



Помимо естественных центров самопроизвольной кристаллизации расплавленного металла сварочной ванны, существуют центры несамопроизвольной кристаллизации в виде зерен нового металла на границе сплавления [12]. Это явление используется на практике для модификации - измельчения кристаллитов при затвердевании [5].
Измельчение структурных составляющих наплавленного металла может быть достигнуто введением в сварочную ванну нанодисперсных металлических и неметаллических порошков, свойства которых существенно отличаются от свойств макро- и микропорошков того же химического состава. Размер зерен при этом уменьшается, что приводит к изменению механических свойств сварного соединения [10, 4, 6, 9].
Модификатор (от позднелат. modifico - видоизменяю, меняю форму) - вещество, которое существенно изменяют структуру и свойства обработанного им металла или сплава. Эффект от такой обработки называется модифицированием [1]. Модифицирование - процесс активного регулирования первичной кристаллизации или изменения степени дисперсности кристаллизующихся фаз путём введения в расплав добавок отдельных элементов или их соединений [7]. Модифицированием можно добиться измельчения макро и микрозерна; фазовых составляющих эвтектик; первичных кристаллов; формы, а также изменения размера и распределения неметаллических включений. Модифицирование металлов можно произвести несколькими способами: вводом в расплав добавок-модификаторов; применением различных физических воздействий (регулирование температуры расплава, предварительное охлаждение расплава при переливе, суспензионная разливка, литье в температурном интервале кристаллизации, вибрация, ультразвук, электромагнитное перемешивание); комбинированными способами, сочетающие вышеизложенные.
По природе воздействия модификаторы можно разделить на три вида: модификаторы 1-го рода, 2-го и 3-го рода. Модификаторы 1-го рода влияют на структуру за счет изменения энергетических характеристик (энергия активации и поверхностное натяжение) зарождения новой фазы. Модификаторы 2-го рода изменяют структуру, влияя на нее, как зародыши твердой фазы. Модификаторы 3-го рода - холодильники / инокуляторы - снижают температуру металла и повышают скорость кристаллизации, тормозя тем самым развитие ликвации элементов [3].
Наибольшее применение получили модификаторы 1-го рода. К ним относят примеси, неограниченно растворимые в жидкой фазе и малорастворимые в твердой фазе (0,001...0,1%). Эти примеси, в свою очередь, можно разделить на два типа: не изменяющие поверхностные свойства кристаллизующейся фазы и меняющие поверхностное натяжение на границе расплав-кристалл. Модификаторы первого типа могут тормозить рост твердой фазы только за счет концентрационного барьера на границе расплав-кристалл. При этом не происходит изменения энергетических характеристик процесса. Добавки второго типа, снижают поверхностное натяжение на границе расплав-кристалл и избирательно концентрируются на поверхности кристаллов (дендритов). Таким образом, ввод модификаторов 1-го рода сопровождается изменением поверхностного натяжения и энергии активации в противоположных направлениях, одновременно измельчается макрозерно и укрупняется микрозерно, т.е. оказывается комплексное воздействие на макро- и микроструктуру [3].
Также на параметры кристаллизации и отражающую ее макроструктуру могут влиять модификаторы 2-го рода. Это влияние связано с контактным действием на процесс зарождения центров кристаллизации. При введении в расплав нерастворимой примеси со свойствами, близкими к свойствам кристаллизующегося вещества, происходит существенное снижение интервала метастабильности расплава и измельчение макрозерна. Такие примеси называют изоморфными с кристаллизующимся веществом и модификаторами 2-го рода. Обычное содержание модификаторов этого типа менее 0,1 % [3].
