



Введение
Надежность и долговечность механизмов и машин, содержащих узлы с различными торцовыми уплотнениями, во многом зависят от качества финишной обработки высокоточных уплотняющих поверхностей деталей. Одним из окончательных методов обработки точных плоских поверхностей деталей является абразивная доводка. Иногда данный метод является единственно возможным, особенно при доводке деталей из твердых композиционных материалов, таких как керамика, твердый сплав, силицированный графит и др.
В производственных условиях при небольшом выпуске или восстановлении торцовых уплотнений финишная обработка осуществляется путем многократной ручной доводки. Такая технология весьма трудоемкая и требует высокой квалификации исполнителя. Поэтому механизация доводочных операций до настоящего времени является актуальной задачей.
Особенность процесса абразивной доводки состоит в том, что абразивные зерна (а точнее, смесь зерен с компонентами пасты или смазывающе-охлаждающей жидкости) под воздействием притира осуществляют съем металла. Притир не только сообщает зернам необходимые движения и усилия, но и обеспечивает требуемую точность обработки поверхности.
К числу общих признаков, характеризующих процесс абразивной доводки, относятся [2]:
1) одновременное воздействие на поверхность детали большого числа режущих зерен, протекающее при относительно низких скоростях и давлениях;
2) движение режущих зерен по сложным траекториям;
3) незначительная роль тепловых явлений и отсутствие связанных с ними структурных изменений в поверхностном слое металла.
Одним из направлений повышения эффективности абразивной обработки является усложнение траектории относительного движения инструмента и детали. Установлено, что сложное рабочее движение способствует повышению качества и производительности обработки, так как создает благоприятные условия для более полного использования режущей способности и равномерного износа инструмента. В связи с этим представляется интересным разработанный в Пермском национальном исследовательском политехническом университете (ПНИПУ) «растровый» способ абразивной обработки, получивший широкое применение при доводке прецизионных плоскостей [3; 5].
Целью данной работы является исследование технологических возможностей финишной абразивной обработки поверхностей деталей из силицированного графита марки ГАКК 55/40.
Материалы и методы исследования
Проведены комплексные исследования процесса прецизионной обработки на станке «Растр 220» деталей, изготовленных из композиционного материала на основе силицированного графита марки (ГАКК 55/40). Требования к рабочим плоскостям деталей – Ra не более 0,1 мкм, отклонение от плоскостности не более 0,6 мкм.
Основу «растрового» метода финишной обработки составляет особый вид рабочего движения инструмента, имеющего усложненную траекторию с тонко регулируемыми параметрами. «Растровая» траектория образуется в результате ортогональной комбинации двух синусоидальных колебаний с различными частотами ![]() и амплитудами А, В. Параметрические уравнения траектории определяют декартовы координаты х, у в функциях времени t :
и амплитудами А, В. Параметрические уравнения траектории определяют декартовы координаты х, у в функциях времени t :
![]() ,
,
где ![]() - начальный сдвиг фаз.
- начальный сдвиг фаз.
Движущаяся точка описывает сложную результирующую траекторию, распределенную по площади прямоугольника ![]() (рис. 1).
(рис. 1).
Наиболее простые из таких траекторий известны как фигуры Лиссажу. Особенность плоскодоводочных станков серии «Растр» (рис. 2) заключается в поступательном движении притира (инструмента) по неповторяющейся траектории, имеющей вид сетки сложной конфигурации.
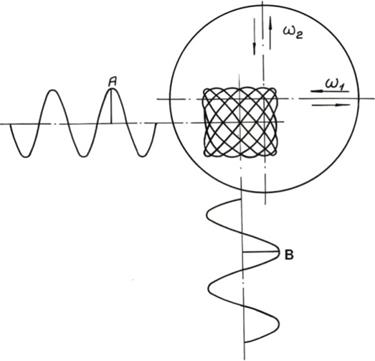
Рис. 1. Растровая траектория рабочего движения притира (инструмента).
При этом скорости движения всех точек рабочей поверхности притира одинаковы. Это дает повышение качества обработки, кроме того, позволяет для крупных деталей уменьшить диаметр притира в 3 раза, а массу станка в 5-10 раз.
а) б)
б)
Рис. 2. Общий вид станков: а) «Растр 220»; б) «Растр 350».
