



Введение
В настоящее время наблюдается тенденция к увеличению числа проектируемых и изготавливаемых сложнопрофильных деталей [4]. Для обработки сложнопрофильных деталей, выполненных из труднообрабатываемых материалов, широкое применение находят электроэрозионные станки.
В зависимости от используемого электрода-инструмента (ЭИ) электроэрозионные станки можно разделить на проволочно-вырезные (ЭИ – проволока) и копировально-прошивные (ЭИ – объемный профильный элемент) [1-4; 6; 7].
Технология проволочно-вырезной электроэрозионной обработки нашла широкое применение в современном машиностроении.
Типовые проволочно-вырезные станки (рис. 1) имеют два направляющих сопла – верхнее и нижнее. Нижняя направляющая находится в нижней части станка и является неподвижной. Верхняя направляющая находится в верхней головке подвижной каретки, которая может перемещаться по двум осям U и V, что дает возможность обрабатывать конусообразные детали. Через направляющие проходит проволока, которая при работе станка перематывается с заданной скоростью с катушки в ящик для сбора проволоки. К проволоке и заготовке от генератора импульсов подаются импульсы электрического тока, которые и обеспечивают процесс электроэрозионной обработки [1-4; 6; 7].
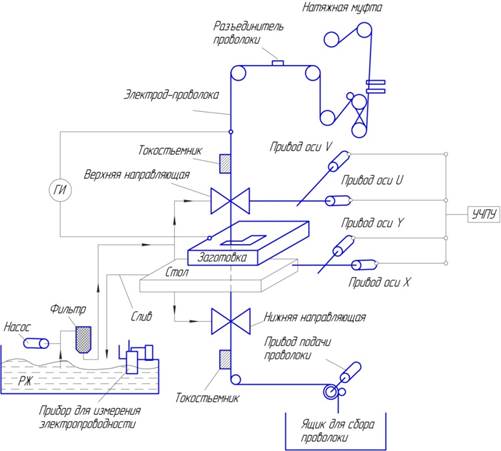
Рис. 1. Схема проволочно-вырезного электроэрозионного станка
В качестве электрода-инструмента на данных станках используется специальная проволока (рис. 2). Материалом электрода-инструмента, как правило, служит латунная или вольфрамовая проволока диаметром от 0,02 до 0,3 мм. Проволока постоянно протягивается (сматывается) относительно заготовки с определенной скоростью Vпров (м/мин) [1-4; 6; 7].
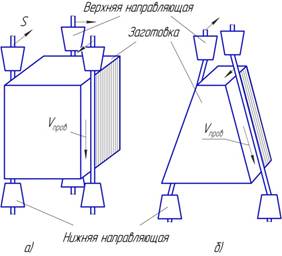
Рис. 2. Схема проволочно-вырезной ЭЭ обработки (S – направление подачи): а – прямой рез (цилиндрический); б – угловой рез (резка на конус)
Копировально-прошивочные станки предназначены для получения в заготовках отверстий, полостей и углублений разной формы. Помимо обработки полостей и получения отверстий различной формы, копировально-прошивочные станки используются для нанесения на заготовки различных надписей.
В копировально-прошивочных станках объемному профильному ЭИ придается поступательное движение со скоростью Vz по направлению к электроду-детали (рис. 3) [1-4; 6; 7].
а 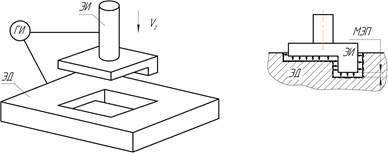 б
б
Рис. 3. Схема копировально-прошивной обработки
Несмотря на достоинства проволочно-вырезной и копировально-прошивной электроэрозионной обработки, технологические возможности данного метода ограниченны.
В работе рассматриваются технологические решения, позволяющие повысить технологические возможности электроэрозионного оборудования.
Материалы и методы исследования
В качестве устройства, повышающего технологические возможности копировально-прошивных станков, в работе рассматриваются поворотные и глобусные столы немецкой компании JauchShmider [5].
В качестве устройства, повышающего технологические возможности проволочно-вырезных станков, рассматривается проект манипулятора, разрабатывающийся в Пермском национальном исследовательском политехническом университете.
Результаты исследования и их обсуждение
Пример использования поворотного стола на копировально-прошивном станке представлен на рис. 4 [5].
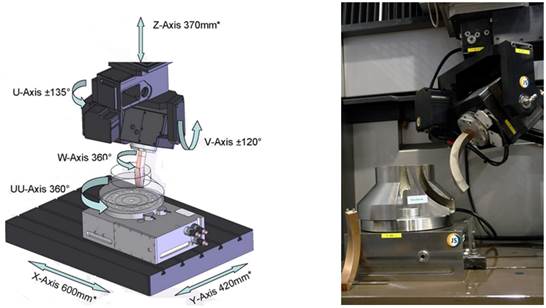
Рис. 4. Применение поворотного стола на копировально-прошивном станке:
а – схема стола; б – пример изготовления детали
Внедрение поворотного стола на копировально-прошивном станке фирмы Sodick позволяет прожечь спиралевидный канал в теле детали, выполненной из труднообрабатываемого материала. Применение поворотных столов повышает эффективность процесса копировально-прошивной обработки, путем обработки заготовки в нескольких плоскостях.
Применение устройства «манипулятор» позволяет изменить направление подачи электрода-проволоки, тем самым становится возможным обработка заготовок в горизонтальной плоскости.
Проект манипулятора представлен на рис. 5.
Рис. 5. Проект манипулятора
В основе конструкции манипулятора лежат направляющие фильеры и направляющие ролики для электрода-проволоки. Благодаря своей конструкции манипулятор может быть настроен для обработки различных типоразмеров обрабатываемых деталей.
Работа на проволочно-вырезном электроэрозионном станке с применением манипулятора может проводиться в условиях, когда стол с заготовкой находится в ванне с рабочей жидкостью или выполняется струйная прокачка зоны обработки.
Реализация проекта позволит расширить технологические возможности проволочно-вырезных электроэрозионных станков. Применение манипулятора позволит обрабатывать не только вертикальные, но и горизонтальные поверхности.
Выводы
Основным достоинством технологии электроэрозионной обработки является возможность обрабатывать токопроводящие материалы независимо от их механических свойств. Применение инновационных технологических решений позволяет расширить возможности электроэрозионного оборудования.
Использование поворотных и глобусных столов позволяет обрабатывать винтовые внутренние поверхности в заготовках без операции разрезки детали на составные части.
Рассмотренный проект манипулятора находится на стадии разработки в лаборатории «Высокоточных измерений и электроэрозионной обработки» Пермского национального исследовательского политехнического университета.
Применение манипулятора позволит обрабатывать не только вертикальные, но и горизонтальные поверхности.
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Иванов В.А., д.т.н., профессор, зав. кафедрой МСИ, Пермский национальный исследовательский политехнический университет, г. Пермь.
Библиографическая ссылка
Аракелян А.С., Шамсутдинов Р.М., Абляз Т.Р. ПОВЫШЕНИЕ ТЕХНОЛОГИЧЕСКИХ ВОЗМОЖНОСТЕЙ ЭЛЕКТРОЭРОЗИОННЫХ СТАНКОВ // Современные проблемы науки и образования. 2014. № 2. ;URL: https://science-education.ru/ru/article/view?id=12607 (дата обращения: 29.06.2026).