



Проблемой контроля сварных соединений, которые получены сваркой трением с перемешиванием, является наличие труднодетектируемых дефектов, таких как стыковые линии и мелкие несплошности [2, 5]. Проведенные нами ранее исследования видов и размеров дефектов в сварных швах показали, что имеющееся радиографическое оборудование позволяет уверенно выявлять дефекты типа пор размером от 0,2 мм [1]. При этом основным дефектом таких сварных соединений являются дефекты в виде линий различной кривизны, которые выявляются только металлографическим способом. Толщина этих дефектов может достигать долей микрона, а протяженность десятков миллиметров в зависимости от количества оксидов на поверхностях, подготовленных к сварке заготовок. Тем не менее, даже при соответствующей очистке и подготовке кромок перед сваркой формирование такого типа дефектов возможно и, поэтому, необходимо иметь средство обнаружения.
Одним из способов детектирования дефектов малого размера является радиография с использованием большого геометрического увеличения, которое определяется как отношение расстояний от источника до объекта (FOD) и от источника до детектора (FDD) (Рис.1). Это требует использование микрофокусного источника рентгеновского излучения, который позволяет достигать увеличения в несколько сотен раз при хорошей четкости изображения (Рис.1). Геометрическое увеличение рассчитывается как М=FDD/FOD. Геометрическое размытие из-за конечной величины фокального пятна U=(M-1)*F, где F размер фокального пятна.
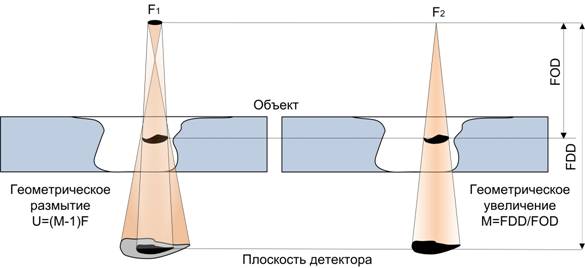
Рис.1. Увеличение и размытие изображения при использовании источников с различным размером фокусного пятна
Существует три типа микрофокусных трубок, которые иначе называются трубками открытого типа. В этих трубках применяется электромагнитная система фокусировки электронного луча и, в отличие от трубок закрытого типа, в них возможна замена анода на новый после истечения срока службы старого. В связи с этим трубки снабжены системой вакуумирования. Типы микрофокусных трубок:
-
Трубки прострельного (transmission) типа, в которых сфокусированный электронный пучок попадает на мишень так, чтобы исходящее рентгеновское излучение выходило с обратной стороны мишени под углом около 160°.
-
Трубки, в которых сфокусированный пучок электронов падает на анод под углом (reflection type).
-
Третий тип трубок, в которых используется анод в виде стержня (rod anode). Трубки стержневого типа могут снабжаться несколькими видами анодов, которые определяют форму рентгеновского пучка.
Основной областью применение трубок прострельного типа является неразрушающий контроль электронных компонентов, микросхем и миниатюрных приборов и инструментов медицинского назначения. В зависимости от их мощности они могут быть использованы и для неразрушающего контроля материалов. Их отличительной чертой является высокое разрешение и увеличение.
Трубки отражательного типа используются для контроля металлических изделий автомобильной и аэрокосмической промышленности. Вследствие конструкции анода излучение направлено под углом 60° к оси электронного пучка и осевой линии прибора. Наиболее удобно в этом случае будет внешнее размещение источника.
Трубки третьего типа со стержневым анодом. В зависимости от формы анода можно получать кольцевой пучок, обратный, отраженный или прямой. В зависимости от типоразмера трубки длина и канала с анодом и диаметр анода может быть выбрана из соображений удобства использования. Размер фокусного пятна на аноде зависит от расстояния между фокусирующей системой и анодом и, соответственно, длины направляющей трубки. В связи с этим размер анодного пятна в этом типе трубок несколько больше, чем в трубках первых двух типов. Прямое назначение такого рода трубок - неразрушающий контроль труб и сварных швов.
Применение сварки трением с перемешиванием предполагает получение сварных соединений большой длины, которые неудобно контролировать с помощью радиографических пленочных технологий. Выходом из этого положения может быть применение детекторов панельного типа и сканирующих устройств, которые позволяют за короткое время осуществить радиоскопический контроль шва значительной длины. Чем больше размер детектора, тем большее геометрическое увеличение и большая производительность при контроле может быть достигнута.
