



Введение. В настоящее время для нормирования трудозатрат рекомендуется использовать существующие нормативные материалы. В них для разных видов производственных работ приведены таблицы затрат времени на отдельные действия работников – операции, переходы и их составные части. Суммируя их в необходимом сочетании, можно определить норму времени на изделии в целом. Такая методика универсальна, но сложна и трудоемка, поэтому находит ограниченное применение. На большинстве предприятий пользуются нормами времени, установленными прямым хронометражем работ или по аналогии. Такой подход не позволяет объективно оценить существующие состояние производства и выявлять его резервы.
В Пермском национальном исследовательском политехническом университете (ПНИПУ) разработана принципиально новая методика нормирования трудозатрат, значительно упрощающая работу нормировщиков производства [2; 3]. Методика апробирована применительно к сложным для нормирования операциям сборки и сварки при изготовлении нескольких видов строительных и машиностроительных металлоконструкций и показала свою эффективность. Ниже описана сущность предлагаемой методики и показано ее применение на примере нормирования работ при изготовлении строительных колонн на одном из пермских предприятий.
Методы исследований. Из предыдущих пояснений следует, что главной проблемой, осложняющей использование известных методов нормирования, является большая трудоемкость расчетов из-за необходимости учета множества разных факторов. Кроме того, нормированию должна предшествовать разработка подробного технологического процесса. На практике такие процессы разрабатывают только для сложных и ответственных изделий.
При проведении наших исследований ставилась задача значительно упростить работу нормировщиков, сохраняя приемлемую точность расчетов. Очевидно, этого можно добиться укрупнением каких-то показателей, отказом от учета мало влияющих факторов, сокращением количества расчетов. Исходя из этого, при создании новой методики представлялось целесообразным использовать идеи и технологию активного многофакторного планируемого эксперимента, позволяющего многократно сократить необходимое для исследований число опытов или расчетов [1].
С помощью математической обработки результатов планируемых экспериментов получают полиноминальные модели выходных параметров. Простейшей из них является полином первой степени вида:
![]() , (1)
, (1)
где y – выходной параметр; Xi, Xj – входные параметры; b0, bi bij – коэффициенты регрессии.
В качестве выходного параметра во всех опытах и расчетах принимали техническую норму времени на выполнение заданной работы Тшт, в качестве входных параметров – факторы, влияющие на величину нормы времени.
Предлагаемая методика отрабатывалась на опыте построения моделей норм времени на изготовление нескольких типов сварных конструкций. Моделирование начинали с выполнения подготовительных этапов работы:
1) сбор данных и анализ конструкций выбранного типа;
2) разработка типового технологического процесса изготовления конструкций;
3) выявление факторов, значимо влияющих на величину нормы времени;
4) назначение уровней и интервалов варьирования факторов.
Остальные этапы – от составления матрицы планирования до построения модели нормы времени и оценки ее пригодности для практического использования – выполнялись по обычной методике многофакторного планируемого эксперимента [1].
Моделирование норм времени на сборку и сварку колонн. Строительные колонны являются одним из видов типовых конструкций, используемых при строительстве промышленных зданий ангарного типа. Номенклатура колонн на базовом предприятии включает в себя 17 единиц изделий, имеющих конструктивные особенности, отвечающие определенным требованиям заказчика. В то же время все колонны имеют схожее конструктивное исполнение (рисунок 1).
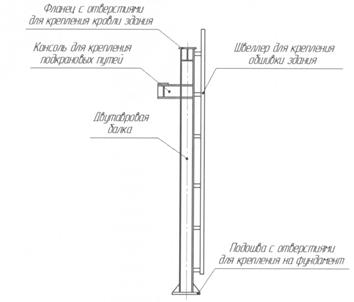
Рисунок 1 – Базовая колонна
При изготовлении колонны основными производственными операциями являются слесарно-сборочные и сварочные, часто называемые в целом сварочными работами. В связи с этим для последующего анализа взяли некоторые общие характеристики колонн как сварных конструкций с указанными предельными значениями каждой числовой характеристики:
- вес колонны – 610 ÷ 1665 кг;
- количество деталей – 22 ÷ 38 шт.;
- типы сварных швов – Т1, Н1, У4;
- катеты швов – 4,5,8,10 мм;
- длина швов колонны – 17,4 ÷ 41,8 м;
- количество швов – 52 ÷ 89.
Все сварные швы колонны угловые, большинство имеют катеты 5 и 8 мм. Учитывая материал конструкций (09Г2С) и преобладание коротких прямолинейных швов (средняя длина одного шва 0,34 м), на предприятии используется механизированная сварка в углекислом газе проволокой Св-08Г2С по ГОСТ 2246-70.
