



Введение
В современной технике широко используются изделия, изготовленные из сплавов на основе алюминия. Для достижения заданных механических свойств алюминиевые сплавы обычно подвергают той или иной термической обработке. Неразрушающая диагностика качества проведенной термообработки является одним из важных элементов технологического процесса получения материалов с заданной структурой и свойствами. При проведении диагностики алюминиевых сплавов распространены различные варианты вихретокового метода, позволяющего также обеспечить контроль различных дефектов, формирующихся в материале при внешнем воздействии [1,5,8]. Точность получаемых результатов в значительной степени зависит от влияния мешающих факторов. В случае использования накладных вихретоковых датчиков к таким факторам относится прежде всего зазор между поверхностью материала и датчиком, неизбежно присутствующий в случае изделий с искривленной поверхностью [3]. В настоящей работе рассматривается возможность снижения негативного влияния этого фактора при диагностике алюминиевых сплавов с различной термической обработкой.
Методика проведения исследований
При исследовании применялся индукционный токовихревой метод с гармоническим намагничиванием. Измерения проводились с помощью параметрического датчика проходного типа на основе схемы, изображенной на рис. 1 (здесь L – индуктивность датчика, r – его активное сопротивление, R – сопротивление нагрузки, применялось R = 50 Ом).
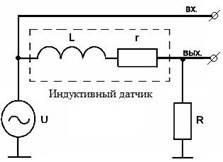
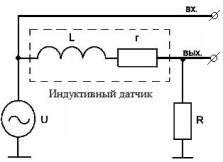
Рис. 1. Схема измерений
Результаты и обсуждение
Расчет измерявшихся величин – индуктивности и активного сопротивления – проводился с помощью метода комплексных амплитуд [6,7]. Выражения для комплексных амплитуд тока и напряжения для измерительной схемы имели следующий вид:
![]() , (1)
, (1)
![]() (2)
(2)
где ![]() – напряжение на входе цепи,
– напряжение на входе цепи, ![]() – напряжение на выходе цепи. Комплексный коэффициент передачи равен
– напряжение на выходе цепи. Комплексный коэффициент передачи равен
![]() . (3)
. (3)
Для комплексных значений действующих токов и напряжений можно записать
![]() , (4)
, (4)
где а1 – фаза электрического сигнала на входе цепи, a2 – фаза сигнала на выходе цепи. Из этих выражений следуют выражения для нахождения индуктивности и активного сопротивления:
![]() , (5)
, (5)
![]() . (6)
. (6)
При проведении испытаний использовались две группы образцов – отожженного дюралюминия Д16 и дюралюминия, прошедшего термообработку в виде закалки. Образцы имели вид цилиндров с диаметром 19,7 мм и высотой 89,9 мм. Измерения проводились по плоской (торцевой) части цилиндра в трех вариантах: без зазора между датчиком и образцом; с зазором, равным 0,09 мм; с зазором, равным 0,18 мм. Для каждого образца проводилось по несколько измерений внесенных активных и реактивных сопротивлений датчика при частотах 120 Гц и 1 кГц.
Полученная база экспериментальных данных использовалась для построения годографов, приведенных на рис. 2 (квадратные точки – исходные отожженные образцы, треугольные точки – образцы, подвергнутые закалке). На рис. 2а представлены результаты расчетов для серии исходных образцов при отсутствии зазора между поверхностью материала и датчиком. На рис. 2b приведены усредненные данные для двух групп образцов – исходных и прошедших термообработку – также при отсутствии зазора. Видно, что соответствующие точки сдвинуты друг относительно друга, но остаются на одной и той же кривой. Отметим, что данные рис. 2b позволяют, вообще говоря, различить образцы, прошедшие и не прошедшие термообработку. На рис. 2с и рис 2d изображены результаты расчетов для измерений с зазорами 0,09 мм (рис. 2с) и 0,18 мм (рис 2d). Приведенные годографы показывают, что точки, изображающие две разные группы образцов, расходятся по двум различным кривым, причем это расхождение тем больше, чем шире зазор. Достаточно сильная зависимость от величины зазора существенно затрудняет разделение образцов по группам и проведение диагностики материала.
Для повышения точности и надежности диагностики был использован подход, основанный на привлечении к обработке и анализу результатов вихретоковых измерений проекционных методов анализа многомерных данных [2,4]. Этот подход обеспечивает эффективное выявление скрытых закономерностей в больших массивах экспериментальных данных.
