



Введение
Крупнейшими сферами использования карбида кремния являются металлургия (около 45 % мирового спроса), производство абразивных материалов (до 30 %) и огнеупоров (до 25 %) [4].
Ведущим производителем карбида кремния в Европе является ОАО «Волжский абразивный завод», выпускающий две разновидности материала – карбид кремния черный и зеленый. Черный карбид кремния, как абразивный материал используется в несвязанном виде, в абразивных кругах на керамических и органических связках.
Одной из основных характеристик абразивного инструмента является зернистость, регламентированная ГОСТ Р 52381, по которому предусмотрено 26 зернистостей от F4 до F220. В пределах одной зернистости геометрические параметры зерен измеряются в достаточно широком интервале размеров. Например, ширина зерна шлифпорошка зернистости F60 может изменяться от 525 мкм до 87 мкм [2]. Для контроля качества зернового состава по ГОСТ Р 52381 шлифовальные порошки размером от 45 до 4750 мкм просеивают через контрольные сита с различным размером ячеек.
Без знания размеров зерен, а также их формы невозможно провести глубокое исследование механизма стружкообразования и всего процесса абразивной обработки. Поэтому исследованию геометрических параметров абразивных материалов в исходном состоянии и в процессе обработки уделяется большое внимание [5, 7, 8]. Большинство исследователей рассматривают закономерности изменения геометрических параметров зерен основной фракции или пробы, выделяемой при рассеве шлифпорошка на контрольных ситах.
Цель исследования
Цель данной работы заключалась в исследовании геометрических параметров зерен всех проб, образующихся при рассеве шлифовального порошка на контрольных ситах по ГОСТ Р 52381.
Материал и методы исследования
Для исследований выбран шлифовальный порошок 54С зернистостью F60, серийно изготавливаемый на ОАО «Волжский абразивный завод».
Измерения геометрических параметров зерен производили фотометрическим методом с использованием микроскопа МБС-9, камеры высокого разрешения Levenhuk C510 NG 5M и специально разработанного программного обеспечения [6]. После загрузки электронных фотографий в программу, она производит анализ исходного изображения и выделяет контур абразивного зерна. Определяли следующие геометрические характеристики зерен: длина l, ширина b, периметр P, площадь S. Кроме перечисленных параметров рассчитывали приведенный диаметр d и коэффициент формы зерна, определяемый отношением l/b.
Длину зерна находили как расстояние между двумя максимально удаленными точками на профиле зерна, ширину – как сумму величин двух перпендикуляров, построенных от вектора длины зерна к максимально удаленным точкам с каждой стороны профиля.
Периметр зерна P равен сумме всех векторов, образующих контур зерна.
Площадь зерна S рассчитывали по следующей формуле:
 ,
,
где ![]() и
и ![]() - координаты соответствующей вершины вектора.
- координаты соответствующей вершины вектора.
Приведённый диаметр находили по окружности, площадь которой равна площади контура зерна S:
![]() .
.
Для ситового контроля по ГОСТ Р 52381 использовали пять сит, номинальный размер ячеек Wi которых указан в таблице 1.
Таблица 1 – Размер ячеек контрольных сит Wi и относительная масса проб Qi шлифовального порошка 54СF60
|
№ контрольного сита и пробы |
Wi, мкм |
Qi, % |
|
|
по ГОСТ Р 52381 |
фактически |
||
|
1 |
425 |
– |
– |
|
2 |
300 |
≤ 30 |
12 |
|
3 |
250 |
≥ 40 |
59 |
|
4 |
212 |
Q3 + Q4 ≥ 65 |
59 + 26= 85 |
|
5 |
180 |
не регламентируется |
2,5 |
|
6 |
Остаток на поддоне |
≤ 3 |
0,5 |
После анализа результатов рассева определяли законы распределения, которым подчиняется каждый из указанных выше геометрических параметров зерен. В качестве примера на рис. 2 приведены функции распределения двух параметров зерен b и l/b пяти проб.
В соответствии со значениями коэффициента формы, зерна каждой пробы классифицировали на игольчатые (l/b>2), изометричные (l/b<1,3) и промежуточные. Относительное содержание зерен различной формы в каждой пробе на рис. 2 представлено в зависимости от номинальной ячейки проходного сита Wi.
Результаты исследования и их обсуждение
При рассеве анализируемый шлифовальный порошок без остатка проходил через сито с размерами ячеек в свету W1, что соответствует требованиям стандарта. На сите с размером ячейки W2 относительная масса порошка Q2 составляет 12 % (по ГОСТ – менее 30 %). Сито с размером ячейки W3 определяет минимальное количество зёрен, относительная масса которых должна быть более 40 %, по факту – 59 %. Масса зёрен, задерживающихся на сите W4, отдельно не регламентируется, но общая масса проб Q3+Q4 должна быть более 65 %. В результате рассева относительная масса Q3+Q4=85 %, что также согласуется с требованием ГОСТ Р 52381. Масса порошка, задерживающаяся на пятом сите, также не регламентируется. Относительная масса порошка ΔQ, оставшаяся на поддоне или прошедшая через сито с размером ячейки W5, составляет 0,5 % (по ГОСТ – менее 3 %). Таким образом, анализируемый шлифовальный порошок по зерновому составу отвечает требованиям ГОСТ Р 52381.
Графики плотности распределения параметра b по сравнению с l/b выглядит более симметричными. Во всех фракциях правая ветвь кривой F(l/b) более пологая и вытянутая по сравнению с левой.
