



Введение
Повышение надёжности и долговечности – актуальный вопрос техники и, в частности, машиностроения.
Надежность машины закладывается при конструировании и осуществляется при изготовлении. Одним из путей её повышения является создание в процессе механической обработки поверхностей с оптимальными эксплуатационными параметрами.
Непрерывно растущие требования к качеству изделий вызывают необходимость установления закономерностей формирования показателей качества поверхности для направленного управления уровнем надёжности и долговечности машин. Последнее преимущественно относится к окончательным операциям, подавляющее большинство которых выполняется шлифованием.
Цель исследования
Сложность процесса резания, имея в виду большое число переменных, исключает возможность обобщения имеющихся результатов и их практического использования в конкретных условиях производства. Следовательно, для создания качественных поверхностей возникает необходимость в исследовании технологических процессов обработки резанием и в первую очередь их окончательных операций [5, 3].
Исходя из поставленных задач, разработана методика с использованием современной аппаратуры и средств вычислительной техники. Представлен обобщённый материал о влиянии технологических факторов на качество цапф крестовин. В результате установлены оптимальные условия шлифования крестовин карданных валов, обеспечивающие получение наиболее предпочтительных физико-механических свойств шлифованных поверхностей при высоких эксплуатационных показателях [4, 1, 2].
Материал и методы исследований
Исследования велись на крестовинах карданных валов грузовых автомашин МАЗ, ЗИЛ и комбайна KKP, изготовляемых соответственно из сталей 18ХГТ, 20ХГНТР, 15ХГНА.
Микротвёрдость определялась на приборе ПМТ-3, тщательно эталонированном по чистому алюминию.
Микротвёрдость поверхностных слоёв – Нп определялась методом косых (иногда прямых) срезов.
Под субповерхностной принята микротвёрдость на глубине до нескольких микрометров от поверхности. Измерение Нп этих слоев производилось методом нормального внедрения алмазной пирамиды в исследуемую поверхность при различных нагрузках.
Измерения микротвёрдости производились при нагрузках на индентор в 0,196; 0,49; 0,98; 1,471 и 1,96 Н.
Из элементов режимов шлифования исследовались: скорость шлифования – Vи (28–40 м/с), скорость ведущих кругов – круговая подача – Vв (11-66 м/мин), минутная поперечная подача – t (0,5-14,4 м/мин), припуск на шлифование – d (0,01-0,12 мм), время выхаживания – Тв (2-40 c).
Распределение микротвердости в глубину при различных скоростях шлифования представлено на рисунке 1. Как видно, изменение Vu от 28 до 35 м/с практически не влияет на характер кривых микротвёрдости по глубине.
Однако следует отметить, что изменение условий ведения процесса может привести также к другому характеру этих зависимостей. Последнее обусловлено тем, что повышение Vu проявляется увеличением трения и тепловыделения с соответственно большим протеканием явлений отдыха.
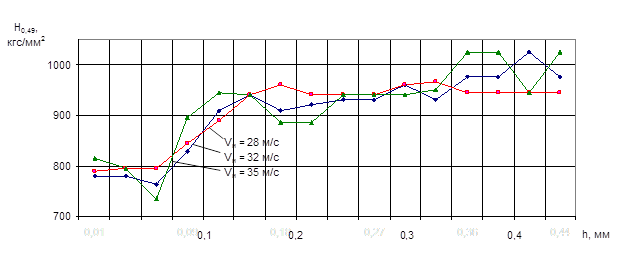
Рисунок 1. Распределение микротвердости Н0,49 по глубине поверхностного слоя h в зависимости от скорости шлифования Vu (Vв = 15,2 м/мин, t = 2 мм/мин; d = 0,04 мм; Тв = 5 с)
Из результатов окончательного шлифования крестовин KKP (рис. 2) видно, что Vu существенно влияет на микротвердость субповерхностных слоев. При этом увеличение скорости от 28 до 35 м/с ведет к повышению микротвердости всех исследованных горизонтов шлифованной поверхности. Разница Нп в направлении слоев, лежащих глубже, уменьшается. Так, например, если на глубине 0,82–0,93 мкм (Р = 0,196 Н) разность микротвёрдостей составляет 262 кгс/мм2, то на глубине 3,03–3,11 мкм (Р = 1,96 Н) – равна 41 кгс/мм2.
