка с раскатываемой полосой при степени обжатия ![]()
![]() 40%, зафиксированного в момент остановки процесса: а - фотография вырезанной части полосы; б - продольное сечение полосы по ее середине с нанесенными значениями твердости по Роквеллу (HRc).
40%, зафиксированного в момент остановки процесса: а - фотография вырезанной части полосы; б - продольное сечение полосы по ее середине с нанесенными значениями твердости по Роквеллу (HRc).
Установлено, что если при холодной обработке по мере увеличения степени деформации наблюдается повышение сопротивления деформированию (упрочнение или наклеп), то при горячей обработке процессы упрочнения и разупрочнения происходят одновременно. При этом скорость рекристаллизации зависит от степени деформации. Тем самым чем быстрее протекает рекристаллизация, а она определяется повышением показателей пластичности и уменьшением прочностных характеристик, тем большая степень деформации предшествовала рассматриваемому моменту времени. Иными словами, с физической точки зрения, развитие локализации деформации связано с существенным разупрочнением металла. Контроль температуры полосы в процессе прокатки осуществлялся с помощью инфракрасного пирометра «Микрон MSOP» (США). Результаты замеров показали, что падение температуры не произошло, и прокатка выполнялась при постоянной температуре. Значения предела текучести ![]() и твердости, приведенные в табл. 2, показали неравномерное разупрочнение как по толщине, так и в поперечном сечении прокатанной полосы при разных степенях обжатия. Они свидетельствуют о следующем.
и твердости, приведенные в табл. 2, показали неравномерное разупрочнение как по толщине, так и в поперечном сечении прокатанной полосы при разных степенях обжатия. Они свидетельствуют о следующем.
Таблица 2 - Значения предела текучести ![]() и твердости
и твердости
|
Образцы по краю полосы |
|
|
Образцы по середине полосы |
|
|
|
Степень обжатия полосы по толщине ε ≈ 23% |
|||||
|
1 |
30,4+31,5 |
- |
1 |
- |
581 |
|
2 |
30,5+31,2 |
639 |
2 |
- |
677 |
|
3 |
34,5+31,5 |
703 |
3 |
30,7+28,7 |
622 |
|
4 |
- |
745 |
4 |
- |
719 |
|
5 |
- |
542 |
5 |
- |
- |
|
Степень обжатия полосы по толщине ε ≈ 40% |
|||||
|
1 |
28,5+28 |
647 |
1 |
30,3+25,2 |
674 |
|
2 |
- |
564 |
2 |
23,4+28,7 |
581 |
|
3 |
28,8+29,5 |
416 |
3 |
- |
646 |
|
4 |
- |
434 |
4 |
23.2+28,4 |
635 |
|
нумерация образцов ведется с поверхности раскатки |
|||||
В продольном направлении наибольшее разупрочнение и, как следствие, наибольшая степень деформации соответствуют:
- при степенях обжатиях до 23% - слоям металла со стороны полосы, прокатываемой валком, при этом разница находится в пределах 10-15%;
- при степенях обжатия от 23 до 40% - слоям, которые прилегают к неподвижной плите прокатного стана.
В поперечном сечении:
- при степени обжатия ε ≈ 23% по краю полосы значения предела текучести находились в интервале 542…745 МПа, по середине – 622…719 МПа;
- при степени обжатия ε ≈ 40% по краю полосы значения предела текучести находились в интервале 434…647 МПа, по середине – 581…674 МПа.
Полученные результаты дополняются данными по геометрии боковой поверхности раскатанной заготовки, в частности ее бочкообразности, в зависимости от степени обжатия (рис. 3).
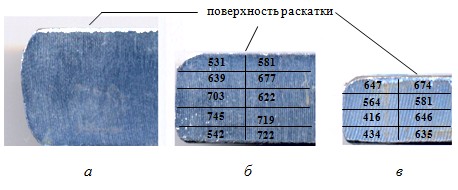
Рис. 3. Геометрия поперечных сечений раскатанной полосы при степенях обжатия:
а – 4%, б – 23%, в – 40% (цифрами обозначены значения предела текучести соответствующего слоя металла, МПа).
