



Введение
В настоящее время для повышения производительности сварки ведется интенсивная разработка новых способов и устройств для их реализации. В работе [3] на основе литературного обзора статей российских и зарубежных исследователей сделан вывод об эффективности применения импульсных способов сварки, так как данные методы создают наиболее благоприятные условия дляактивного управления плавлением и переносом электродного металла, тем самым позволяют повысить качество сварки и получить сварной шов с заданными свойствами.
В статье представлено устройство, использующее подогрев электродной проволоки в паузе, а также приведены теоретические и экспериментальные исследования способа импульсно-дуговой сварки.
Схема данного устройства представлена на рисунке 1.
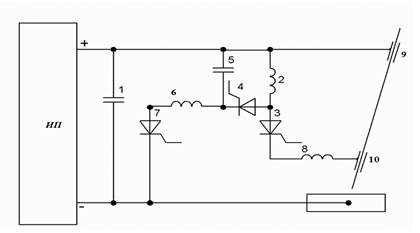
Рис. 1. Схема устройства, использующего подогрев электрода в паузе
Устройство состоит из источника питания ИП, к выводам которого подключен фильтрующий конденсатор 1, плюс источника питания соединен с верхней обкладкой коммутирующего конденсатора, соединенный нижней обкладкой через зарядный дроссель 6 с анодом зарядного тиристора, который соединен катодом с минусом источника питания ИП. К плюсу источника питания ИП подключен коммутирующий дроссель, соединенный с анодом силового тиристора, катод которого соединен с силовым дросселем 8. Силовой дроссель 8, в свою очередь, соединен через контактный наконечник 10 и сварочную дугу с минусом источника питания. Также имеется коммутирующий тиристор 4, соединенный анодом с анодом силового тиристора 3, а катодом – с нижней обкладкой коммутирующего конденсатора 5 и с зарядным дросселем 6. Плюс источника питания ИП соединен через контактный наконечник 9 с участком электродной проволоки между контактными наконечниками 9 и 10.
Порядок работы устройства: для управления переносом электродного металла используются импульсы, получаемые за счет протекания сварочного тока по цепи: плюс источника питания ИП – коммутирующий дроссель 2 – силовой тиристор 3 – дроссель 8 – второй контактный наконечник 10 – сварочная дуга – минус источника питания ИП. Для обеспечения протекания тока паузы при отпирании вспомогательного тиристора к аноду силового тиристора 3 прилагается обратное напряжение перезаряда коммутирующего конденсатора 5 через коммутирующий дроссель 2, предварительно заряженного с помощью зарядного дросселя 6 и зарядного тиристора 7. В паузе сварочный ток протекает по цепи: плюс источника питания ИП – первый контактный наконечник 9 – участок электрода между контактными наконечниками 9 и 10 – сварочная дуга – минус источника питания ИП. Сварочный ток в паузе ограничивается за счет сопротивления вылета электрода между контактными наконечниками при этом теплота, выделяемая в вылете электрода, пойдет на повышение начальной температуры торца электрода, и во время следующих импульсов потребуется меньшее количество энергии на расплавление капель электродного металла.
По предложенной схеме было разработано устройство, использующее подогрев электрода в паузе (участок электродной проволоки со вторым контактным наконечником) [2].
Для поиска оптимальных режимов сварки с помощью программы Mathcad предложена математическая модель процесса.
Приняты следующие начальные условия:
-
температура окружающей среды Tср=20°C
-
удельное сопротивление ρ=0,14·10-6Ом·м;
-
удельная теплоемкость c=462 Дж/кг·K;
-
диаметр проволоки d=1,2 мм;
-
удельная теплота плавления L=84·103 Дж/кг;
-
температурный коэффициент зависимости сопротивления от температуры α=0,04К-1 [1].
Сварочную проволоку для расчетов принимаем за стержень, следовательно, температура в поперечном сечении распределена равномерно [5]. Расчетная схема распределения теплоты в проволоке приведена на рисунке 2.
Граничными условиями (проверено экспериментально) принято:
-
максимальная температура подогрева 600°C (получена экспериментально с учетом обеспечения устойчивость горения дуги);
-
ток паузы 35А;
-
частота импульсов 100 Гц.
Методом подбора определены следующие параметры:
-
скорость подачи электродной проволоки - 430 м/ч (0,119 м/с).
-
длина проволоки между контактными наконечниками - 0,2 м,
-
шаг проволоки за 1 цикл равен - 1,194·10-3 м.
Для упрощения расчетов примем следующие допущения:
-
во время паузы и нагрева проволоки подача проволоки останавливается;
-
проволока движется только во время импульса на величину, которую она бы прошла за полное время цикла;
-
проволока нагревается только за счет проходящего тока, теплопроводность не учитывается.