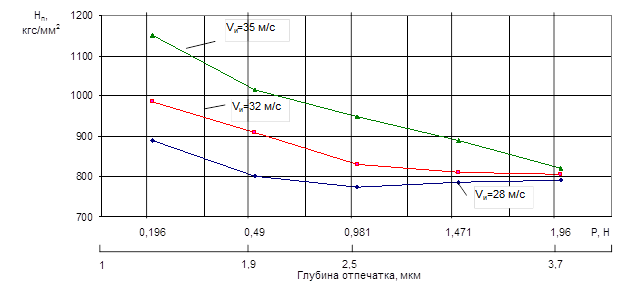
Рисунок 2. Распределение микротвердости субповерхностных слоев Нп по глубине в зависимости от скорости шлифования Vu (Vв = 17,5 м/мин, t = 6 мм/мин; d = 0,05 мм; Тв = 5 с)
Отмеченное повышение микротвердости субповерхностных слоев объясняется структурными превращениями и в основном увеличением степени абразивного воздействия круга за цикл выхаживания.
Влияние скорости ведущих кругов представлено на рисунке 3. При шлифовании без выхаживания с увеличением скорости ведущих кругов от 11 до 66 м/мин, микротвердость поверхности до Vв = 33 м/мин, уменьшается, а затем стабилизируется. При этом в диапазоне увеличения Vв от 11 до 33 м/мин, Нп слоев металла, измеренных при нагрузке в 0,196, 0,49, 0,981,1,471 и 1,96 Н снижается соответственно на 396, 147, 295, 340, 291 кгс/мм2.
При предварительном и окончательном шлифовании крестовин KKP исследовано распределение микротвердости по глубине для скоростей ведущих кругов 18,8 и 56,6 м/мин. Установлено, что от поверхности в глубину микротвердость растет, причем шлифование с большими Vв ведет к значительному повышению Н0,98, а отпуск практически исчезает. Так, например, если при предварительном шлифовании с Vв = 56,6 м/мин отпуск поверхностных слоев почти отсутствует, при Vв = 18,8 м/мин имеет место падение Нп до 683 кгс/мм2 против исходной в 940 кгс/мм2 на глубине порядка 0,2 мм. При окончательном же шлифовании с Vв = 56,6 м/мин структурные изменения поверхностных слоев практически отсутствуют, а при Vв = 18,8 м/мин отпуск распространяется на глубину 0,12 мм с минимальным Н0,98 в 724 кгс/мм2 против исходной – 900 кгс/мм2.
Резюмируя, можно отметить, что увеличение скорости ведущих кругов при шлифовании в режиме выхаживания ведет к уменьшению глубины отпущенной зоны и увеличению микротвердости субповерхностных слоев.
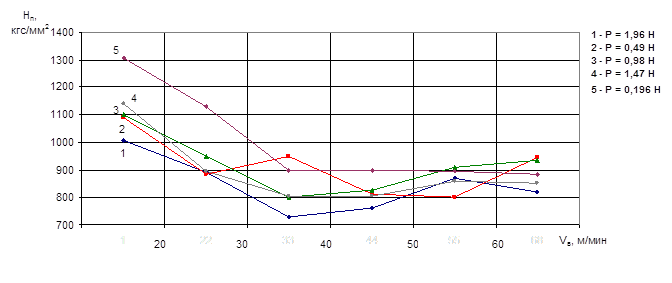
Рисунок 3. Распределение микротвердости субповерхностных слоев Нп по глубине в зависимости от скорости ведущих кругов Vв (Vв = 31,5 м/мин, t = 3 мм/мин; d = 0,04 мм; Тв = 0)
Сокращение глубины структурно-измененной зоны при больших Vв обусловлено снижением длительности теплового воздействия круга с поверхностью контакта. При предварительном шлифовании с увеличением минутной поперечной подачи от 0,75 до 3 мм/мин происходит следующее:
а) глубина отпущенного слоя растёт с 0,032 до 0,156 мм;
б) перепад микротвёрдости поверхностных слоев относительно исходной увеличивается с 54 до 335 кгс/мм2.
При шлифовании с выхаживанием увеличение подачи от 0,75 до 3 мм/мин (рис. 4) ведёт к повышению:
а) глубины отпущенного слоя от 0,028 до 0,1 мм;
б) перепада микротвёрдости поверхностных слоев относительно исходной от 204 до
305 кгс/мм2.