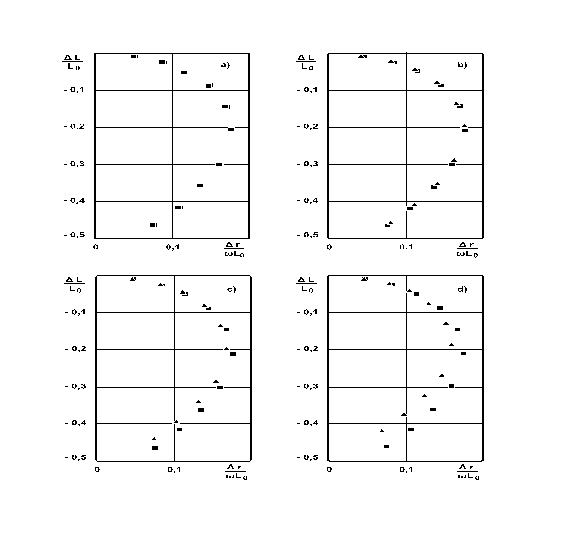
Рис. 2. Экспериментальные годографы: а – измерения без зазора, образцы без термообработки; б – измерения без зазора, исходные и закаленные образцы, с – зазор между датчиком и образцом 0,09 мм; д – зазор между датчиком и образцом 0,18 мм. Квадратные точки – исходные образцы, треугольные точки – закаленные образцы
В методе главных компонент [9] исходные экспериментальные данные, как правило, искаженные случайными факторами, заменяются их геометрической проекцией на подпространство, которое ориентируется таким образом, чтобы выявить анализируемое свойство. В исследуемом в настоящей работе случае вихретоковой диагностики алюминиевых сплавов в качестве такого свойства выступает наличие или отсутствие термообработки, роль случайных мешающих факторов выполняют зазоры различных размеров. Получаемые результаты представляются в виде наглядных графиков счетов, на которых каждая точка соответствует конкретному объекту, а близость двух точек друг к другу означает схожесть свойств этих объектов. В нашем случае отдельная точка графика счетов изображает совокупность измеряемых информативных параметров вихретоковой диагностики для отдельного образца.
На рис. 3 приведен график счетов, полученный обработкой результатов вихретоковых измерений всех подвергавшихся испытаниям образцов дюралюминия (залитые точки – исходные образцы, незалитые точки – образцы, подвергнутые закалке; кружками, квадратиками и треугольниками обозначены точки, относящиеся соответственно к образцам без зазора, с зазором 0,09 мм и 0,18 мм). Как видно из рис. 3, отдельные точки объединяются в обособленные группы, описывающие образцы с одинаковой термообработкой и одними и теми же условиями измерений. Важной особенностью графика счетов является не только выделение в отдельные группы точек, полученных с разными зазорами, но и отчетливое разделение точек для образцов с разной термической обработкой. Именно все точки, описывавшие закаленные образцы, представлены отстоящими группами, расположенными в верхней половине графика.
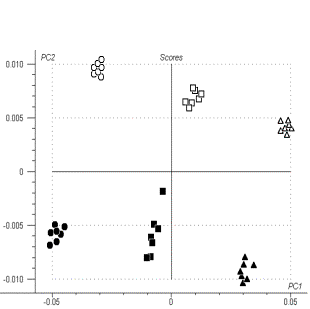
Рис. 3. График счетов. Залитые точки – исходные образцы, незалитые точки – образцы после термообработки. Измерения: ○ – без зазора; □ – зазор 0,09 мм; ∆ – зазор 0,18 мм
Заключение
В данной работе с помощью проекционного метода анализа многомерных данных выявлен характер зависимости величины отклика поля вихревых токов как от структурного состояния алюминиевого сплава, так и от величины зазора между источником поля и исследуемым материалом. Предложенный метод анализа результатов вихретоковых измерений позволяет учесть влияние случайных факторов, искажающих результат измерений, например, при диагностике изделий из алюминиевых сплавов с искривленной поверхностью.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Рецензенты:
Колубаев А.В., д.ф.-м.н., профессор, заведующий лабораторией физики упрочнения поверхности, Институт физики прочности и материаловедения СО РАН, г. Томск.
Тарасов С.Ю., д.т.н., ведущий научный сотрудник, Институт физики прочности и материаловедения СО РАН, г. Томск.
Библиографическая ссылка
Игнатов А.В., Лаптев А.Ю., Салита Д.С. ПРОБЛЕМЫ ДИАГНОСТИКИ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ СПЛАВОВ АЛЮМИНИЯ МЕТОДОМ ВИХРЕВЫХ ТОКОВ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/ru/article/view?id=11349 (дата обращения: 17.07.2026).