



При радиографическом контроле сварных соединений, получаемых сваркой трением с перемешиванием, выявляются дефекты в виде несплошностей, пор, стыковых линий [1-3]. При этом основное внимание уделяется влиянию стыковых линий и несплошностей на их прочность и долговечность. Однако обнаруживаемые в ходе контроля инородные включения также могут снижать прочность сварного соединения, выступая в качестве концентраторов напряжений и источниками зарождения трещин.
Целью данной работы является анализ причин возникновения инородных включений при сварке трением с перемешиванием.
Оборудование и материалы
В качестве материала для сварки трением с перемешиванием применяли пластины из термически неупрочняемого деформируемого сплава АМг5М в отожженном состоянии. Две пластины сваривались по длине с использованием опытно-промышленной установки, разработанной ЗАО Чебоксарское предприятие «Сеспель». Для радиографического анализа дефектов сварного шва использовали рентгеновскую телевизионную систему ФИЛИН 1010 (Тестрон, г. С-Петербург) с размером входного окна детектора 100 х 100 мм и разрешением 2048 х 2048 пикселей. Размер элемента изображения 48 микрон. Экспозиция осуществлялась с помощью компактного источника излучения ICM CP120, напряжение 70 кВ, ток 1,5 мА. Кадры получены в режиме накопления в течение 10 с.
Результаты и обсуждение
В результате проведенных экспериментальных исследований были получены образцы швов, в которых методом радиографии были обнаружены различные типы включений.
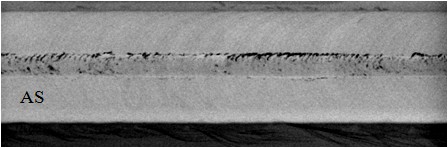
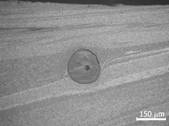
Включения первого типа располагались вдоль центральной линии шва (Рис.1) Кроме включений на этих образцах заметен дефект типа выпуклости корня шва, образование которого связано с превышением необходимого уровня силы прижатия образца в пластифицированном металле (Рис.1). Таким образом, инструмент проникает в металл на всю его глубину и упирается в подложку, тем самым формируя вышеописанный дефект. Кроме того, инструмент образует пару трения с материалом подложки, частицы износа которого попадают и замешиваются в шов.
 а)
а)
 б)
б)
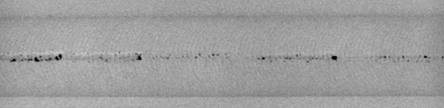
Рис.1. Инородные включения в СТП швах: а - толщина 8 мм, 3000 кг, 35 см/мин, 320 об/мин; б - толщина 2,5 мм, 1200 кг, 50 см/мин, 650 об/мин
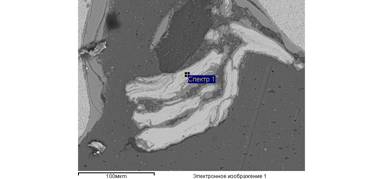
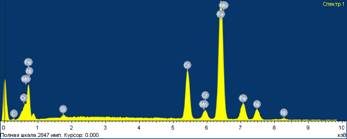
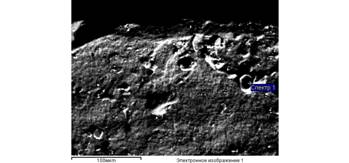
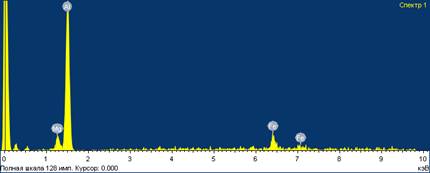
Подтверждением сказанному служит Рис.2, а на котором изображен фрагмент слоя переноса, сформированного на инструменте из стали 1.2344 X40CrMoV5-1 в результате продолжительной работы по сварке алюминиевого сплава. Микроанализ частиц показывает, что в их состав входит 17% хрома, 9.46% никеля и почти 70% железа. Это состав примерно соответствует составу нержавеющей стали Х18Н10Т, из которой и сделан стол для сварки.