С целью проверить принадлежность исследуемых выборок по геометрическим параметрам нормальному закону распределения, проведено сравнение наблюдаемых и теоретических частот при уровне значимости α=0,05. Наблюдаемое значение критерия χ2 для всех исследованных параметров в зависимости от размера ячейки верхнего контрольного сита W приведены в табл. 2. Критическое значение χкр2 найдено для принятого уровня значимости и числа степеней свободы k=s–1–r, где s – число групп выборки, r – число параметров предполагаемого распределения (табл. 2). Число групп для всех выборок принято равным 12, число параметров нормального закона распределения r=2, тогда k=9. Критическое значение критерия χкр2=16,9 [1]
Из табл. 2 следует, что в большей степени нормальному закону распределения удовлетворяет параметр b. Невыполнение гипотезы о нормальном законе распределения параметра b наблюдается в пробе 6. Это связано с тем фактом, что предыдущие пробы отсеиваются по двум размерам (верхнее проходное сито и нижнее – непроходное). Самая мелкая фракция 6 отсеивается только по верхнему размеру.
а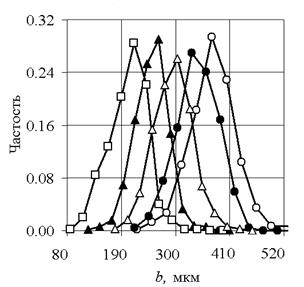 б
б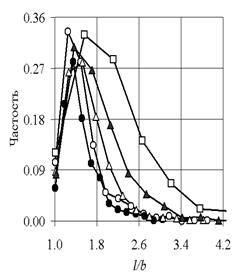
Рис.1. Плотность распределения параметров b (а) и l/b (б) зёрен шлифовальных порошков различных проб: ○ – Q2; ● – Q3; ∆ – Q4; ▲ – Q5; □ – Q6
Таблица 2 - Наблюдаемое значение критерия χ2
|
Фракция |
l |
b |
P |
S |
d |
l/b |
|
Q2 |
120,7 |
11,9 |
98,2 |
67,9 |
34,1 |
128,5 |
|
Q3 |
37,4 |
8,9 |
18,3 |
11,4 |
9,7 |
105,8 |
|
Q4 |
77,1 |
3,3 |
38,7 |
24,3 |
11,0 |
55,5 |
|
Q5 |
47,0 |
7,6 |
21,5 |
19,7 |
9,8 |
78,9 |
|
Q6 |
29,5 |
34,6 |
28,0 |
9,8 |
20,0 |
131,0 |
Распределение параметров l, P и l/b нормальному закону не подчиняется. Из трех перечисленных параметров в большей степени к нормальному закону распределения приближается параметр Р.
Похожие закономерности получены при исследовании распределения геометрических параметров микропорошков карбида кремния [3].
В соответствии со значениями коэффициента формы, зерна каждой пробы классифицировали на игольчатые (l/b>2), изометричные (l/b<1,3) и промежуточные. Относительное содержание зерен различной формы в каждой пробе на рис. 2 представлено в зависимости от номинальной ячейки проходного сита Wi. Как было отмечено ранее (см. табл. 1), в соответствии с ГОСТ Р 52381 для второй пробы W1 = 425 мкм, для шестой – W5 = 180 мкм. Полученные графические зависимости свидетельствуют о том, что в пробах 2 и 3 (номинальный размер ячейки проходного сита соответственно W1 = 425 мкм, W2 = 300 мкм) количество изометричных зерен приблизительно одинаково. Начиная от пробы 3 и далее к 6 (соответственно W2 = 300 мкм, W5 = 180 мкм), т.е. с уменьшением размера шлифовального порошка содержание изометричных зерен снижается почти в 2,7 раза, количество игольчатых зерен возрастает более чем в 5 раз. Содержание зерен промежуточной формы с переходом от пробы 2 к 4 возрастает приблизительно на 17 %, затем – снижается к пробе 6 почти на 50 %.
Рис.2. Изменение относительного содержания зерен n определенной формы в пробах в зависимости от номинального размера ячейки W проходного сита
Выводы
1. Определена плотность распределения геометрических параметров (длина, ширина, их отношение, периметр, площадь, приведенный диаметр) пяти фракций шлифовального порошка из карбида кремния черного зернистости F60. Установлено, что нормальному закону подчиняется распределение ширины зерна, кроме самой мелкой фракции (остаток на поддоне), затем приведенный диаметр (три фракции) и площадь проекции профиля зерна на горизонтальную плоскость (две фракции). Распределение длины зерна и отношения длины к ширине нормальному закону не подчиняются.
2. В результате классификации зерен на игольчатые, изометричные и промежуточные установлено, что содержание игольчатых зерен от пробы 3 к пробе 6 возрастает почти в 5 раз, в то время как содержание изометричных зерен снижается в 2,7 раза.
Рецензенты:
Сидякин Ю.И., д.т.н., заведующий кафедрой «Металлорежущие станки и инструменты» ФГБОУ ВПО «Волгоградский государственный технический университет», г. Волгоград.
Полянчиков Ю.Н., д.т.н., профессор кафедры «Технология машиностроения» ФГБОУ ВПО «Волгоградский государственный технический университет», г. Волгоград.
Библиографическая ссылка
Носенко В.А., Александров А.А., Ганшу Е.Ф. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕРЕН ШЛИФОВАЛЬНОГО ПОРОШКА КАРБИДА КРЕМНИЯ ЧЕРНОГО 54CF60 ПРОИЗВОДСТВА ВОЛЖСКОГО АБРАЗИВНОГО ЗАВОДА // Современные проблемы науки и образования. 2014. № 3. ;URL: https://science-education.ru/ru/article/view?id=12798 (дата обращения: 14.07.2026).