Ввод модификаторов 3-го рода (инокуляторов) в кристаллизующийся расплав обеспечивает повышение однородности и дисперсности литой структуры, оптимизацию формы и распределения неметаллических включений, уменьшение некоторых литейных дефектов. Попадая в металл, инокуляторы приводят к локальному охлаждению металлического расплава, при этом сначала на них происходит намораживание корочки твердой фазы, которая в дальнейшем вследствие нагрева от окружающего расплава расплавляется, позже расплавляется и сам инокулятор. Таким образом, инокуляторы в расплаве отбирают тепло на собственный нагрев и расплавление, в результате чего снижается температура расплава. Эффект охлаждения приводит к росту скорости кристаллизации, что отражается на повышении однородности механических свойств в крупных кованых изделиях ответственного назначения. С увеличение массы вводимых инокуляторов скорость кристаллизации возрастает [3]. Однако, несмотря на улучшение макроструктуры слитков и отливок, использование металлического порошка в качестве инокуляторов приводит к увеличению загрязненности стали неметаллическими включениями, в основном оксидами.
В зависимости от способа сварки и наплавки рассмотрены особенности подачи таких модифицирующих порошков в сварочную ванну [11].
В работе [10] представлен способ сварки с введением микрогранул никеля, содержащих нанодисперсные частицы монокарбида вольфрама, в основное покрытие промышленных электродов марки УОНИ 13/55. В процессе сварки такими электродами микрогранулы из покрытий, частично оплавляясь на границе высокотемпературной зоны плазмы дуги, попадают в сварочную ванну. В результате происходит модифицирование наплавленного металла, улучшение ударной вязкости и твердости металла шва.
Известен способ [4] электрошлаковой сварки с введением наноструктурированных компонентов в сварочную ванну при помощи переплава дополнительного трубчатого электрода на никелевой основе, внутренняя полость которого заполняется наноструктурированным порошком карбонитрида титана. В результате происходит измельчение зерна в структуре зоны термического влияния, улучшение свойств металла шва.
Существует способ [4] механизированной сварки плавящимся электродом в среде защитных газов с нанесением наноструктурированных частиц на поверхность сварочной проволоки путем создания на проволоке микрокомпозиционного покрытия из ультра- и наноструктурированного порошка галогенидов в медной матрице. В результате происходит улучшение свойств дуги и формирования сварного шва, повышение производительности процесса сварки.
В работе [9] представлены несколько способов введения нанопорошков в сварочную ванну:
- через порошковую проволоку, в которую вводятся никелекарбидные гранулы;
- через электродное покрытие, на которое тонким слоем наносится смесь никелекарбидных гранул со связующим калий-натриевым жидким стеклом;
- с использованием стержней диаметром 2мм, изготовленных из проволоки марки Св-06Х19Н9Т, на которые наносится покрытие, содержащее никелекарбидные гранулы.
В результате во всех трех случаях происходит модифицирование наплавленного металла, но наиболее эффективным способом является размещение карбидов в тонком поверхностном слое покрытия сварочных электродов.
Так, в работе [2] представлены исследования по использованию в качестве модификатора бария при выплавке трубных сталей и сварке нефтегазопроводов. Введение 1-3% Ва в электродное покрытие обеспечивает высокую трещиностойкость сварных соединений, как на воздухе, так и в коррозионно-агрессивных средах. Скорость коррозии сварных металлоконструкций нефтегазопроводов снижается в 4-7 раз. При этом более высокая эффективность бария в сравнении с кальцием, достигается только за счет снижения содержания серы и фосфора.
Также, в работе [8] рассмотрен способ подачи флюсов при сварке в защитных газах, заключающийся в подаче специальных флюсов и добавок в виде газопорошковой смеси непосредственно в зону сварочной дуги. Подача данных флюсов в зону сварки осуществляется за счет применения дозаторов, устанавливаемых на сварочную горелку.
Коллективом авторов кафедры Сварочного производства разработан новый способ введения наноструктурированных порошков в жидкую сварочную ванну, заключающийся в дозированной подаче наноструктурированных частиц химических элементов через защитный газ при помощи специального устройства (рис.1).