Размеры притиров и одновременно наибольших обрабатываемых деталей 220-350 мм.
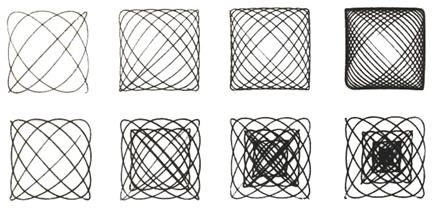
Конструкция станков позволяет бесступенчато регулировать параметры траектории движения притира (инструмента): плотность сетки и её размеры (рис. 3). Возможность целенаправленного выбора формы и плотности траектории рабочего движения инструмента позволяет формировать микрорельеф обработанной поверхности с оптимальными статистическими параметрами. При этом величина шероховатости по параметрам Ra и Rz может достигаться в нанометровом диапазоне [4; 6].
а)
б)
Рис. 3. Траектория рабочего движения станков «Растр»:
а – при различных соотношениях частот![]() ;
;
б – при различных амплитудах колебаний А, В.
Основная часть экспериментов проводилась на притирах (инструмент) из перлитного чугуна (НВ 160….180) с применением абразиво-алмазных паст и микропорошков. На окончательных переходах опробованы также доводочные плоские круги формы 6А2Т, Гост 17007-80, диаметром 200 мм из синтетического алмаза и кубического нитрида бора (КНБ) на металлической связке со следующими характеристиками: АСМ 20/14 М2-01 100, КМ 40/28 М5-22 50 и КМ 28/20 М5-22 50. При доводке на этих кругах в качестве СОЖ использовалась смесь из керосина (70%), масла И20 (25%) и олеиновой кислоты (5%) по объему. Перед доводкой смесь наносится на плиту в количестве 0,8–1 см3. В процессе экспериментов по доводке колец опробована широкая номенклатура абразивного материала, отличающегося видом абразива и зернистостью [1]. Опробованы следующие виды абразива: электрокорунд белый 24А; карбид кремния зеленый 63С-64С; кубический нитрид бора (КНБ) – ЛМ; синтетический алмаз АСМ-АСН. Зернистость абразива изменялось в процессе опытов в диапазоне 40/28; 14/10; 7/5; 5/3.
Шероховатость обработанной поверхности оценивалась по параметру Ra мкм – среднеарифметическое отклонение профиля. Измерение проводилось на профилометре типа II, степень точности 2, по ГОСТ 19300-86, модели 170623, изготовитель ОАО «Калибр». Перед измерениями проводилась проверка прибора по эталонам шероховатости. Для получения достоверных результатов в каждой серии опытов шероховатость измерялась на различных участках обработанной поверхности. Среднее значение Ra определялось по 8–12 замерам.
Результаты исследования и их обсуждение
Сравнительные эксперименты показали, что обычные абразивные материалы электрокорунд белый (ЭБ) и карбид кремния зеленый (КЗ) не пригодны для доводки деталей из силицированного графита ввиду весьма низкой их стойкости. Удовлетворительные и практически одинаковые результаты как по производительности съема, так и по шероховатости обработанной поверхности получены при доводке деталей порошками и пастами из синтетического алмаза (АСМ) и кубического нитрида бора (КНБ), табл. 1.
Таблица 1 - Результаты экспериментов
|
Материал абразива |
Кольцо образец № 4, № 5 |
Кольцо образец № 3 |
||
|
Qср, мкм/мин |
Ra ср, мкм |
Qср, мкм/мин |
Ra ср, мкм |
|
|
Электрокорунд белый ЭБМ 14/10 |
2 |
1,22 |
1,7 |
0,3 |
|
Карбид кремния зеленый КЗМ 14/10 |
3,4 |
1,34 |
3 |
0,21 |
|
Алмаз синтетичес- кий, АСМ 14/10 |
15 |
0,22 |
17 |
0,15 |
|
Кубический нитрид бора (КНБ), ЛМ 14/10 |
14,8 |
0,27 |
14 |
0,14 |
С целью обеспечения производительности процесса и требуемого качества обработанной поверхности целесообразно осуществлять доводку в два, три перехода с уменьшением зернистости абразивного материала.
