



Введение
В настоящее время метод электроэрозионной обработки (ЭЭО) является одним из самых распространенных методов обработки современных материалов [1], таких как высокопористые ячеистые металлы (ВПЯМ) [6]. Лезвийная обработка подобных материалов затруднена. При обработке лезвийным инструментом ВПЯМ на основе мягких металлов, например, алюминия, происходит замятие материала. При обработке ВПЯМ на основе твердых металлов, таких как хром, значительно снижается износоустойчивость инструмента [3,6].
Актуальной проблемой является повышение производительности электроэрозионной обработки высокопористых ячеистых материалов. Производительность зависит от ряда факторов, среди которых [1-6]:
- режим обработки, т.е. длительность, форма и частота электрических импульсов;
- размер обрабатываемой поверхности;
- диэлектрическая среда, в которой идет обработка;
- материал электрода-инструмента;
- поддержание оптимального межэлектродного зазора, для обеспечения непрерывности процесса ЭЭО.
Повысить производительность электроэрозионной обработки ВПЯМ можно путем подбора наилучшего соотношения перечисленных факторов. При обработке высокопористых ячеистых материалов поддержание постоянного оптимального межэлектродного зазора не представляется возможным ввиду особенностей структуры материала. Варьируя длительностью электрических импульсов и размерами заготовки ВПЯМ можно создать эмпирическую модель, которая позволит оценить влияние этих факторов на производительность обработки. Под производительностью, в данной работе, будем понимать скорость электроэрозионной обработки ВПЯМ.
Целью работы является получение эмпирической модели, позволяющей оценить влияние режимов резания и высоты обрабатываемой заготовки на скорость электроэрозионной обработки высокопористого ячеистого материала.
Материалы и методы исследования
В ходе исследования был проведен полный факторный эксперимент. Обработка результатов эксперимента и получение эмпирической формулы проводилось при помощи регрессионного анализа.
В качестве экспериментального оборудования выбран проволочно-вырезной электроэрозионный станок EcoCut. В качестве электрода инструмента выбрана латунная проволока марки BercoCut диаметром 0,25 мм. В качестве рабочей жидкости используется чистая дистиллированная вода. В качестве исследуемого материала выбрана заготовка высокопористого ячеистого материала на основе нихрома.
Варьируемыми параметрами для проведения регрессионного анализа являются:
1. ton – время включения импульса, мкс;
2. toff – время выключения импульса, мкс;
3. h – высота заготовки, мм.
Необходимое количество этапов эксперимента определяется по формуле:
![]()
где n – количество уровней полного факторного эксперимента;
k – число факторов, оказывающих влияние на процесс электроэрозионной обработки.
Принятые в исследовании уровни факторов, их кодовые обозначения и интервалы варьирования указаны в табл. 1.
Табл. 1. Уровни факторов, их кодовые обозначения и интервалы варьирования
|
Факторы |
Кодовое обозначение |
Натуральные уровни факторов, соответствующие закодированным |
Интервалы варьирования |
||
|
верхний +1 |
основной 0 |
нижний -1 |
|||
|
|
|
30 |
25,5 |
21 |
4,5 |
|
|
|
60 |
55,5 |
51 |
4,5 |
|
|
|
100 |
60 |
20 |
40 |
В ходе эксперимента производится обработка заготовки из высокопористого ячеистого материала на основе нихрома. Длина реза составляет 20 мм. Далее фиксируется среднее значение скорости резания по каждому из восьми этапов эксперимента. Из эксперимента установлено, что высокопористый ячеистый материал на основе нихрома обладает достаточной электроэрозионной обрабатываемостью. Наблюдается стабильный рез, без потери искры, искра синего цвета, характерная для обработки стальных заготовок. Напряжение при обработке заготовки не постоянно. На первом, четвертом, пятом и восьмом этапе эксперимента напряжение составляет 50 В, но на втором, третьем, шестом и седьмом этапе эксперимента напряжение колеблется от 50 до 80 В. Данное явление может быть объяснено разницей между длительностью включения и выключения электрических импульсов, а также высокой пористостью материала.
Результаты проведенного эксперимента представлены в табл. 2.
Табл. 2. Результаты эксперимента
|
Номер опыта |
Значения основных факторов |
Комбинации произведений факторов |
Выходной параметр |
|||||
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
+ |
+ |
+ |
|
10 |
|
2 |
+ |
|
|
|
|
+ |
+ |
14 |
|
3 |
|
+ |
|
|
+ |
|
+ |
11 |
|
4 |
+ |
+ |
|
+ |
|
|
|
10 |
|
5 |
|
|
+ |
+ |
|
|
+ |
2,5 |
|
6 |
+ |
|
+ |
|
+ |
|
|
4 |
|
7 |
|
+ |
+ |
|
|
+ |
|
1,8 |
|
8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
7,5 |
Для проведения анализа зависимость между скоростью электроэрозионной обработки высокопористого ячеистого материала на основе нихрома от исследуемых факторов представлена линейным уравнением регрессии.
После проведенного регрессионного анализа было получено эмпирическое уравнение, характеризующее взаимосвязь между скоростью электроэрозионной обработки высокопористого ячеистого материала на основе нихрома и выбранными факторами:
![]()
Где V (мм/мин) – скорость обработки.