На первом этапе работы изучили чертежи и другую техническую документацию на колонны и ознакомились с организацией их производства на базовом предприятии. Стало очевидным, что все типы колонн имеют конструктивную схожесть и изготавливаются по единой технологической схеме.
Сами колонны являются сложными сварными конструкциями: имеют большие габариты, состоят из десятков деталей, соединяемых швами разных типов. Строить единую модель нормы времени для таких конструкций нецелесообразно. Более рационально разработать отдельные модели для укрупненных операций технологического маршрута, таких как сборка, сварка, слесарные работы и т.п., а затем, при необходимости, суммировать расчеты по ним.
В данном случае работы по построению моделей оказались более простыми в связи с тем, что представилась возможность воспользоваться данными из общемашиностроительных нормативов времени [4], в которых имеется таблица норм времени на сборку колонн для разных сочетаний веса колонны и количества входящих в нее деталей.
Исходя из параметров рассматриваемых колонн, сделали выборку из данных [4], представленных в таблице 1.
Таблица 1. Нормы штучного времени на сборку колонн.
|
Вес собираемой колонны |
Количество собираемых деталей в колонне; шт. |
|||||
|
20 |
25 |
30 |
35 |
40 |
45 |
|
|
Штучное время на сборку одной колонны (в чел.-час.) |
||||||
|
500 |
1,55 |
1,75 |
1,95 |
2,15 |
2,35 |
2,60 |
|
750 |
1,80 |
2,00 |
2,30 |
2,45 |
2,70 |
2,90 |
|
1000 |
2,00 |
2,30 |
2,50 |
2,80 |
3,05 |
3,30 |
|
1250 |
2,20 |
2,50 |
2,70 |
3,00 |
3,20 |
3,50 |
|
3000 |
3,50 |
3,80 |
4,00 |
4,25 |
4,50 |
4,70 |
Штучное время в таблице 1 учитывает выполнение следующих видов работ:
- Подать детали, узлы к месту сборки, проверить их внешним осмотром.
- Установить базовые детали (узлы на место сборки).
- Разметить, установить детали изделия, выдержав детали, размеры по чертежу.
- Подогнать сопряжение деталей, узлов, прихватить их электросваркой.
- Повернуть узел в процесс сборки.
Работа с таблицей удобна для конечных пользователей (в данном случае нормировщиков), но затруднена при определении штучного времени для промежуточных значений аргументов. В связи с этим провели свертку таблицы – замену табличных данных расчетными значениями по аналитической модели, которую построили с помощью компьютерной программы DIASTA [6].
В итоге после несложных расчетов получили выражение:
![]() , (2)
, (2)
где Т шт н – штучное время на слесарно-сборочные операции в час; М – вес колонны в кг; N – количество деталей в колонне.
По формуле 2 можно рассчитать норму штучного времени на сборку колонн с разными сочетаниями количеств деталей и их весов. Сравнение расчетных и табличных данных показало, что они различаются на небольшую величину – в пределах от 0 до 5% в среднем на 1,5%.
Сварка колонн. К операциям, выполняемым после сборки деталей на прихватках, относятся зачистка свариваемых кромок перед сваркой от налета ржавчины и окалины, собственно сварка всех швов, зачистка сварных соединений от шлака и брызг наплавленного металла, перемещение узлов и изделия в целом для удобства выполнения работ и контрольные операции.
До перехода к конкретным расчетам просмотрели соответствующие карты ОУНВ на сварку в защитных газах [5] и проанализировали факторы, в зависимости от которых назначаются элементы нормы времени (таблица 2).
Таблица 2 – Операции, связанные со сваркой, и влияющие факторы
|
Операция |
№ карты ОУНВ |
Факторы |
|
Установка колонны на стеллажах |
81 |
Способ застропливания, вид установки, грузоподъемный механизм, кол-во точек крепления |
|
Зачистка кромок перед сваркой |
76 |
Способ зачистки (инструмент), тип материала, толщина металла, тип шва, длина швов |
|
Сварка |
6 |
Способ сварки, тип шва, толщина металла, длина швов |
|
Зачистка ОШЗ от брызг металла |
75 |
Способ зачистки, тип шва, толщина металла, положение шва |
|
Кантовка изделия для зачистки и сварки |
81 |
|
Исходя из условий базового предприятия и используемой технологии приняли при расчетах:
- колонна устанавливается грузоподъемным краном на стеллаж без крепления на нем;
- строповка производится тросами в двух точках крепления;
- зачистка кромок перед сваркой и ОШЗ после сварки производится механизированным инструментом;
- положения швов при зачистке и сварке разные. Приняли направочный коэффициент 1.30;
- средняя толщина металла 10 мм;
- все швы угловые, средний катет 7 мм;
- сварка механизированная в углекислом газе проволокой Св-08Г2С диаметром 1,4 мм;
- кантовка и перемещение колонны производятся 4 раза.
