



Железнодорожный транспорт занимает ведущее место в транспортной системе Российской Федерации. Его значение обусловлено двумя факторами: технико-экономическими преимуществами над большинством других видов транспорта и пропускной способностью железнодорожных магистралей [1].
Большую роль в обеспечении комфорта и безопасности железнодорожных перевозок играет механизм рессорного подвешивания железнодорожных вагонов. Одной из наиболее ответственных частей системы рессорного подвешивания являются упругие элементы – пружины. Таким образом, изготовление качественных и надежных пружин является одной из актуальных задач в сфере железнодорожного хозяйства.
В работе [2] были рассмотрены технологии изготовления пружин для тележек железнодорожного транспорта, выявлены недостатки существующих технологий, и предложен принципиально новый способ формообразования профильной части заготовок пружин железнодорожного транспорта, характеризующийся высокой производительностью. Отличительной особенностью способа является применения планетарного механизма с целью придания вершинам режущих кромок металлорежущего инструмента траекторию сложной кривой – трохоиды [3]. На рис.1 представлено устройство для формообразования профильной части пружины. Устройство содержит неподвижное зубчатое колесо 1. С одной стороны которого расположена планшайба 2, а с другой стороны находится крышка 3. Планшайба 2, крышка 3 и неподвижное зубчатое колесо 1 образуют камеру, в которой расположены планетарные зубчатые колеса 4 закрепленные на валах 5. На свободных концах валов 5 расположены соответственно резцовые блоки 6, закрепленные посредством крепежных болтов 7 и шайб 8,9 таким образом, что между шайбами 8 и 9 находится подшипники 10, которые взаимодействует с подшипником качения 11 и с подшипником скольжения 12, находящимися в задней стенке устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13, имеющей осевое отверстие для подачи заготовки, причем задняя стенка устройства обеспечения жесткости инструментальной системы при формообразовании профильной части заготовки пружины железнодорожного транспорта 13 закрепляется на плите 14, посредством болтов 15 и крепежных планок 16 на станине токарного станка, вращение шпинделя передаются посредством планшайбы [4,5].
В силу особенностей обработки, а именно большой длины обрабатываемой поверхности, большого количества режущих кромок инструмента, удаляющих на заключительных этапах формообразования одновременно припуск на обработку по всей длине обрабатываемой поверхности. Процесс формообразования профильной части заготовок пружин для тележек железнодорожного транспорта точением многолезвийными резцовыми блоками сопровождается образованием в заготовках крутящего момента высокой величины. Таким образом, необходим проверочный расчет на жесткость заготовок в процессе обработки.
Рассмотрим более подробно процесс формообразования профильной части заготовок пружин посредством планетарного механизма. Резцовые блоки, работающие по схеме раздельного съёма припуска, вращаются вокруг своей оси с угловыми скоростями ω1, ω2 соответственно, описывая пи этом траекторию сложной кривой. Заготовка, установленная в механизме закрепления, подается в осевом направлении в сторону вращающихся резцовых блоков с продольной подачей S. Далее рассмотри две схемы: в момент врезания и в момент окончательной обработки.
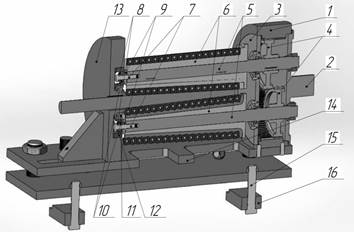
Рис. 1. Устройство для формообразования профильной части пружин железнодорожного транспорта: 1 – зубчатое колесо, 2 – планшайба, 3 – крышка, 4 – планетарное зубчатое колесо, 5 – вал, 6 – резцовый блок, 7 – болт крепёжный, 8 – шайба, 9 – шайба, 10 – подшипник, 11 – подшипник, 12 – подшипник, 13 – задняя стенка, 14 – плита, 15 – болт, 16 – планка крепёжная
В момент времени, когда торец заготовки совпадает с торцом чернового резцового блока происходит врезание 1-ой режущей кромки (рис. 2), затем чистовой резцовый блок удаляет оставшийся припуск и формирует поверхность. Резцовые блоки совершают один оборот вокруг оси, перемещаясь при этом по сложной кривой и происходит формообразование двух других противоположных участков профильной конической части.