При малых степенях обжатия ε ≈ 4% наибольшее уширение соответствует слоям полосы со стороны раскатки (рис. 3а). При последующем увеличении степени обжатия наибольшее уширение переходит к слоям полосы со стороны неподвижной плиты прокатного стана (рис. 3 б, в).
Прочностные характеристики: предел текучести ![]() и временное сопротивление разрушению
и временное сопротивление разрушению ![]() – подтверждают обозначенный выше характер неравномерности изменения твердости по длине горячекатаной заготовки. При этом некоторое несоответствие результатов можно объяснить тем фактом, что образцы для испытания на растяжение изготавливались из слоев горячекатаного металла, имеющих неравномерные механические свойства как по ширине, так частично и по толщине. При малых деформациях наибольшее упрочнение у прокатываемого слоя.
– подтверждают обозначенный выше характер неравномерности изменения твердости по длине горячекатаной заготовки. При этом некоторое несоответствие результатов можно объяснить тем фактом, что образцы для испытания на растяжение изготавливались из слоев горячекатаного металла, имеющих неравномерные механические свойства как по ширине, так частично и по толщине. При малых деформациях наибольшее упрочнение у прокатываемого слоя.
Изменение показателей пластичности: относительного удлинения ![]() и сужения
и сужения ![]() и ударной вязкости КСU – происходит аналогично изменению прочностных характеристик
и ударной вязкости КСU – происходит аналогично изменению прочностных характеристик ![]() и
и ![]() . Отличие состоит в том, что они имеют экстремум – минимум. При этом зависимости изменения прочностных характеристик и показателей пластичности металла от степени деформации в горячекатаном и термически обработанном состоянии в зависимости от степени деформации качественно имеют одинаковый характер [8]. Однако в термически обработанной заготовке имеют место следующие отличия: повышение прочностных характеристик - твердости в 1,5 раза, пределов прочности
. Отличие состоит в том, что они имеют экстремум – минимум. При этом зависимости изменения прочностных характеристик и показателей пластичности металла от степени деформации в горячекатаном и термически обработанном состоянии в зависимости от степени деформации качественно имеют одинаковый характер [8]. Однако в термически обработанной заготовке имеют место следующие отличия: повышение прочностных характеристик - твердости в 1,5 раза, пределов прочности ![]() и текучести
и текучести ![]() в 1,5 ÷2 раза; снижение показателей пластичности
в 1,5 ÷2 раза; снижение показателей пластичности ![]() и
и ![]() в 2,5 раза, ударной вязкости КСU в 1,25 раза.
в 2,5 раза, ударной вязкости КСU в 1,25 раза.
Полученные зависимости показателей механических свойств по длине горячекатаного листа сопоставимы со сформированной структурой. По всей длине листа она состоит из сорбита и феррита. В результатам металлографического анализа обнаружена разнозернистость. Балл зерна изменялся в диапазоне номеров 5÷11 согласно ГОСТ 5639. Наибольшая величина зерна: номер 5÷6 – соответствует интервалу степеней деформации от 4 до 10% или расстоянию в интервале 100¸200 мм от центрального отверстия. Очевидно, степень деформации до 10% не приводит к интенсивному развитию рекристаллизационных процессов, хотя прочностные свойства при этом увеличиваются. Рост рекристаллизованного зерна может иметь объективное объяснение, так как соответствует интервалу критических степеней деформации, величина которых обычно соответствует 8÷10% [9]. При более высоких степенях деформации ![]()
![]() 20% возникает состояние горячего наклепа, который частично сохраняется при охлаждении. Это подтверждается повышением прочности при некотором снижении пластичности.
20% возникает состояние горячего наклепа, который частично сохраняется при охлаждении. Это подтверждается повышением прочности при некотором снижении пластичности.
Качественный анализ рентгенограмм показал, что сталь 50ХГФА, в зависимости от вида обработки, содержит следующие фазы: после горячей прокатки феррит, карбиды в виде цементита и легированного цементита. После закалки и последующего отпуска, кроме выше перечисленных фаз, происходит выделение карбида ванадия. Установлено, что после термообработки изменения тонкой структуры, полученные при прокатке материала, не исчезли. Это выражается в увеличении размеров блоков мозаики и уровня микронапряжений с увеличением степени деформации. Полученные данные могут свидетельствовать, по мнению Д.С. Казарновского с сотрудниками, о снижении предела выносливости металла термически обработанного рессорного листа.