Оборудование и материалы
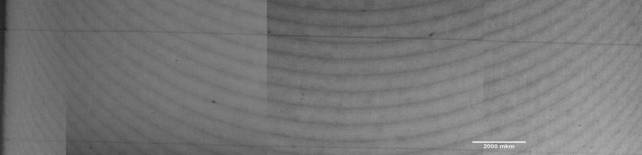
В качестве оборудования для неразрушающего контроля полученных швов применяли микрофокусный источник рентгеновского увеличения XWT 240 SE, (X-RAY WorX, Garbsen, Germany) плоско-панельный детектор XRD 1622 AP3 (PerkinElmer, Waltham, USA) размером поля зрения (FOV) 41 см, разрешением 2048х2048 пикселей, размер пикселя 200 мкм. Оборудование было установлено по схеме, которая позволила достигнуть 40-кратного увеличения. Эксперимент проводили на оборудовании, предоставленном ЗАО Тестрон, (г.Санкт-Петербург). Для контроля чувствительности применяли проволочный алюминиевый эталон EN 462-1 W13 c диаметрами проволочек 0,045; 0,062; 0,076; 0,097; 0,122; 0,157; 0,195 мм. Расстояние между проволочками составляет 5 мм. Поскольку размер фокусного пятна трубки зависит от величин высокого напряжения и тока в трубке, то для оценки максимальной разрешающей способности микрофокусной системы при заданном геометрическом увеличении применяли тест JIMA RT RC-02B (Рис.2).

Рис.2 Фрагмент теста JIMA RT RC-02B
Для 140 кВ и 30 Вт достигалось разрешение 5 мкм (Рис.2), следовательно, размер фокусного пятна на аноде трубки был не более 10 мкм. Реально использовалось излучение 120 кВ, 20 Вт, что заведомо улучшало разрешение. Съемка шва проводилась по частям так, чтобы последовательные кадры перекрывались по ширине шва.
В качестве материала для сварки трением с перемешиванием применяли пластины из термически неупрочняемого деформируемого сплава АМг5М в отожженном состоянии. Две пластины сваривались по длине с использованием опытно-промышленной установки, разработанной ЗАО Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин составляла 8 мм, ширина образца после сварки 185 мм. Длина сварных соединений, полученных при разных режимах сварки, составляла около 500 мм. Были исследованы два образца, полученные сваркой трением с перемешиванием (СТП) при следующих условиях сварки: частота вращения инструмента 400 об/мин, усилие прижатия инструмента к столу 3200 и 3500 кг, скорость сварки 300 и 400 мм/мин.
Результаты и обсуждение
В результате были получены радиографические изображения швов, составные изображения которых показаны на Рис.3а, б.
 а)
а)
 б)
б)
Рис.3. Радиографические составные изображения швов, полученных СТП (а) 8 мм, 400 об/мин, 3200 кг, 300 мм/мин; (б) 8 мм, 400 об/мин, 3500 кг, 400 мм/мин
Шов, полученный по режиму 400 об/мин, 3200 кг, 300 мм/мин (Рис.3, а) не содержал дефектов в виде пустот. Единственным типом дефекта в нем были инородные включения. При увеличении скорости сварки до 400мм/мин в шве формируется продольный дефект в виде несплошности сложной формы (Рис.3, б). Такой тип дефекта в литературе называется "wormhole". Этот дефект сформировался, несмотря на то, что сила прижатия инструмента была увеличена с 3200 до 3500 кг. По-видимому, скорость сварки имеет большее значение с точки зрения образования дефекта, чем сила прижатия. Такой вывод подтверждается результатами работ [3, 4], где указывается на роль скорости сварки и частоты вращения инструмента как на основные факторы, обеспечивающие пластифицирование материала в зоне сварки.
Наличие инородных включений обусловлено двумя причинами. В первом случае это могут быть вольфрамовые включения, образованные при дополнительном фиксировании свариваемых пластин аргонодуговой сваркой. Второй тип включений образуется при работе изношенным инструментом, когда на поверхности инструмента образуется трибологический слой в результате диффузионного взаимодействия свариваемого материала и инструмент [6]. Частицы этого слоя могут отслаиваться и замешиваться в металл шва.
Заключение
Таким образом, была исследована возможность использования микрофокусных источников для детектирования дефектов сварных соединений, полученных методом сварки трением с перемешиванием. Показано, что скорость сварки является превалирующим фактором для формирования дефектов типа несплошности в зоне сварки.
Работа выполнена по Проекту III.23.2.1 «Разработка научных основ создания мультимодальных функциональных материалов и покрытий триботехнического назначения на основе динамики контактирования поверхностей» и при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Рецензенты:
Гнюсов С.Ф., д.т.н., профессор кафедры Оборудование и технология сварочного производства НИ ТПУ, г.Томск;
Колубаев А.В., д.ф.-м.н., профессор, заведующий лабораторией физики упрочнения поверхности ИФПМ СО РАН, г.Томск.
Библиографическая ссылка
Тарасов С.Ю., Рубцов В.Е., Колубаев Е.А. ИСПОЛЬЗОВАНИЕ МИКРОФОКУСНЫХ ИСТОЧНИКОВ РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ ДЛЯ ДЕФЕКТОСКОПИИ СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/ru/article/view?id=15065 (дата обращения: 25.06.2026).