



Введение
В настоящее время приборостроение является одной из важнейших сфер человеческой деятельности. Основными продуктами производства данной отрасли являются средства измерения, обработки и представления информации разного рода. Помимо этого, одним из основных направлений в приборостроении является разработка, а также производство испытательной техники. Зачастую к качеству изготовления деталей испытательной техники предъявляются повышенные требования.
В связи с тем что большинство продуктов приборостроительного производства работают под нагрузкой при повышенных температурах, особое внимание уделяется выбору материала заготовок. Широкое применение в приборостроении находят такие материалы, как вольфрам и его сплавы.
Вольфрам широко применяют в современной технике в виде чистого металла и в ряде сплавов, наиболее важные из которых легированные стали, твердые сплавы на основе карбида вольфрама, износостойкие и жаропрочные сплавы [3].
Распространенное применение вольфрама и его сплавов вызвано тем, что он удовлетворяет требованиям, предъявляемым материалам деталей, работающих при экстремально высоких температурах. Металл отличается очень высокой точкой кипения (5900 °С) и весьма малой скоростью испарения даже при температуре 2000 °С. Электропроводность вольфрама почти в три раза ниже электропроводности меди. К свойствам, ограничивающим сферу применения вольфрама, можно отнести большую плотность, высокую склонность к ломкости при низких температурах, малое сопротивление окислению при невысоких температурах. Одна из причин низкотемпературной хрупкости вольфрама – блокировка дислокаций примесями внедрения [3; 5].
Вольфрам и его сплавы относятся к числу наиболее труднообрабатываемых материалов, что обусловлено высокой твердостью, повышенной хрупкостью, малой пластичностью и высокой абразивной способностью. В связи с этим повышение скорости резания ухудшает обрабатываемость, т.к. при резании увеличение скорости не вызывает в деформируемом элементе достаточного увеличения тепловыделения и снижения прочностных свойств. Кроме того, пониженная пластичность вольфрамовых сплавов резко уменьшает площадь контакта резца со стружкой, и при той же силе резания давление на резец возрастает в 2—4 раза, что способствует усиленному износу инструмента [3].
В связи с тем что большинство деталей приборостроительного производства имеют сложную конфигурацию при небольших размерах, их обработка на лезвийном оборудовании является невозможной. Адекватным ответом на предъявленные требования стало применение в производстве методов электрофизического, электрохимического и физико-химического воздействия. При обработке деталей, выполненных из вольфрама сложного профиля, применимы технологии проволочно-вырезной электроэрозионной обработки (ПВЭЭО) и гидроабразивной резки. Данные технологии позволяют получать заготовки и детали любого профиля, независимо от их прочностных характеристик, без применения дополнительной оснастки.
Технология гидроабразивной резки обеспечивает максимальную производительность при обработке вольфрамовых заготовок. Однако, несмотря на преимущества гидроабразивной резки, ее применение ограничено рядом технологических особенностей, в частности - ширина реза при обработке не позволяет осуществлять производство мелкогабаритных деталей. Данного недостатка лишен метод проволочно-вырезной электроэрозионной обработки.
При использовании проволочно-вырезной электроэрозионной обработки в качестве электрода-инструмента используется молибденовая или латунная проволока диаметром от 0,02 до 0,3 мм, что дает осуществить обработку узких пазов деталей сложного профиля с высокой точностью [1-7].
Несмотря на широкое применение технологии проволочно-вырезной электроэрозионной технологии в производстве, данный процесс не изучен в полной мере.
Исследование процесса электроэрозионной обработки вольфрама является актуальной задачей.
Целью работы является анализ влияния режимов ЭЭО на процесс обработки вольфрама.
Материалы и методы исследования
В работе рассмотрен процесс изготовления детали «Щелевая маска». Технологическое применение данной детали заключается в измерении распределения мощности по сечению электронного пучка, применяемого при электронно-лучевой обработке материалов. Материалом заготовки является вольфрамовая пластина ВА по ТУ 48-19-106-91, толщиной 3 мм.
Эскиз обрабатываемой заготовки представлен на рис. 1.
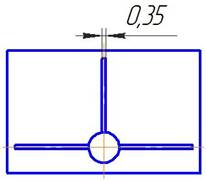
Рис. 1. Эскиз детали «Щелевая маска»
Основной технологической трудностью при изготовлении рассматриваемой детали является обработка щелей. Так как технология электроэрозионной обработки является бесконтактным методом резки, при проектировании технологии получения годной заготовки необходимо учитывать величину межэлектродного зазора, размер электрода-инструмента (радиус R) и вносить коррекцию (Т) в управляющую программу (рис. 2). Адекватно подобранная коррекция позволяет обеспечивать заданную точность обработки.
