



Введение
Производство солей сегодня осуществляют на технологических системах, введенных в эксплуатацию в 1975-1985 годах, требующих принципиального обновления [7].
В основу данных систем третьего поколения были положены технические решения по достижению полного использования сырьевых компонентов, максимальной механизации и автоматизации производства. В них использовались энергонасыщенные процессы, включая выпарку разбавленных растворов и сушку солей топочными газами. Из-за низких цен на энергетическое сырье на тот период применение данных процессов не приводило к значительному повышению себестоимости выпускаемых солей. Недостатком данных технологий являлось также образование больших объемов сточных вод и отходящих газов, не удовлетворяющих сегодняшним возросшим экологическим требованиям.
Решению задачи развития технологии солей посвящен ряд опубликованных в последние годы [1-6] работ. В них даны эффективные для практического использования технические решения.
Цель работы
На основе анализа себестоимости солей определить экономически обоснованные направления совершенствования технологий солей. Предложить и отработать технические решения, обеспечивающие повышение эффективности новых технологий солей.
Экспериментальная часть
Выполнен анализ себестоимости солей, выпускаемых в наибольших объемах (сульфаты, фосфаты, хлориды, сульфаты натрия, аммония и калия). Определена доля всех видов затрат в структуре себестоимости солей и дана оценка возможных перспектив снижения себестоимости при уменьшении отдельных видов затрат.
С использованием диаграммы состава системы проведен балансовый анализ процессов производства и выявлены технические приемы, применение которых создает возможность снижения доли наиболее затратных статей в себестоимости солей.
Результаты и их обсуждение
Технико-экономический анализ 16 солей показал, что статья «Расходы на сырье и вспомогательные материалы» в структуре их себестоимости составляет 50-60%. Причем в используемых технологиях достигается практически полное использование сырья и расходные коэффициенты близки к технически достижимым стехиометрическим минимумам. Поэтому снижение данной статьи расходов может быть достигнуто только за счет использования в производстве солей ныне неиспользуемых отходов или отходящих газов других производств, содержащих в своем составе компоненты, необходимые для получения данной соли. Однако в этом случае может возникнуть проблема обеспечения необходимого качества соли из-за присутствия в отходах примесей веществ, наличие которых в солях ограничено стандартами. В этом случае необходимо решить задачу выделения примесных веществ из технологических растворов. Так, для производства фосфатов практический интерес представляет использование отработанных растворов фосфорной кислоты после ее применения в качестве водоотнимающего агента или среды нитрования при производстве нитроароматических веществ. Возможно также использование отходов шламовой фосфорной кислоты от обезвреживания фосфорсодержащих шламов. Потенциально привлекательными для развития производства солей являются отходящие газы получения хлорорганических веществ, содержащие хлористый водород. Они являются потенциальным резервом для развития производства хлористых солей и антигололедных реагентов на их основе. Для получения сульфидов и сульфитов представляют интерес отходящие газы, содержащие гидрид серы или оксид серы (IV), образующиеся в производствах многих веществ.
Важнейшим резервом снижения себестоимости солей является сокращение энергетических затрат при их производстве. Решению данной задачи способствует переход от процессов изотермической кристаллизации соли из растворов, применяемых в существующих энергозатратных технологиях получения солей из упаренных растворов или сушкой нейтрализованных растворов топочными газами в сушилках со взвешенным слоем продукта.
В общем случае процесс получения соли общей формулы NaX нейтрализацией кислоты НХ карбонатом натрия может быть представлен в треугольнике состава ![]() (рис. 1). Нейтрализация кислоты проходит по реакции
(рис. 1). Нейтрализация кислоты проходит по реакции
![]()
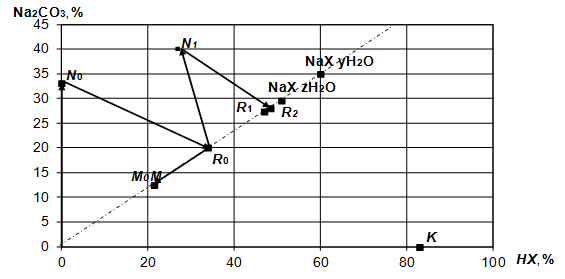
Рис. 1. Технологические процессы получения NaX нейтрализацией кислоты НХ содой на диаграмме состава системы ![]()
Если в данной системе возможно осаждение двух кристаллогидратов различной водности ![]() и
и ![]() то экономически целесообразно получение в качестве товарного продукта кристаллогидрата с меньшим содержанием кристаллизационной влаги (
то экономически целесообразно получение в качестве товарного продукта кристаллогидрата с меньшим содержанием кристаллизационной влаги (![]() ).