Результаты испытаний на усталость (рис. 4) в целом качественно подтвердили данные деформированного состояния по механическим характеристикам. Слои металла, имеющие большую интенсивность рекристаллизационных процессов и, как следствие, лучшую залечиваемость дефектов структуры, получаемых при деформации, имели большую эксплуатационную долговечность.
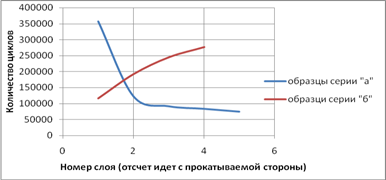
Рис. 4. Зависимость циклической долговечности образцов от степени обжатия при раскатке на клин: а - 23%, б – 40%.
Данные расчета относительного удлинения по двум поверхностям раскатанной полосы: со стороны валка и неподвижной плиты прокатного стана (первое направление), полученные по методу линий Холленберга, подтвердили результаты механических испытаний. Так, при степенях обжатия до 23% происходит постоянное увеличение относительного удлинения слоев заготовки со стороны прокатываемого валка по отношению к слоям со стороны неподвижной плиты прокатного стана. Наибольшая разница составляет 2,6%. При степенях обжатия более 23% ситуация изменяется. При увеличении степени обжатия до 26% разница уменьшается до 1,8%, при 32% она отсутствует, а при 42% относительное удлинение слоев заготовки со стороны прокатываемого валка уже меньше по сравнению со слоями со стороны неподвижной плиты прокатного стана на 3,5%.
Оценка строения очага деформации по результатам измерения твердости (второе направление) выявила три характерные зоны с различным ее значением:
-
максимальная твердость (значение 34…36 HRc), что соответствует направлению, исходящему из начала периметра контакта валка с полосой под углом в 45° касательной;
-
средняя твердость (значение 26…30 HRc), что соответствует направлению, исходящему из начала периметра контакта валка с полосой под углом в 45°, и располагается по всей толщине прокатываемой полосы;
-
минимальная твердость (значение 22…24 HRc), которая располагается непосредственно под валком в конце прокатки ниже уровня прокатываемой полосы.
В соответствии с характерными зонами, выделенными по значению твердости, проведен анализ их микроструктуры. Микроструктура прокатанной полосы стали 50ХГФА состоит из перлитных колоний и феррита и отличается неравномерностью, которая проявилась в размерах ферритной составляющей, имеющей практически по всему очагу деформации равноосную форму (рис. 5а). Только для характерного участка с максимальной твердостью 34…36 HRc выявлены вытянутые зерна феррита (рис. 5б), что может свидетельствовать об отсутствии в данной области рекристаллизации.
 а
а  б
б
Рис. 5. Микроструктура прокатанной полосы стали 50ХГФА (![]() 270): а - зона с равноосными зернами феррита; б – зона с вытянутыми зернами феррита.
270): а - зона с равноосными зернами феррита; б – зона с вытянутыми зернами феррита.
В целом оценка очага деформации, выполненная согласно значению твердости и анализу микроструктуры, свидетельствует о неравномерной рекристаллизации по его объему, что, очевидно, определяется различной интенсивностью деформации. Дополнительно о разной степени предшествующей деформации может также свидетельствовать различие в травимости зерен феррита при изготовления шлифа микроструктуры.
Ранее [2] нами были получены данные строения очага деформации и определения положения его зон при разных степенях обжатия, полученные согласно модели С.И. Губкина. Было показано, что основное истечение металла происходит из областей, исходящих из краев точек периметра контакта ролика с заготовкой и образующих угол ~ 45° с касательными в эти точки. Это соответствует направлению максимальных тангенциальных напряжений. С увеличением степени обжатия направление максимальных тангенциальных напряжений от точки периметра контакта инструмента с металлом по ходу прокатки постоянно меняется, что влечет за собой изменение формы и размеров зоны интенсивной деформации. При степенях деформации до 20% форма локально деформированного объема представляет собой конус с постоянно увеличивающимся основанием. Примерно при 20% обжатия вершина конуса (ядро деформации) располагается на противоположной, прилегаемой к основанию, прокатке поверхности. При больших степенях форма локально деформированного объема представляет собой усеченную пирамиду, при этом также захватывая зону смещаемого объема перед роликом.