Применительно к обобщенной операции «Сварка» ее трудоемкость зависит главным образом от длины сварных швов и количества наплавленного металла. Второй показатель рассчитывается по произведению поперечного сечения сварных швов на их длины. Для угловых швов поперечное сечение пропорционально квадрату катета – К. Тем самым определяются два основных показателя (фактора), значимо влияющих на норму времени сварки – длина сварных швов конструкции Lш и катет шва К. Их обозначили соответственно Х1 и Х2.
Далее назначили уровни выбранных факторов. Проанализировав технические характеристики всех 17 колонн, установили, что максимальными значениями характеристик обладает колонная К-8, а минимальными – колонна К-13. Эти данные использовали при планировании и выполнении дробного (2k-1) факторного эксперимента с последующими расчетами (таблицы 3 и 4).
Таблица 3 – Уровни факторов в расчетах
|
Уровень фактора |
Код |
Х1 – длина сварных швов L, мм |
Х2 – средний катет швов Кср, мм |
|
Верхний Хi max Верхний Хi min Основной Хi0 Шаг ΔХi |
+1 -1 0 |
45 18 30 12 |
10 4 7 3 |
Таблица 4 – Матрица планирования и результаты расчетов по ОУНВ
|
№ опыта |
Х1 |
Х2 |
Х12 |
TОУНВ |
|
|
в минутах |
в часах |
||||
|
1 |
+ |
+ |
+ |
781,6 |
13,03 |
|
2 |
- |
+ |
- |
3365 |
5,61 |
|
3 |
+ |
- |
- |
232,2 |
3,87 |
|
4 |
- |
- |
+ |
101,8 |
1,70 |
Нормировщикам производства неудобно оперировать данными с большим количеством минут, и поэтому минуты перевели в часы (таблица 4). Далее рассчитали коэффициенты модели, построили модели нормы на сварку колонн с кодами переменных:
![]() (3)
(3)
и с их натуральными значениями
![]() , (4)
, (4)
здесь L – суммарная длина всех сварных швов, м; Kср – средний катет угловых швов, мм.
Дополнительно для удобства пользователей по уравнению (4) можно построить табличную модель нормы времени, например в виде таблице 5.
Таблица 5 – Нормы времени на сварку колонн
|
Суммарная длина швов, м |
Средний катет сварных швов колонны, мм |
|||||
|
20 |
25 |
30 |
35 |
40 |
45 |
|
|
Штучное время на сварку колонны, час |
||||||
|
500 |
1,6 |
1,8 |
2,0 |
2,3 |
2,5 |
2,7 |
|
750 |
1,8 |
2,0 |
2,2 |
2,4 |
2,7 |
2,9 |
|
1000 |
2,0 |
2,2 |
2,4 |
2,6 |
2,9 |
3,1 |
|
1250 |
2,1 |
2,4 |
2,6 |
2,8 |
3,0 |
3,3 |
|
3000 |
3,5 |
3,7 |
3,9 |
4,1 |
4,7 |
4,6 |
Результаты исследования. На примере нормирования трудозатрат на изготовление строительных колонн показана технология проведения расчетов по новой методике, разработанной в ПНИПУ.
Предлагаемая методика значительно упрощает процесс нормирования, заменяя работу с множеством таблиц из ОНВ на расчеты по аналитическим моделям норм времени на изделия в целом или их отдельные узлы. Созданием таких моделей могут заниматься специалисты, знающие производство, владеющие методами многофакторного планируемого эксперимента и статистической обработки данных.
При наличии готовой модели работа нормировщика предприятия заключается в сборе требуемых значений факторов Х1 и их подстановке в уравнение модели для расчета нормы времени Тшт. Обычно необходимые данные можно найти непосредственно в чертежах или спецификациях на изделие, и их поиск не составляет затруднений. Это, например, могут быть данные о массе изделия или узла, количестве деталей в узле, длине и типах сварных швов и т.п. Для цеховых технологов такие расчеты несравненно проще традиционных (по ОНВ) и являются технически обоснованными в отличие от обычно применяемых на предприятиях опытно-статистических норм.
Выводы. Система нормирования трудозатрат на изготовление сварных конструкций с помощью данных из общемашиностроительных нормативов времени является трудоемкой, сложной и находит ограниченное применение.
Предложенная новая методика нормирования значительно упрощает работу нормировщиков производства. Сущность методики показана на примере построения аналитических моделей норм времени на операции - сборку и сварку строительных колонн.
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Ханов А.М., д.т.н., профессор, зав. кафедрой КМиТОМ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Лазарсон Э.В., Путина А.С. ОПЫТ ПРИМЕНЕНИЯ НОВОЙ МЕТОДИКИ НОРМИРОВАНИЯ СВАРОЧНЫХ РАБОТ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12615 (дата обращения: 29.06.2026).