



Введение
Анализ результатов исследований показывает, что изучение процессов виброабразивной обработки и виброударного упрочнения проточных каналов рабочих колес компрессоров (РКК) является актуальной проблемой, так как параметры качества поверхностного слоя активно влияют на запас прочности и надежность изделий. Остается нерешенной задача достоверного прогнозирования и практического обеспечения требуемой равномерности формирования технологических параметров качества поверхностного слоя в проточных каналах РКК.
Теоретический анализ
Производственный технологический процесс виброударного упрочнения характеризуется входными, регулируемыми и нерегулируемыми рабочими параметрами, выходными параметрами [1]. Под входными параметрами понимаются параметры материалов и исходного состояния поверхностей перед упрочнением, исходные свойства инструментальной среды, условия эксплуатационных нагрузок и др. Под рабочими регулируемыми параметрами понимаются амплитуда скорости, частота и форма траектории колебаний, показатели оборудования и др. Под рабочими нерегулируемыми параметрами понимаются параметры, имеющие случайную природу: износ и изменение режима промывки инструментальной среды, отклонения при настройке режимов работы оборудования и др. Нерегулируемые параметры вызывают значительные изменения в показателях погрешности. Под выходными параметрами понимаются технологические параметры качества поверхностного упрочненного слоя и изделия, влияющие на его эксплуатационные показатели.
Под термином «равномерность» понимается распределение погрешностей по всем участкам обрабатываемой детали. При виброударной обработке неравномерность значений технологических параметров на различных участках детали обусловлена неравномерностью энергии периодическихсоударенийчастиц инструментальной среды с деталью. При этом возникают погрешности обработки, которые имеют определенное распределение. Абсолютная погрешность равна разности действительных и номинальных значений в пределах одной поверхности детали и выражается в единицах контролируемого параметра [1]. Относительная погрешность характеризуется отношением абсолютной погрешности к номинальному значению параметра (или среднему расчетному значению при отсутствии номинального), выражается безразмерной величиной [1].
Абсолютные и относительные погрешности шероховатости Rz вначале определяются для каждого из n участков детали
![]() ;
; ![]() . (1; 2)
. (1; 2)
Затем определяются средняя абсолютная и относительная погрешности шероховатости
![]()
![]() (3; 4)
(3; 4)
Помимо оценки равномерности по формулам 1-4 делается оценка с помощью статистического показателя – коэффициента вариации случайной величины. Он равен отношению среднего квадратического отклонения этой случайной величины к ее среднему значению х
![]() (5)
(5)
Чем ниже коэффициент вариации в выборке, тем выше равномерность значений в этой выборке, т.е. значения в выборке группируются возле определенного среднего.
На рисунке 1а представлена трехмерная модель рабочего колеса компрессора и схема нумерации его проточных каналов. Для анализа равномерности были выбраны рабочие поверхности основного диска каждого из 14проточных каналов. Каждая такая поверхность представлена конечным множеством сплайнов. Пример нумерации сплайнов в 6-м проточном канале приведен на рис. 1б.
а)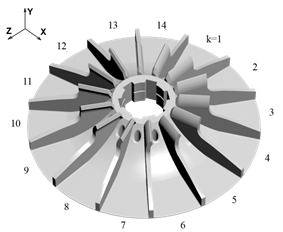 б)
б) 
Рис. 1. Проточные каналы рабочего колеса компрессора: а) – нумерация проточных каналов; б) – нумерация сплайнов трехмерной модели проточных каналов. j – индекс сплайна, принимает значения от 1 до n6 – количества сплайнов, составляющих поверхность основания проточного канала №6.
Тангенциальная составляющая скорости соударения частицы инструментальной среды о сплайн поверхности
![]() , (6)
, (6)
где ![]() – нормаль к плоскости сплайна в точке соударения с гранулой,
– нормаль к плоскости сплайна в точке соударения с гранулой, ![]() – относительная ско-
– относительная ско-
рость соударения частицы о сплайн,![]() .
