



Перед текстильной промышленностью поставлены серьёзные задачи, направленные на увеличение вклада в решение многообразных задач, связанных с подъёмом благосостояния России, последовательного осуществления стратегии развития отрасли до 2015 года.
Особое внимание в последнее время уделяется качеству тканей. В свою очередь качество готовой ткани определяется качеством сырья и полуфабрикатов. Например, обрывность на ткацких станках вызывает образование пороков ткани, тем самым, снижая ее сортность, а, следовательно, и качество. Обрывность нитей в ткачестве может служить одним из важнейших показателей уровня технологии и организации производства. Основной причиной обрывности на ткацких станках является недостаточное качество пряжи, поступающей из приготовительного отдела. Поэтому очень важно контролировать качественные показатели пряжи на всех переходах - от мотального до ткацкого, в данном случае в сновальном цехе.
Для того чтобы процесс снования пряжи удовлетворял предъявляемым к нему требованиям, необходимо научиться прогнозировать и управлять технологическим процессом снования. Наиболее эффективным будет механизировать и автоматизировать производство, применять передовые технологии в производстве с использованием АСУ и современных ЭВМ.
Для эффективного внедрения АСУ в текстильное производство необходимо подобрать такие математические методы описания технологических процессов, которые с наибольшим приближением их моделируют. В данной работе рассмотрена возможность использования методов приближения функций для разработки моделей, описываемых напряженно-деформируемое состояние основных нитей на сновальной машине.
Несмотря на большое число работ, предлагающих различные модели и подходы исследования технологического процесса снования, ранее никем из исследователей не рассматривалась возможность использования интерполяционных полиномов для математического моделировании технологического процесса снования.
В данной исследовательской работе для разработки эффективных методов моделирования технологического процесса снования поставлены следующие задачи:
- 1. Для получения экспериментальных диаграмм натяжения нити на сновальном оборудовании впервые использован экспресс - диагностический прибор «ТТП - 2008».
- 2. Оценка эффективности использования полиномов Лагранжа, Бесселя, Ньютона и Стирлинга при моделировании технологического процесса снования с помощью нахождения среднеквадратического отклонения.
- 3. Определение уровня повреждаемости нитей по ширине, высоте и глубине заправки при переработке их на сновальном оборудовании в условиях работы приготовительного отдела ткацкого производства ООО «ТК « КХБК» с использованием критерия длительной прочности Москвитина.
Анализ натяжения хлопчатобумажной пряжи по зонам сновальной машины был проведен в условиях приготовительного цеха ООО «ТК «КХБК» на сновальной машине СП-140. Для исследований использовалась хлопчатобумажная пряжа пневмомеханического способа прядения линейной плотностью 29 текс. Схема проведения эксперимента приведена на рисунке 1.
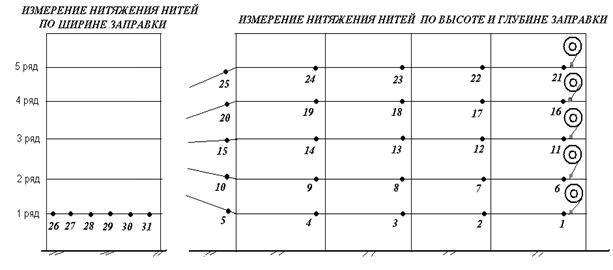
Рис. 1. Точки на рамке сновальной машине СП-140, в которых проводились измерения натяжения нитей основы линейной плотностью 29 текс
Запись натяжения нитей основы производилась при помощи экспресс - диагностической установки «ТТП - 2008». Принцип действия тензометрической установки основан на преобразовании механических воздействий в электрический ток с последующим его измерением. В результате - получение диаграмм изменения натяжения нитей основы за необходимый промежуток времени.
На рис. 2 изображена экспресс - диагностической установка «ТТП - 2008». Прибор представляет собой пластину 2 размером 40мм × 50мм, прикрепленную на пластмассовые уголки. На обеих полосках пластины наклеены проволочные тензодатчики, а выводы от них закреплены на клеммах, впаянных в пластмассовые уголки. Одна нить основы 3 с помощью балочки 1 находится в подвешенном состоянии и опирается на концы пластмассовых уголков. В процессе работы машины приспособление не перемещается вместе с нитями основы.