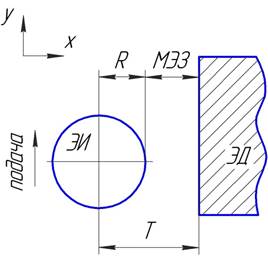
Рис. 2. Формирование величины коррекции в плоскости обработки XY
Определение величины коррекции в работе осуществляется экспериментальным путем. Для этого на исходной заготовке вырезались образцы с номинальным размером 7х7 мм на разных режимах (табл. 1). После чего измерялись получившиеся образцы. Разность между номинальным размером и действительным составляла величину коррекции, которую необходимо будет внести в управляющую программу при изготовлении детали.
Таблица 1 - Режимы обработки
|
Режим |
I |
II |
|
Время действия импульса (ton), мкс |
21 |
30 |
|
Время бездействия импульса (toff), мкс |
60 |
51 |
|
Напряжение (U), В |
50 |
50 |
|
Сила тока (I), А |
1 |
2 |
Электроэрозионную обработку проводили на проволочно-вырезном станке фирмы Electronica модель Ecocut, в среде рабочей жидкости – дистиллированной воде. В качестве электрода-инструмента использовали проволоку из латуни марки Л68.
Измерение ширины щели проводили с использованием светового микроскопа Olympus GX 51 при увеличениях х500 крат.
Измерение линейных размеров вырезанных образцов проводили на координатно-измерительной машине фирмы Carl Zeiss Contura G2.
Результаты исследования и их обсуждение
В ходе эксперимента установлено, что при обработке заготовки на режимах I и II скорости резания составили 1,3 мм/мин и 2,4 мм/мин соответственно.
Размеры обработанных заготовок на режимах I и II составили 6,4 мм и 6,69 мм соответственно. Таким образом, при обработке вольфрама на режимах с большей энергией импульса (режим II) наблюдается меньший процент съема материала.
Таким образом, при обработке заготовки на режиме I в управляющую программу необходимо внести коррекцию G41/G42 (в зависимости от направления реза), равную 0,3 мм. При обработке заготовки на режиме II в управляющую программу необходимо внести коррекцию, равную 0,15 мм.
При изготовлении щелей в детали «Щелевая маска», в управляющую программу не будет вноситься коррекция, необходимый размер равен ширине реза.
Так как при изготовлении детали «Щелевая маска» необходимо обеспечить размер щели, не превышающий 0,35 мм, обработка на режиме I не подходит, так как ширина реза составляет 0,6 мм. Для изготовления детали выбран режим II с шириной реза 0,3 мм.
На рис. 3 представлена фактическая величина щели, получившаяся после обработки на режиме II.
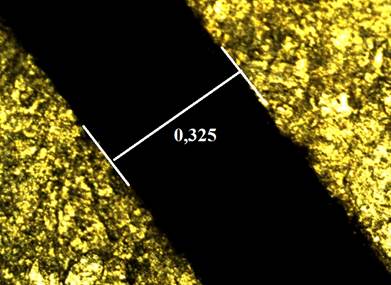
Рис. 3. Ширина реза (режим II)
Полученный размер щели в полной мере удовлетворяет заданным требованиям.
При изготовлении всей детали в управляющую программу вносилась коррекция G41 0,15 мм при направлении обхода наружного контура по часовой стрелке.
Выводы
В работе рассмотрен процесс электроэрозионной обработки вольфрама. Подобраны режимы резания, позволяющие получить заданные размеры.
Установлено, что при обработке вольфрама при увеличении энергии импульса скорость резания увеличивается.
Ширина реза при обработке вольфрама на режимах с меньшей энергией импульса получается больше, чем при обработке на более мощных режимах. Данное явление объясняется возникновением в процессе резания усадки материала.
Для получения заданной геометрии детали «Щелевая маска» обработку необходимо проводить на режимах резания II (табл. 1).
Рецензенты:
Синани И.Л., д.т.н., профессор кафедры СПиТКМ МТФ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Иванов В.А., д.т.н., профессор, зав. кафедрой МСИ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Пермяков Г.Л., Абляз Т.Р., Беленький В.Я. ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА ДЕТАЛЕЙ ПРИБОРОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА, ВЫПОЛНЕННЫХ ИЗ ВОЛЬФРАМА // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12705 (дата обращения: 29.06.2026).