.
При виброабразивной обработке с закреплением шероховатость Rzi-го сплайна определяется [3]
 (7)
(7)
Здесь ![]() – исходное значение;
– исходное значение; ![]() – коэффициент влияния зернистости на Rz ;
– коэффициент влияния зернистости на Rz ;![]() – диаметр частиц;
– диаметр частиц; ![]() – коэффициент относительной шероховатости инструмента;
– коэффициент относительной шероховатости инструмента; ![]() – масса частицы;
– масса частицы; ![]() – предел прочности материала детали.
– предел прочности материала детали.
Таким образом, для обеспечения равномерности процесса формирования поверхностного слоя при виброударном упрочнении необходимо и достаточно обеспечить равномерность энергии периодических соударений инструментальной среды с обрабатываемой деталью.Распределение технологических параметров качества рассматривается как непрерывное, несмотря на дискретный характер сплайнов.
Условно различают равномерное, квазиравномерное и неравномерное распределение технологических параметров качества. Равномерным будем считать распределение технологического параметра (ТП), если относительная погрешность этого технологического параметра, рассчитанная по формуле 4, не превосходит 10%. При квазиравномерном распределении относительная погрешность больше 10%, но меньше 30%. Если погрешность превосходит 30%, то распределение будем считать неравномерным.
Методика моделирования
Модель детали и контейнера представлены конечным множеством элементарных треугольных площадок – сплайнов (рис. 1), а инструментальная среда –конечным множеством сферических частиц, имеющих размер, массу и наделенных физическими свойствами, такими как коэффициент Пуассона и модуль Юнга.Под воздействием периодических вынужденных колебаний контейнера инструментальная среда совершает вибрационные перемещения, и при этом ее частицы соударяются со сплайнами поверхности обрабатываемой детали, изменяя их (сплайнов) технологические свойства. В основу алгоритма моделирования динамики инструментальной среды положен метод дискретных элементов (ДЭ). Подробно методика моделирования динамики инструментальной среды приведена в [2].Моделируемая система состоит из большого числа элементов (50 000–500 000), поэтому для оптимизации времени моделирования используется алгоритм с распараллеливанием вычислений. Сами вычисления выполняются на гетерогенной системе с применением сопроцессоров на базе видеокарт с поддержкой технологии NVidiaCUDA. Обоснование выбранной программно-аппаратной платформы приведено в [2; 4; 5].
Результаты исследований
Исследовался процесс виброобработки, когда обрабатываемая деталь, наряду с колебательным движением, совершает вращательное движение вокруг своей оси симметрии. Гипотеза в данном случае заключается в том, что вращение деталей в процессе виброобработки, обладающих осевой симметрией, должно приводить к увеличению равномерности этой обработки. Причина предположения состоит в том, что при вращении все обрабатываемые конструктивные элементы будут находится приблизительно в одинаковых условиях. Частота вращения в численном эксперименте составляет 0,5 Гц, продолжительность процесса 2 с, за которые деталь поворачивается на 360o вокруг оси (0,1,0), проходящей через начало координат (т.е. совпадающей с осью 0y) против часовой стрелки. При такой частоте вращения линейная скорость на кромке колеса составляет величину порядка 25 см/с, что не должно оказывать решающего воздействия на процесс формирования поверхностного слоя, так как эта скорость на порядок ниже скорости виброперемещений частиц инструментальной среды.
В результате проведения численных экспериментов были получены эпюры распределения шероховатости по поверхности рабочего колеса компрессора (рис. 2), а также эпюры в сечениях (рис. 3).