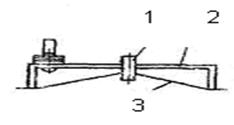
Рис. 2. Экспресс - диагностический прибор «ТТП - 2008» для измерения натяжения нитей
Основные технические характеристики прибора «ТТП - 2008»:
- - Максимальное натяжение нитей - 500 Н
- - Частота измерений - 400 Гц
- - Напряжение питания - 220в (50гц)
- - Потребляемая мощность не более - 1.5Вт
- - Напряжение питания постоянного тока Блока электронного - 6 В
- - Максимальное расстояние от компьютера до Блока электронного - 5 м
- - Индикатор светодиодный 7-сегмент-ный 5 разрядный.
Условия эксплуатации прибора «ТТП - 2008»: температурный диапазон -+10...+35оС, относительная влажность воздуха до 90% (без конденсации), прибор не защищен от пыли, режим работы - продолжительный.
Анализ работ по исследованию возможности использования методов приближения функций с помощью интерполяционных полиномов Бесселя, Лагранжа, Ньютона и Стирлинга показал, что получение математических моделей с помощью использования методов приближения функций очень трудоемкий процесс из-за очень большого количества вычислений, поэтому для их реализации использованы программы на ЭВМ в программной среде MathCad.
Анализ эффективности использования интерполяционных полиномов при математическом моделировании технологического процесса снования сводился к расчёту среднего квадратического отклонения между экспериментальными данными и теоретическими. В результате исследования натяжения нити в точке 1 с помощью экспресс - диагностической установки были получены следующие значения среднего квадратического отклонения, полученные с использованием различных методов приближения функций:
- - среднее квадратическое отклонение между экспериментальными значениями натяжения нитей и теоретическими, полученных по методу Бесселя = 2,35;
- - среднее квадратическое отклонение между экспериментальными значениями натяжения нитей и теоретическими, полученных по методу Ньютона = 1,21;
- - среднее квадратическое отклонение между экспериментальными значениями натяжения нитей и теоретическими, полученных по методу Лагранжа = 1,29;
- - среднее квадратическое отклонение между экспериментальными значениями натяжения нитей и теоретическими, полученных по методу Стирлинга = 2,86.
Таким образом, наиболее эффективным методом для математического моделирования технологического процесса является метод моделирования технологического процесса снования с помощью интерполяционного полинома Ньютона, так как значение среднего квадратического отклонения при нем самое минимальное.
Для оценки технологичности проведения технологического процесса снования был проведён анализ напряжённо-деформированного состояния нитей. Прогнозирование напряжённо-деформирован-ного состояния нитей целесообразно проводить, используя теорию критерия длительной прочности. На сновальной машине нити основы длительное время находятся под нагрузкой, которая изменяется по своим определённым законам и во времени.
В настоящее время существует несколько методов определения критерия длительной прочности. Все они учитывают тот факт, что задолго до окончания разрушения тела в нём начинают накапливаться микроповреждения.
Наиболее точно значение коэффициента повреждаемости при использовании критерия длительной прочности Москвитина даёт расчёт по реальному закону нагружения нитей для процесса снования. Для этого ранее с помощью экспресс-диагностической установки была получена диаграмма натяжения нитей. Все вычисления были произведены на ЭВМ с помощью программы moskv. bas, выполненной на языке Q-basic.
В результате расчёта были получены следующие коэффициенты повреждаемости нитей основы линейной плотности 29 текс сновальной машины СП-140, представленные в таблицах 1, 2, 3.