При доводке деталей из композиционных материалов наибольшие трудности связаны с определением действительной шероховатости обработанной поверхности после окончательных переходов. Трудности обусловлены, прежде всего, пористостью данных материалов. Наличие пор вносит большую погрешность при оценке действительной шероховатости обработанной поверхности особенно после окончательной доводки мелкозернистыми абразивами.
Для объективной оценки шероховатости доведенной поверхности был использован профилометр модели 107622, который позволяет измерить как общую шероховатость, так и шероховатость без учета пор. Измерения и оценка осуществляется в два этапа. На первом этапе производится профилографирование большого участка обработанной поверхности и автоматический расчет параметров общей шероховатости.
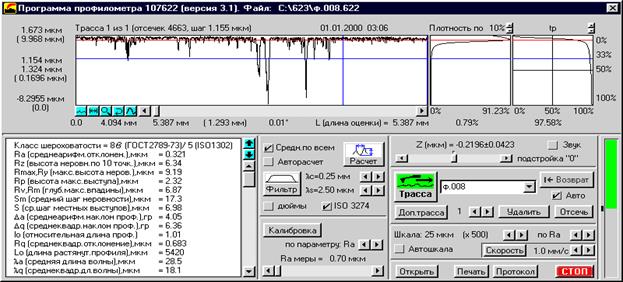 На втором этапе осуществляется автоматический расчет параметров шероховатости на участках, не содержащих глубокие поры, то есть без учета пор. Пример измерения шероховатости доведенной поверхности детали из силицированного графита (ГАКК) алмазной пастой АСМ 5/3 представлен на рис. 4 (а, б).
На втором этапе осуществляется автоматический расчет параметров шероховатости на участках, не содержащих глубокие поры, то есть без учета пор. Пример измерения шероховатости доведенной поверхности детали из силицированного графита (ГАКК) алмазной пастой АСМ 5/3 представлен на рис. 4 (а, б).
(а) – общая шероховатость с учетом пор Ra-0.321 мкм
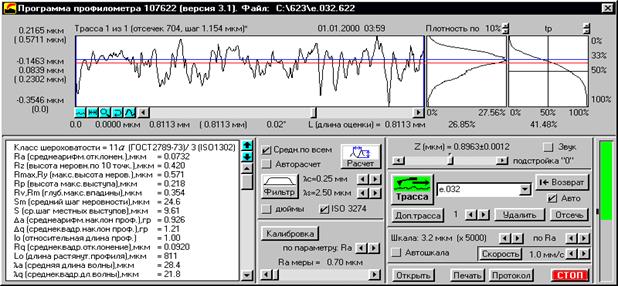
(б)- шероховатость без учета пор Ra-0.073 мкм
(б)- шероховатость без учета пор Ra-0.073 мкм
Рис. 4. Пример оценки шероховатости доведенной поверхности
ГАКК 55/40 на профилометре модели 107622.
Такая методика оценки шероховатости позволяет определять рациональную технологию окончательной доводки деталей из порошковых композиционных материалов.
Выводы
Процесс «растровой» доводки может успешно применяться для финишной обработки поверхностей колец из силицированного графита марки ГАКК 55/40, а также других марок, близких по структуре и составу. Плоскодоводочный станок «Растр 220» не требует дополнительных производственных площадей, прост в обслуживании и наладке и может осуществлять как групповую, так и поштучную обработку деталей.
Экспериментально установлена непригодность обычных абразивов – электрокорунда белого и карбида кремния зеленого для доводки деталей из силицированного графита. Доводку деталей из данного материала следует осуществлять порошками или пастами из синтетического алмаза или кубического нитрида бора (КНБ).
На финишных переходах доводки целесообразно контролировать как общую шероховатость обработанной поверхности, так и шероховатость без учета глубоких пор с помощью компьютерного профилометра модели 107622. Такая методика оценки шероховатости позволит определить рациональные варианты технологии окончательной доводки.
Работа выполнена при финансовой поддержке ПНИПУ, грант в номинации «Поддержка молодых докторантов».
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Щицын Ю.Д., д.т.н., профессор, зав. кафедрой СП и ТКМ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Муратов К.Р., Гашев Е.А. ОБРАБОТКА МАТЕРИАЛА НА ОСНОВЕ ГРАФИТА НА ОБОРУДОВАНИИ С «РАСТРОВОЙ» ТРАЕКТОРИЕЙ ИНСТРУМЕНТА // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12613 (дата обращения: 29.06.2026).