Результаты исследования и их обсуждение
Для анализа полученной регрессионной модели построены графики зависимости скорости от факторов, рассмотренных в модели.
График зависимости скорости электроэрозионной обработки высокопористого ячеистого нихрома от времени включения импульса представлен на рис.1.
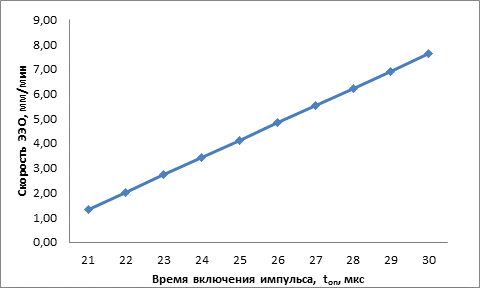
Рис.1. График зависимости скорости электроэрозионной обработки высокопористого ячеистого нихрома от времени включения импульса
Из анализа графика следует, что скорость электроэрозионной обработки высокопористого ячеистого нихрома прямо пропорциональна времени включения импульса.
Зависимость скорости электроэрозионной обработки высокопористого ячеистого нихрома от времени выключения импульса представлена на рис.2.
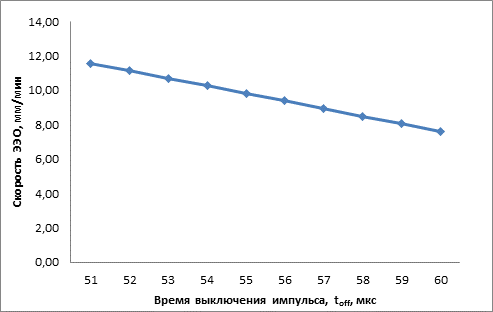
Рис. 2. График зависимости скорости электроэрозионной обработки высокопористого ячеистого нихрома от времени выключения импульса
На графике видно, что скорость электроэрозионной обработки высокопористого ячеистого нихрома незначительно снижается при увеличении времени выключения импульса.
Закономерности, представленные на рис.1 и рис. 2, связаны с физической сущностью процесса электроэрозионной обработки [1-5]. Съем металла происходит в результате теплового воздействия коротких электрических импульсов. После прекращения действия импульсного разряда напряжение на электродах падает. Межэлектродный промежуток подготавливается для нового прохождения очередного заряда. Пауза между импульсными разрядами необходима для восстановления электрической прочности рабочей среды.
Зависимость скорости электроэрозионной обработки высокопористого ячеистого нихрома от высоты заготовки представлена на рис. 3.
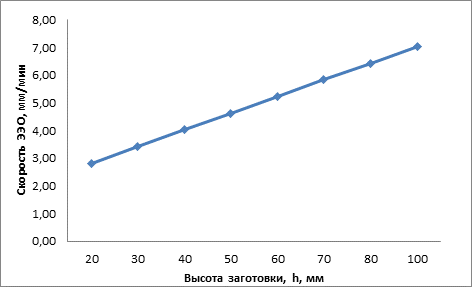
Рис. 3. График зависимости скорости электроэрозионной обработки высокопористого ячеистого нихрома от высоты заготовки
С увеличением высоты обрабатываемой заготовки из ВПЯМ увеличивается скорость электроэрозионной обработки, в то время как при обработке сплошных металлических заготовок наблюдается обратная зависимость, т.е. при увеличении высоты заготовки уменьшается скорость ЭЭО. Данное явление может быть связано с особенностями структуры высокопористого ячеистого нихрома. При обработке заготовки ВПЯМ минимальной высоты происходит неравномерное распределение рабочей жидкости, увеличение напора струи приводит к усиленным завихрениям рабочей жидкости, скорость электроэрозионной обработки снижается из-за неравномерного распределения рабочей жидкости по всем межэлектродным промежуткам. С увеличением высоты заготовки равномерность распределения рабочей жидкости стабилизируется, и скорость обработки ВПЯМ увеличивается.
Выводы
В ходе работы проведен регрессионный анализ и получена эмпирическая модель, которая позволяет оценить влияние режимов резания и высоты заготовки на скорость ЭЭО.
Для получения высокой производительности электроэрозионной обработки высокопористых ячеистых материалов необходимо найти оптимальное сочетание длительности электрических импульсов и размеров обрабатываемой заготовки. Пользуясь уравнением (2), можно оптимизировать процедуру подбора режимов резания для повышения производительности электроэрозионной обработки высокопористых ячеистых материалов.
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ Пермский национальный исследовательский политехнический университет, г. Пермь.
Иванов В.А., д.т.н., профессор, зав. кафедрой МСИ Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Вершинина Т.А., Абляз Т.Р., Шлыков Е.С. РЕГРЕССИОННЫЙ АНАЛИЗ ЗАВИСИМОСТИ СКОРОСТИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ВЫСОКОПОРИСТОГО ЯЧЕИСТОГО МАТЕРИАЛА НА ОСНОВЕ НИХРОМА ОТ РЕЖИМА РЕЗАНИЯ И ВЫСОТЫ ЗАГОТОВКИ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12608 (дата обращения: 29.06.2026).