Следует отметить, что увеличение отпуска поверхностных слоев при
t = 0,75 мм/мин, относительно подобной кривой без выхаживания, происходит вследствие уменьшения зернистости шлифовальных кругов. При t = 3 мм/мин с поверхности виден тонкий слой вторичной закалки глубиной от 0,001 до 0,003 мм (преимущественно 0,001 мм). Указанный слой при t = 0,75 мм/мин исчезает.
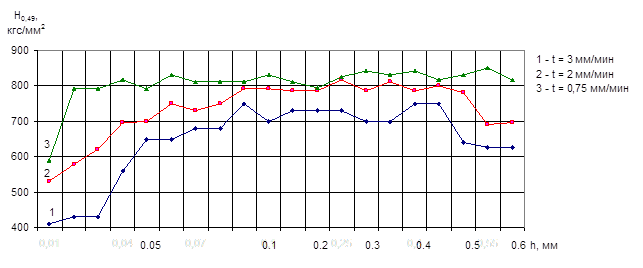
Рисунок 4. Распределение микротвёрдости Н0,49 по глубине поверхностного слоя h в зависимости от минутной поперечной подачи t при шлифовании с выхаживанием (Vи = 30,5 м/с, Vв = 13,5 м/мин; d = 0,05 мм; Тв = 5 с)
При окончательном шлифовании без выхаживания микротвёрдость субповерхностных слоев с увеличением подачи уменьшается. Причём, изменение t от 0,5 до 5 мм/мин ведёт к уменьшению микротвердости поверхности, измеренной при нагрузках в 0,196, 0,49, 0,981, 1,471, 1,962 Н соответственно, на 109, 189, 140, 150 и 143 кгс/мм2.
При шлифовании с выхаживанием увеличение подачи в отмеченном выше диапазоне приводит также к снижению микротвердости поверхностных слоев, измеренных с нагрузкой на индентор 0,196, 0,49, 0,981, 1,471, 1,962 Н соответственно, на 213, 162, 144, 88 и 80 кгс/мм2.
Характерно, что Нп до t = 4 мм/мин уменьшается, а при больших подачах несколько растет. Зависимость микротвердости в глубину горбообразная, с максимумом при нагрузке на индентор в 0,49 Н и снижением величины Нп при Р = 0,196 Н, P > 0,49 Н. Последнее имеет место при t < 4 мм/мин. Если же t ³ 4 мм/мин, микротвердость шлифованной поверхности монотонно уменьшается в глубину.
При окончательном шлифовании крестовин ККР (Vи = 34,3 м/с, Vв = 14,1 м/мин; d = 0,07 мм; Тв = 5 с), повышение минутной подачи от 0,92 до 6 мм/мин ведет к снижению Н0,98 шлифованной поверхности в среднем на 210 кгс/мм2.
Установленные изменения физико-механических свойств шлифованных поверхностей при увеличении подачи обусловлены ростом объема срезаемого в единицу времени металла, увеличением температуры шлифования и глубины структурно-измененной зоны.
В зависимости от интенсивности режимов резания и скорости охлаждения, увеличение поперечной подачи может привести и к повышению субповерхностной микротвердости за счет протекания в тончайших поверхностных слоях явлений вторичной закалки.
Исследования влияния припуска на шлифование выполнялись при окончательном шлифовании в диапазоне изменения припуска от 0,01 до 0,11 мм (рис. 5). Как видно, повышение припуска ведет к снижению микротвердости всех горизонтов субповерхностного слоя. При этом с увеличением d от 0,01 до 011 мм Нп слоев, измеренных с приведенной нагрузкой на индентор, уменьшаются при 0,49 Н на 307 кгс/мм2; 0, 89 Н на 111 кгс/мм2; 1,471 Н на 223 кгс/мм2; 1,96 Н на 92 кгс/мм2.
Таким образом, по мере увеличения припуска, физико-механические свойства шлифованной поверхности ухудшаются из-за увеличения общего потока тепла, переходящего в заготовку из зоны резания, приводящего к структурным изменениям поверхностных слоев металла, возникновению трещин и прижогов.
Установлено существенное влияние времени выхаживания Тв на физико-механические свойства шлифованных поверхностей.
При окончательном шлифовании с увеличением времени выхаживания от 2 до 20 с микротвёрдость горизонтов, измеренных с нагрузками в 0,196, 0,19, 0,98 и 1,96 Н, увеличивается, соответственно, на 360, 294, 289, 168 кгс/мм2.
Распределение микротвёрдости в глубину для всех значений Тв (за исключением Тв 15 с) горбообразное с максимумом при нагрузке в 0,49 Н.