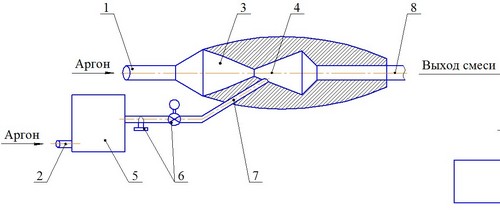
Рис. 1 Устройство:
1, 2 - ниппеля, 3 - инжектор, 4 - смесительная камера, 5 - накопитель наноструктурированных порошков, 6 - вентиль с датчиком регулировки концентрации наноструктурированных тугоплавких частиц в защитном газе, 7 - канал.
Данное устройство предназначено для получения смеси защитного газа с нанопорошком. Оно осуществляет регулирование частиц нанопорошков в объеме защитного газа, подающегося в зону горения дуги. В устройстве смесь образуется за счет инжектирования нанопорошка защитным газом. Через ниппель 1 подают защитный газ, который проходя, через осевой канал инжектора 3, попадает в смесительную камеру 4 и создает разряжение 80 - 300 мм. рт. ст. в канале 7. Это приводит к подсасыванию наноструктурированных тугоплавких частиц из накопителя 5.
Регулировка концентрации наноструктурированных тугоплавких частиц в защитном газе осуществляется регулировочным вентилем 6. Для исключения попадания в защитный газ с наноструктурированным порошком воздуха, в накопитель 5 через ниппель 2 подают защитный газ аргон. Затем смесь защитного газа с наноструктурированным порошком, проходя канал 8 и дуговой промежуток 9, попадает в жидкую сварочную ванну 10.
В экспериментальных исследованиях использовали нанопорошки оксида алюминия (Al2O3), вольфрама (W) и молибдена (Mo) изготовленные посредством электровзрывного метода проволоки в Институте физики высоких технологий Национально исследовательского Томского политехнического университета. Этим методом получают не только порошки чистых металлов, но и порошки различных соединений на основе металлов (карбиды, оксиды, нитриды, сульфиды и др.). Частицы имеют сферическую форму, распределение частиц по размерам подчиняется нормально-логарифмическому закону, средний размер частиц лежит в диапазоне 100 - 500 нм. Частицы представляют собой поликристаллы, величина структурных фрагментов находится в области 20-30 нм [13].
Анализ исследований показал, что в результате введения наноструктурированных порошков в сварочную ванну при дуговой сварке плавящимся электродом происходит:
- модифицирование наплавленного металла;
- улучшение ударной вязкости и твердости металла шва;
- измельчение зерна в структуре зоны термического влияния;
- улучшение свойств дуги и формирование сварного шва;
- повышение производительности процесса сварки.
Технический результат, полученный при использовании предложенного способа, состоит в следующем:
- появляется возможность контролировать количество центров кристаллизации за счет регулировки концентрации наноструктурированных порошков в защитной газовой смеси;
- происходит уменьшение размера зерна металла шва. Размер дендрита уменьшается по толщине на 33%, по ширине на 42%;
- происходит образование однородной микроструктуры.
Исследования проведены при финансовой поддержке РФФИ (Российский фонд Фундаментальных исследований) в рамках проекта "Исследование строения, морфологии и дисперсности металла, наплавленного сваркой в присутствии наноструктурированных модификаторов", проект №14-38-50297-мол_нр.
Рецензенты:
Данилов В.И., д.ф-м.н., профессор, Юргинский технологический институт (филиал) федерального государственного автономного образовательного учреждения высшего образования «Национальный исследовательский Томский политехнический университет», г.Юрга;
Бурков П.В., д.т.н., профессор, Юргинский технологический институт (филиал) федерального государственного автономного образовательного учреждения высшего образования «Национальный исследовательский Томский политехнический университет», г.Юрга.
Библиографическая ссылка
Зернин Е.А., Кузнецов М.А. СПОСОБЫ МОДИФИЦИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА НАНОСТРУКТУРИРОВАННЫМИ ПОРОШКАМИ ДЛЯ УВЕЛИЧЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ // Современные проблемы науки и образования. 2014. № 5. ;URL: https://science-education.ru/ru/article/view?id=14858 (дата обращения: 25.06.2026).