В производственных испытаниях ОАО «ГАЗ» рессорные листы, изготовленные на автоматизированных линиях, соответствуют требованиям конструкторской документации согласно ГОСТ Р 51585. В процессе эксплуатации малолистовые передние рессоры автомобилей «Газель» успешно прошли испытания по ОСТ 37.001.275 и соответствуют требованиям ГОСТ 12.1.012 и ОСТ 31.001.291:
-
значения вертикальных корректированных виброускорений на сиденье водителя при движении автомобиля по асфальту не превышает 1 м/с2 (норматив 1,4 м/с2), по ровному булыжнику – 1,5 м/с2 (норматив 1,95 м/с2);
-
значения вертикальных среднеквадратических виброускорений на левом лонжероне над передней осью не превышает 1,75 м/с2 (норматив 1,82 м/с2).
Результаты лабораторных и стендовых испытания малолистовых рессор показали [8], что значения жесткости рессор, стрелы прогиба под контрольной нагрузкой 500 кг и величина средней долговечности рессор при циклическом нагружении соответствуют требованиям чертежа.
На рис. 6 представлен вид излома разрушенной в процессе эксплуатации рессоры из стали 50ХГФА.

Рис. 6. Характер разрушения рессоры из стали 50ХГФА.
Установлено, что причиной разрушения листов опытных малолистовых рессор переменного профиля стала контактная усталость металла.
Анализ исследования влияния режима технологической обработки на эксплуатационные характеристики малолистовых рессор в сравнении с многолистовыми показал, что, несмотря на некоторое снижение, после прокатки прочностные показатели металла не ухудшились, что может свидетельствовать о завышенной металлоемкости рессорного листа с переменным продольным профилем.
Выводы
1. Слои металла, имеющие большую интенсивность рекристаллизационных процессов и, как следствие, лучшую залечиваемость дефектов структуры, получаемых при деформации, имели большую эксплуатационную долговечность.
2. По длине горячекатаной заготовки с увеличением степени деформации величина прочностных показателей увеличивается, а показателей пластичности уменьшается, проходя через экстремум в интервале степеней деформации 15÷20% в зависимости от слоя металла.
3. Упрочнение, полученное в процессе горячей прокатки, после окончательной термообработки частично сохраняется, при этом характер зависимостей прочностных характеристик и показателей пластичности металла прокатанной заготовки и заготовки после окончательной термической обработки от степени деформации одинаков.
4. Структурные исследования горячекатаного и термически обработанного металла свидетельствуют о различных условиях формирования горячедеформированной структуры и ее влиянии на окончательные механические свойства рессорного листа.
5. Эксплуатационные характеристики передних малолистовых рессор в сравнении с многолистовыми, несмотря на снижение после прокатки прочностных показателей металла, ответственных за циклическую выносливость, не ухудшились, что может свидетельствовать о завышенной металлоемкости рессорного листа с переменным продольным профилем.
6. Внедрение в производство рессор с одним листом переменного продольного профиля, безусловно, должно повлечь за собой изменение либо существующего технологического процесса его изготовления, либо требований, предъявляемых к поставляемому прокату.
Рецензенты:
Панов А.Ю., д.т.н., профессор, директор ИПТМ, Нижегородский государственный технический университет им. Р.Е. Алексеева, г. Нижний Новгород;
Пачурин Г.В., д.т.н., профессор, кафедра «ПБЭиХ», Нижегородский государственный технический университет им. Р.Е. Алексеева, г. Нижний Новгород.
Библиографическая ссылка
Пачурин В.Г., Галкин В.В. ОЦЕНКА НЕОДНОРОДНОСТИ СТРУКТУРНО-МЕХАНИЧЕСКИХ СВОЙСТВ В РАСКАТАННЫХ ИЗДЕЛИЯХ С КЛИНОВЫМ ПРОФИЛЕМ // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/ru/article/view?id=15261 (дата обращения: 17.07.2026).