Если при Тв = 2 с разница между Н0,49 и Н0,196 составляла 119 кгс/мм2, то при Тв = 15 c – равна
5 кгс/мм2, а при Тв = 20 с достигает 45 кгс/мм2. Установленное соотношение между Н0,49 и Н0,196 обусловлено повышением упрочнения слоёв, лежащих на глубине 0,86–1,12 мкм при увеличении времени выхаживания до 15 с с одновременным ростом разупрочнения, превалирующим над первым, при Тв > 15 c. Подтверждением этих закономерностей является существенное увеличение прижогов при Тв > 15 с. На основании полученных результатов можно ожидать, что микротвердость слоев, лежащих выше горизонта измерений с Р = 0,196 Н при Тв > 15 с , уменьшается по сравнению с Н0,196.
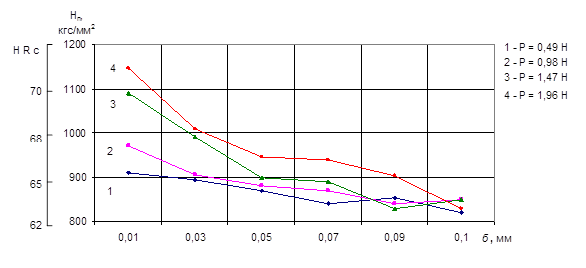
Рисунок 5. Распределение микротвёрдости субповерхностных слоев Нп по глубине в зависимости от припуска на шлифование d (Vи = 34 м/с, Vв = 3,48 м/мин; t = 4 мм/мин; Тв = 10 с)
При окончательном шлифовании исследовалось влияние больших циклов выхаживания (от 7 до 25 с) на микротвёрдость поверхности.
Анализ кривой Н0,98 ~ Тв показал, что последняя имеет горбообразный характер с максимумом при Тв = 20 с. Причем, если при Тв = 20 с Н0,98 =947 кгс/мм2, то при Тв = 7 и 25 с – микротвёрдость, соответственно, уменьшается до 84 и 919 кгс/мм2.
Механизм воздействия выхаживания на физико-механические свойства шлифованной поверхности заключается в уменьшении элементов сечения среза вследствие постепенного снятия натяга системы «шлифовальная бабка-заготовка-бабка ведущего круга». До определенных величин увеличение Тв положительно сказывается на свойствах шлифованной поверхности, повышая Hп за счет абразивного воздействия. Однако при некоторых значениях времени выхаживания резание почти прекращается, и, следовательно, усиливаются явления трения и теплообразования (условное напряжение резания растет). Именно этим и можно объяснить существенное увеличение прижогов.
Выводы
- Элементы режимов резания оказывают большое влияние на физико-механические свойства шлифованных поверхностей.
- Увеличение скорости шлифования практически не влияет на распределение микротвердости в глубину, а на субповерхностных слоях по всем горизонтам микротвердость существенно растет.
- Увеличение скорости ведущих кругов при шлифовании с выхаживанием ведет к понижению глубины зоны с измененной структурой и уменьшению перепада микротвердости поверхности относительно исходной.
- Повышение минутной поперечной подачи при предварительном и окончательном шлифовании ведет к значительному снижению микротвердости и увеличению глубины отпущенного слоя.
- С увеличением припуска микротвердость субповерхностных слоев значительно падает.
- Увеличение времени выхаживания до определенных величин ведет к повышению микротвердости субповерхностных слоев по всем горизонтам с некоторой стабилизацией и спадом при больших значениях.
- На основании изложенных выше выводов следует, что путем совершенствования процесса врезного бесцентрового шлифования возможно существенно улучшить физико-механические свойства шлифованных поверхностей.
Рецензенты:
Соловьёв Д.Л., д.т.н., профессор кафедры автоматизированного проектирования машин и технологических процессов Муромского института (филиала) ФГБОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром.
Шпаков П.С., д.т.н., профессор кафедры автоматизированного проектирования машин и технологических процессов Муромского института (филиала) ФГБОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром.
Библиографическая ссылка
Блурцян Д.Р., Блурцян Р.Ш., Блурцян И.Р. ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВРЕЗНОГО БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ С ЦЕЛЬЮ ПОВЫШЕНИЯ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ ШЛИФОВАННЫХ ПОВЕРХНОСТЕЙ // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/ru/article/view?id=13007 (дата обращения: 27.06.2026).