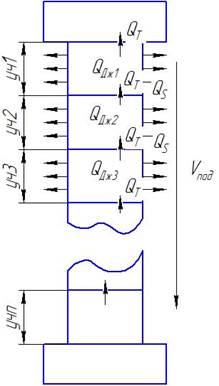
Рис.2. Расчетная схема распределения теплоты в проволоке
За один цикл проволока проходит равные участки. За первый цикл такой участок занимает положение “уч1”, нагревается за время прохождения тока паузы, смещается и принимает положение “уч2”, где снова нагревается и смещается в положение “уч3” и т.д.
Нагрев проволоки от проходящего тока происходит только за время паузы, равной 0,007с. Чтобы найти изменение температуры за один цикл, нужно найти количество теплоты, выделяемой на этом участке при прохождении тока.
Выделяемую теплоту на каждом участке вылета за один цикл находим по закону Джоуля-Ленца:
![]() , (1)
, (1)
где Qдж–выделяемая теплота;
Iпаузы – сила тока в паузе;
R – сопротивление участка электродной проволоки;
tпаузы – время паузы.
Потери тепла на излучения:
![]() , (2)
, (2)
где ![]() – коэффициент соответственно конвективного теплообмена и теплообмена излучением (α=8,7 Вт/м2Cº, σ=5,67 Вт/м2К4);
– коэффициент соответственно конвективного теплообмена и теплообмена излучением (α=8,7 Вт/м2Cº, σ=5,67 Вт/м2К4);
T0 – температура окружающей среды;
S – площадь поверхности участка.
В итоге на каждом участке выделяемая теплота будет равна:
![]() (3)
(3)
Изменение температуры находим по формуле:
![]() , (4)
, (4)
где c – удельная теплоемкость;
m – масса участка электродной проволоки, равная произведению удельной плотности на ее объем (m=1,763*10-3 кг).
Изменение сопротивления с повышением температуры найдем по формуле:
![]() (5)
(5)
Определяем изменение температуры и сопротивления за каждый шаг:
![]() (6)
(6)
![]() (7)
(7)
![]() (8)
(8)
![]() (9)
(9)
![]() , (10)
, (10)
где Rнов – сопротивление проволоки после ее нагрева за время паузы.
В следующем цикле за R принимаем Rнов. В первом цикле Tнач будет равна температуре окружающей среды (по умолчанию 20°C). Полученная температура T станет в следующем цикле начальной температурой Tнач. Как видно, процесс цикличен, пока не настанет состояние равновесия, при котором первый участок станет последним перед вторым контактным наконечником, он же и будет иметь максимальную температуру (в нашем расчете Tкон≈600°C), а начальный участок также будет иметь температуру окружающей среды.
Определив сопротивление вылета проволоки за 1 цикл и приняв ток паузы 35А, находим выделяемую теплоту.Рассчитав цикл для всех участков проволоки, по полученным значениям построили график распределения температур по длине проволоки (рисунок 3).
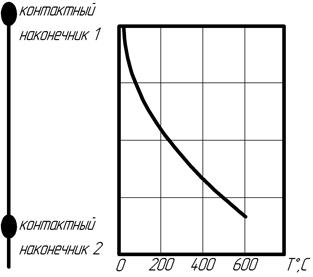
Рис. 3. Распределение температур по длине проволоки
Как видно из графика, зависимость нелинейная. Находим зависимость температуры от номера интервала методом квадратичной интерполяции:
![]() , (11)
, (11)
где n – номер цикла.
Как видно из графика, температура между двумя соседними участками даже в конце цикла будет различаться менее, чем на 5 ºC. Учитывая скорость протекания всех процессов, время контакта этих участков с такой большой разностью температур будет менее секунды. За такое время теплопроводность не сыграет большой роли, только слегка сгладит ступенчатость графика.
Методика проведения исследований
Исследования проводились на установке для автоматической сварки, состоящей из модернизированной сварочной головки ГСП-2, блока управления БАРС-2В, источника питания ВДУ-504, модулятора импульсов ИРС-1200АДМ, комплекта газовой аппаратуры, соединительных проводов. Измерения параметров процесса сварки проводили с помощью осциллографа DSO-2100, выполненного в виде приставки к компьютеру.
На образцы из малоуглеродистой стали размером ![]() мм способом импульсно-дуговой сварки наплавляли валики в среде углекислого газа электродной проволокой Св-08Г2С диаметром 1,2 мм на прямой полярности.
мм способом импульсно-дуговой сварки наплавляли валики в среде углекислого газа электродной проволокой Св-08Г2С диаметром 1,2 мм на прямой полярности.
Исследовали влияние расстояния между контактными наконечниками на процесс сварки. Расстояние меняли ступенчато путем изменения места закрепления второго контактного наконечника. Для изучения микроструктур сварного соединения образцы разрезали, изготавливали шлифы.