а)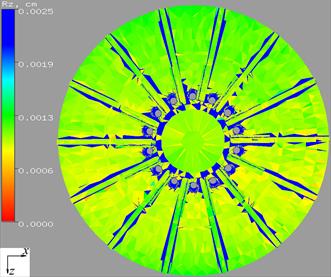 б)
б) 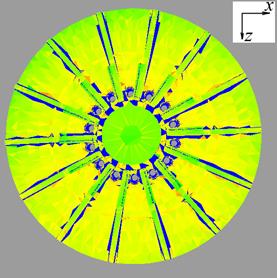
Рис. 2. Эпюра распределения шероховатости Rz рабочего колеса компрессора без вращения (а) и с вращением (б).
Среднее значение шероховатости Rz при обработке с вращением составляет 8.57 мкм, что в среднем на 1–1.5 мкм меньше, чем при отсутствии вращения.Среднее арифметическое значение шероховатостиRzпри обработке в отсутствие вращения равно 9.97 мкм в центральной части рабочего колеса компрессора и 10.41 мкм – в периферийной (не далее 10 мм от внешней кромки колеса).Анализ результатов показывает:
1) при обработке без вращения можно выделить плоскость симметрии. Она проходит через проточные каналы 4,5 и 10,11. Абсолютные значения Rz в этой плоскости и в окрестности ее ниже на 2 мкм, чем в стороне от этой плоскости;
2)в центральной части шероховатость Rz ниже в среднем на 0.5 мкм, чем в периферийной части, при этом равномерность обработки здесь выше на 1.48%, чем в периферийной части проточного канала;
3)радиусные поверхности переходов от лопатки к основному диску и разгрузочные отверстия имеют слабую обработку: величина шероховатости здесь равняется исходной Rz = 25 мкм;
4) коэффициент вариации дляRz привиброобработке без вращения равен 20%, при наличии вращения 15%, т.е. равномерность обработки повышается.
В целом можно говорить о равномерном распределении шероховатости Rz рабочего колеса компрессора как при обработке с вращением, так и без вращения.Эпюра в плоскости, совпадающей с плоскостью колебаний, т.е. для проточного канала ПК5, более равномерная, чем для ПК1. Абсолютные значения шероховатости для проточного канала ПК5 меньше на 1-1.5 мкм по сравнению с каналом ПК1(рис. 3).
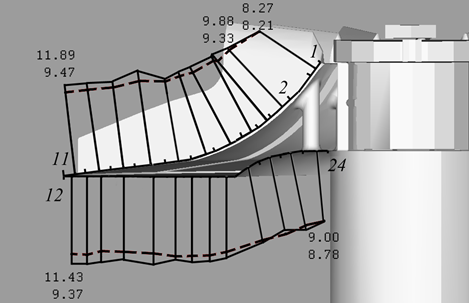
Рис. 3. Двухмерная эпюра распределения Rz для проточных каналов ПК1 (сплошная линия) и ПК5 (штриховая линия)
Распределение шероховатости Rz при анализе виброударного упрочнения проточных каналов (выборка по 14 каналам по 3 точки для двух зон измерений, всего 84 сплайна) рабочего колеса компрессора характеризуется коэффициентом вариации 8,35%,т.е. обработка проточных каналов выполнена более равномерно, чем вся деталь в целом.
В ходе проведения натурного эксперимента, целью которого является проверка адекватности методики моделирования, было установлено, что погрешность численного эксперимента не превышает 50%.
Рецензенты:
Копылов Ю.Р., д.т.н., профессор Воронежского государственноготехнического университета, г.Воронеж.
Колодежнов В.Н., д.т.н., профессор Воронежскогогосударственного университета инженерных технологий, г.Воронеж.
Библиографическая ссылка
Копылов С.Ю. ТРЕХМЕРНОЕ ФОРМИРОВАНИЕ ШЕРОХОВАТОСТИ ПРИ ВИБРОУДАРНОМ УПРОЧНЕНИИ ПРОТОЧНЫХ КАНАЛОВ РАБОЧЕГО КОЛЕСА КОМПРЕССОРА // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/ru/article/view?id=10276 (дата обращения: 07.07.2026).