).
Как видно из рис. 1, процесс получения соли ![]() из соды и кислоты, содержащей, например, 83% НХ, включает стадии приготовления водной содовой суспензии (линия
из соды и кислоты, содержащей, например, 83% НХ, включает стадии приготовления водной содовой суспензии (линия ![]() ), нейтрализации кислоты, полученной содовой суспензией (линия
), нейтрализации кислоты, полученной содовой суспензией (линия ![]() , и политермической кристаллизации соли
, и политермической кристаллизации соли ![]() (линия
(линия ![]() . После отделения кристаллов маточный раствор необходимо упарить до концентрации исходного нейтрализованного раствора. При этом необходимо выпарить 0,36 т воды на 1 т получаемой соли.
. После отделения кристаллов маточный раствор необходимо упарить до концентрации исходного нейтрализованного раствора. При этом необходимо выпарить 0,36 т воды на 1 т получаемой соли.
Для выделения продукта в виде соли ![]() нейтрализованный раствор необходимо предварительно упарить до достижения доли соли в растворе 69%, т.е. выпарить еще 0,3 т воды.
нейтрализованный раствор необходимо предварительно упарить до достижения доли соли в растворе 69%, т.е. выпарить еще 0,3 т воды.
Если маточный раствор, насыщенный солью ![]() (точка
(точка ![]() ), использовать для приготовления содовой суспензии, то можно получить содовую суспензию с меньшим содержанием воды (точка
), использовать для приготовления содовой суспензии, то можно получить содовую суспензию с меньшим содержанием воды (точка ![]() ). После нейтрализации кислоты такой суспензией получается раствор (точка
). После нейтрализации кислоты такой суспензией получается раствор (точка ![]() ), насыщенный солью
), насыщенный солью ![]() .
.
Таким образом, рецикл маточного раствора на содорастворение и на стадию нейтрализации кислоты может являться эффективным приемом достижения энергосбережения в производстве более концентрированной соли. Как показал графический анализ процесса получения, данный прием является общим для большинства солей и успешно может быть использован для совершенствования их технологии при реконструкции устаревших систем или проектирования новых технологий солей.
Принципиальная схема получения соли ![]() представлена на рис. 2.
представлена на рис. 2.
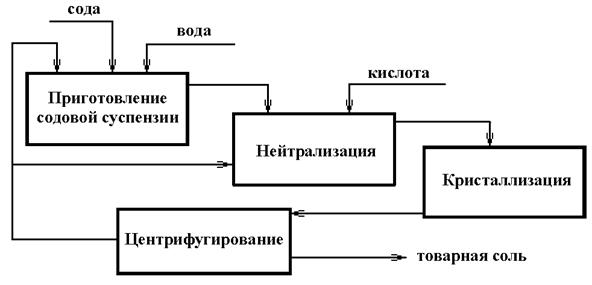
Рис. 2. Принципиальная схема получения соли ![]() нейтрализацией кислоты содой
нейтрализацией кислоты содой
Применение рецикла маточного раствора на содорастворение и нейтрализацию кислоты позволяет уменьшить подачу воды, сохранив хорошую текучесть суспензии соды и суспензии соли. За счет этого из схемы исключаются стадии упарки раствора и конденсации паров маточника, уменьшаются энергетические и капитальные затраты на получение соли.
Заключение
Организация выделения менее водного кристаллогидрата политермической кристаллизацией соли позволяет получать более концентрированный продукт и снизить затраты на фасовку, хранение и транспортирование продукта. Организация рецикла маточного раствора на содорастворение и нейтрализацию кислоты снизит энергозатраты в 2-3 раза и повысит производительность технологии в 1,6 раза.
Рецензенты:
Луконин В.П., д.т.н., профессор, генеральный директор ФГУП «НИИ полимеров им. академика В.А. Каргина», г. Дзержинск.
Сажин С.Г., д.т.н., профессор, генеральный директор НТЦ «АТЦ», г. Дзержинск.
Библиографическая ссылка
Никандров М.И., Никандров И.С. РАЗРАБОТКА ПРИЕМОВ СОВЕРШЕНСТВОВАНИЯ ПРОИЗВОДСТВА СОЛЕЙ // Современные проблемы науки и образования. 2013. № 6. ;URL: https://science-education.ru/ru/article/view?id=11239 (дата обращения: 17.07.2026).