Результаты исследований и их обсуждение
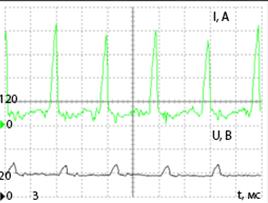
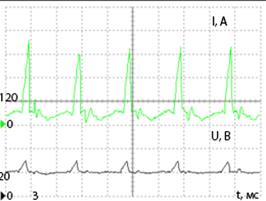
Осциллограммы тока и напряжения процесса импульсно-дуговой сварки с подогревом электрода в паузе представлены на рисунке 4. Горение дуги устойчивое во всем изменяемом диапазоне. Характерной особенностью процесса является то, что дуга горит на поверхности сварочной ванны, имеющей выпуклую форму. Короткие импульсы, сниженные по амплитуде, не вызывают резких изменений длины дуги.
 а
а
 б
б
Рис. 4. Осциллограммы тока и напряжения процесса сварки при различных значениях расстояния (l) между контактными наконечниками: а) l=275мм; б) l=175мм
Значения параметров режимов сварки, полученные при различных расстояниях между контактными наконечниками, приведены в таблице 1.
Таблица 1 – Режимы импульсно-дуговой сварки с дополнительным участком между контактными наконечниками
|
Расстояние между наконечниками, мм |
425 |
375 |
325 |
275 |
225 |
175 |
|
Длительность импульса, мс |
1,38 |
1,38 |
1,38 |
1,38 |
1,38 |
1,38 |
|
Амплитуда импульса, А |
463 |
412 |
477 |
493 |
358 |
410 |
|
Частота следования импульсов, Гц |
98 |
103 |
98 |
102 |
100 |
98 |
|
Средний ток, А |
109 |
98 |
108 |
110 |
100 |
105 |
|
Среднее напряжение, В |
22,7 |
19,7 |
21,95 |
19,41 |
20,2 |
21,95 |
|
Коэффициент расплавления, г/А·ч |
36 |
40,5 |
36,93 |
36,11 |
40,57 |
41,57 |
Проведенные экспериментальные исследования показывают, что использование теплоты, выделяемой на участке между контактными наконечниками, снижает удельное теплосодержание капель электродного металла, повышает производительность наплавки (до 2-х раз), а также повышает коэффициент полезного действия системы (на 10-15% в зависимости от расстояния между контактными наконечниками)[4].
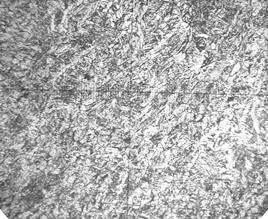
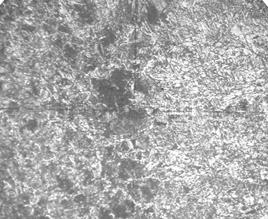
Микроструктура сварного соединения, выполненного импульсно-дуговой сваркой с подогревом электродной проволоки, показана на рисунке 5.
 а
а
 б
б
Рис. 5. Микроструктура (×100×0,5) металла шва (а) и линии сплавления (б) облицовочного шва, выполненного устройством с подогревом электродной проволоки
Металл шва характеризуется направленным ростом кристаллитов с небольшим изменением направления в центре шва. На границе кристаллов феррита наблюдается незначительное количество перлита. Перед линией сплавления наблюдается также направленный рост кристаллитов перпендикулярно плоскости сплавления. Зона перегрева невелика. Крупные поля перлита с небольшим количеством ферритных зерен по границам полей.
Таким образом, применение устройства и способа импульсно-дуговой сварки с подогревом торца электрода в паузе обеспечивает получение качественного сварного шва.
Выводы
- Применение расчетно-графического метода для определения температуры нагрева проволоки позволяет оценить эффективность предлагаемого устройства, использующего в качестве сопротивления повышенный вылет электродной проволоки. Использование подогрева электродной проволоки позволяет повысить эффективность процесса сварки в 1,68 раза.
- Применение устройства позволяет повысить эффективность процесса сварки с импульсным питанием сварочной дуги, а именно:
-
расширить диапазоны применения сварки плавящимся электродом с управляемым механизмом переноса электродного металла;
-
уменьшить тепловложение в сварное соединение;
-
снизить газодинамическое воздействие со стороны сварочной дуги, благодаря чему повышается устойчивость горения дуги и улучшается формирование сварного шва.
Рецензенты:
Смирнов А.Н., д.т.н., директор ООО «Кузбасского центра сварки и контроля», г.Кемерово.
Сапожков С.Б., д.т.н., профессор кафедры Сварочного производства Юргинского технологического института (филиал) Национального исследовательского Томского политехнического университета, г. Юрга.
Библиографическая ссылка
Крампит А.Г., Зернин Е.А., Крампит М.А. РАЗРАБОТКА УСТРОЙСТВА И ИССЛЕДОВАНИЕ ПРОЦЕССА ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ С НАГРЕВОМ ЭЛЕКТРОДА В ПАУЗЕ // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/ru/article/view?id=13398 (дата обращения: 27.06.2026).