 а)
а)
 б)
б)
|
Элемент |
Усл. |
Интенсивность |
Весовой % |
Весовой % |
Атомный% |
|
|
Конц. |
Попр. |
|
Сигма |
|
|
C K |
0.29 |
0.4220 |
1.84 |
0.34 |
7.90 |
|
Si K |
0.12 |
0.6284 |
0.49 |
0.06 |
0.91 |
|
Cr K |
7.32 |
1.1299 |
17.13 |
0.17 |
17.03 |
|
Mn K |
0.55 |
0.9787 |
1.49 |
0.12 |
1.40 |
|
Fe K |
25.55 |
0.9706 |
69.60 |
0.34 |
64.43 |
|
Ni K |
3.19 |
0.8906 |
9.46 |
0.20 |
8.33 |
Рис.2. Включения нержавеющей стали в слое переноса на СТП инструменте (а), спектр (б) и состав включения
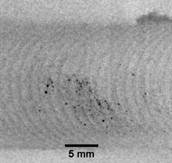
Второй тип включений образуется при длительном использовании инструмента, когда на нем образуется слой переноса в результате интенсивного деформационного и диффузионного взаимодействия материала инструмента и свариваемого сплава. Это приводит к образованию хрупкого интерметаллида Fe-Al, частицы которого отрываются от поверхности инструмента и попадают в шов [4]. Такого рода включения располагались по линии на отступающей стороне шва в виде мелких частиц (Рис. 3).
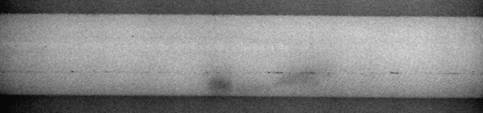
Рис.3. Включения в СТП шве
На Рис.4 показана поверхность излома образца по стыковой линии. Микроанализ показывает, что частицы на поверхности излома по составу соответствуют интерметаллиду Fe-Al.
 а)
а)
 б)
б)
|
Элемент |
Усл. |
Интенсивность |
Весовой % |
Весовой % |
Атомный% |
|
|
Конц. |
Попр. |
|
Сигма |
|
|
Mg K |
0.27 |
0.9164 |
6.21 |
1.00 |
7.73 |
|
Al K |
3.04 |
0.8900 |
71.59 |
2.14 |
80.25 |
|
Fe K |
0.95 |
0.8931 |
22.20 |
2.13 |
12.02 |
Рис.4. Интерметаллические включения на поверхности излома по стыковой линии (а), спектр (б) и состав включения
Третий тип включения появляется тогда, когда используется аргонодуговая сварка для дополнительного фиксирования свариваемых листов (прихватки). Действительно, одним из важных моментов при сварке трением с перемешиванием является необходимость надежного фиксирования свариваемых листов во избежание увеличивающегося зазора и смещения кромок листов. В связи с этим, возможно попадание капель вольфрамового электрода в металл шва и замешивание их внутрь при сварке трением. Именно такие включения показаны на радиографическом изображении Рис.5, а и металлографических сечениях (Рис.5, б, в, г).
 а)
а)
 б)
б) 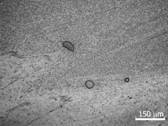 в)
в)  г)
г)
Рис.5. Вольфрамовые включения в шве по данным радиографии (а), металлографических сечений СТП шва (б, в, г)
При сварке трением с перемешиванием свариваемый материал находится в разогретом и пластифицированном состоянии. Кроме того, деформация приводит к фрагментации исходных зерен и формированию наноразмерных зерен. Все эти факторы благоприятствуют адгезионному взаимодействию между материалом инструмента и свариваемым металлом. Адгезионное взаимодействие между телами в трибоконтакте приводит к формированию промежуточного (трибологического) слоя материала, течение можно описать в терминах гидродинамики [5]. Адгезионное взаимодействие между поверхностью инструмента и свариваемым металлом также приводит к диффузионному типу изнашивания инструмента.
На наш взгляд именно эти процессы приводят к появлению инородных частиц в сварном шве при СТП.
Кроме того, пластификация материала, определяемая его структурно-фазовым состоянием и температурой в зоне сварки, может меняться по длине шва. В связи с этим, могут возникать условия, при которых усилие прижатия инструмента к образцу будет излишним, что приводит к контакту инструмента с подложкой. В связи с этим необходимо контролировать величину усилия по ходу сварки.
Заключение
Таким образом, были исследованы типы инородных включений, образующиеся при сварке трением с перемешиванием. Показано, что существующие включения могут возникать за счет адгезионного и диффузионного изнашивания инструмента, либо за счет контакта инструмента с подложкой.
Работа выполнена по Проекту III.23.2.1 «Разработка научных основ создания мультимодальных функциональных материалов и покрытий триботехнического назначения на основе динамики контактирования поверхностей» и при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Рецензенты:
Данилов В.И., д.ф.-м.н., профессор ИФПМ СО РАН, г. Томск;
Сизова О.В., д.т.н., профессор, главный научный сотрудник ИФПМ СО РАН, г. Томск.
Библиографическая ссылка
Рубцов В.Е., Тарасов С.Ю., Колубаев Е.А. АНАЛИЗ ИНОРОДНЫХ ВКЛЮЧЕНИЙ ПРИ СВАРКЕ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/ru/article/view?id=15161 (дата обращения: 25.06.2026).