Таблица 1. Значения повреждаемости нитей линейной плотностью 29 текс на сновальной машине по глубине заправки
|
Номер опыта |
Повреждаемость нитей |
Номер опыта |
Повреждаемость нитей |
|
1 |
0,538 |
14 |
0,531 |
|
2 |
0,535 |
15 |
0,538 |
|
3 |
0,532 |
16 |
0,539 |
|
4 |
0,53 |
17 |
0,539 |
|
5 |
0,547 |
18 |
0,527 |
|
6 |
0,538 |
19 |
0,53 |
|
7 |
0,533 |
20 |
0,531 |
|
8 |
0,528 |
21 |
0,534 |
|
9 |
0,531 |
22 |
0,526 |
|
10 |
0,529 |
23 |
0,525 |
|
11 |
0,536 |
24 |
0,532 |
|
12 |
0,53 |
25 |
0,532 |
|
13 |
0,525 |
|
|
После определения повреждаемости нитей с использованием критерия длительной прочности Москвитина было установлено, что наибольшую повреждаемость имеют нити в зоне «натяжное устройство - направляющий рядок» и составляет 0,547, наименьшую повреждаемость испытывают нити после второго направляющего рядка со значением 0,525, разница между значениями равна 0,022.
Таблица 2. Значения повреждаемости нитей линейной плотностью 29 текс на сновальной машине по высоте заправки
|
|
Номер опыта |
||||
|
4 |
9 |
14 |
19 |
24 |
|
|
Повреждаемость нитей |
0,53 |
0,531 |
0,531 |
0,53 |
0,532 |
Таблица 3. Значения повреждаемости нитей линейной плотностью 29 текс на сновальной машине по ширине заправки
|
|
Номер опыта |
|||||
|
26 |
27 |
28 |
29 |
30 |
31 |
|
|
Повреждаемость нитей |
0,532 |
0,531 |
0,532 |
0,53 |
0,532 |
0,532 |
Из полученных значений повреждаемости нитей, как по высоте, так и по ширине заправки рамки сновальной машины, видно, что повреждаемость нитей примерно одинаковая и колеблется в диапазоне от 0,53 до 0,532.
Таким образом, пряжа перерабатывается на ООО «ТК «КХБК» в зоне повышенного риска с повышенной обрывностью. В этой зоне повреждаемости обрывность увеличивается в 2 раза. Поэтому следует пересмотреть технологический процесс снования и установить такой режим, где повреждаемость нитей будет минимальной.
В ходе работы были сделаны следующие выводы:
- 1. С помощью экспресс - диагностической установки «ТТП-2008» получены диаграммы натяжения нитей основы в различных зонах сновальной машины;
- 2. Была исследована эффективность использования методов приближения функций Бесселя, Ньютона, Стирлинга и Лагранжа;
- 3. Было установлено, что наибольшей эффективностью при описании технологического процесса снования обладает метод Ньютона, т. к. значение среднеквадратического отклонения между экспериментальными значениями натяжения нитей и теоретическими самое минимальное и равно 1,21;
- 4. Определен уровень повреждаемости нитей при переработке их на сновальном оборудовании в условиях работы приготовительного отдела ткацкого производства ООО «ТК «КХБ» с использованием критерия длительной прочности Москвитина, который менялся в диапазоне от 0,525 до 0,547. Следовательно, пряжа находится в напряженном состоянии и ее обрывность увеличивается в 2 раза. Поэтому следует пересмотреть технологический процесс снования и установить такой режим, где повреждаемость нитей будет минимальной.
- 5. Проведен сравнительный анализ полученных значений повреждаемости нитей, в результате которого было установлено:
- по глубине заправки наибольшую повреждаемость имеют нити в зоне «натяжное устройство - направляющий рядок»;
- по ширине и по высоте заправки повреждаемость нитей примерно одинаковая.
Библиографическая ссылка
Назарова М.В, Березняк М.Г ИССЛЕДОВАНИЕ УРОВНЯ ПОВРЕЖДАЕМОСТИ НИТЕЙ ОСНОВЫ ПО ШИРИНЕ И ГЛУБИНЕ ЗАПРАВКИ СНОВАЛЬНОЙ МАШИНЫ В УСЛОВИЯХ ООО «ТК «КХБК» // Современные проблемы науки и образования. 2009. № 5. ;URL: https://science-education.ru/ru/article/view?id=1241 (дата обращения: 03.08.2026).