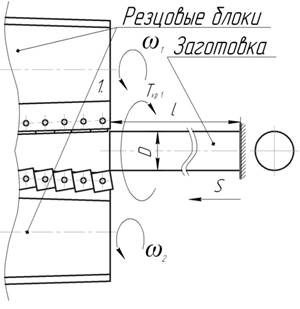
Рис. 2. Момент врезания 1-ой режущей кромки: ω1, ω2 – угловые скорости чистового и чернового резцовых блоков соответственно; D – диаметр прутка; S – продольная подача заготовки; Tкр1 – крутящий момент, создаваемый 1-ой режущей кромкой
Режущие кромки резцовых блоков, создают вращающий момент Ткр 1.
![]() (1)
(1)
где PZ – сила резания по оси OZ в момент контакта одной режущей кромки резцового блока и заготовки;
D –диаметр окружности, описанной около профильной части заготовки пружины в точке врезания 1-ой режущей кромки.
В момент окончательной обработки происходит врезание всех режущих кромок резцовых блоков. При этом величина крутящего момента численно равна сумме величин крутящих моментов, создаваемых каждой режущей кромкой:
![]() (2)
(2)
где Тi – величина крутящего момента от i-й режущей кромки,
i – количество режущих кромок.
Крутящий момент от каждой режущей кромки равен:
![]() (3)
(3)
где Pz – величина силы резания, создаваемая одной режущей кромкой,
Di –диаметр окружности, описанной около профильной части заготовки пружины в точке врезания i-ой режущей кромки.
Расчетная схема в данном случае имеет вид:
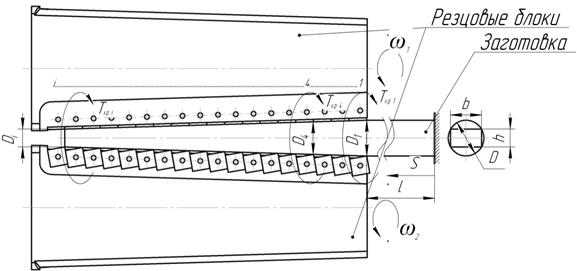
Рис. 3. Модель окончательной обработкигде: ω1, ω2 – угловые скорости чистового и чернового резцовых блоков соответственно; D1 – диаметр окружности, описанной вокруг прямоугольного профиля в 1-ой точке обработки; D4 – диаметр окружности, описанной вокруг прямоугольного профиля в 4-ой точке обработки; Di – диаметр окружности, описанной вокруг прямоугольного профиля в i-ой точке обработки; S – продольная подача заготовки; Tкр1 – крутящий момент, создаваемый 1-ой режущей кромкой; Tкр4 – крутящий момент, создаваемый 4-ой режущей кромкой; Tкрi – крутящий момент, создаваемый i-ой режущей кромкой; b –ширина профильного участка, h – высота профильного участка
Критерием жесткости заготовки является величина максимально допустимого угла закручивания.
Величина угла закручивания φ в i-й точке контакта с заготовкой определяется по формуле:
![]() , (4)
, (4)
где Тi – величина вращающего момента в i-й точке обработки,
li – расстояние от точки закрепления заготовки до i-й точки обработки,
G – модуль упругости второго рода,
Ipi – полярный момент инерции сечения в i-й точке обработки.
Суммарная величина угла закручивания определяется как сумма величин углов закручивания в каждой точке контакта режущих кромок обрабатываемой поверхности.
 (5)
(5)
Так как профильная часть заготовки пружины представляет собой коническую поверхность, в поперечном сечении которой лежит окружность, переходящая в прямоугольник, необходимо решить задачу рационального определения полярного момента инерции сечения для вычисления угла закручивания заготовки. Для решения задачи был проведен анализ двух типов сечения, окружности и прямоугольного, при расчете угла закручивания.
Величина полярного момента инерции для сечения окружность определяется по следующей зависимости:
![]() (6)
(6)
Подставим формулу 6 в 4 и получим зависимость для определения угла закручивания в каждой точке контакта i-й режущей кромки с заготовкой, сечение которой представляет собой окружность с переменным диаметром:
![]()
![]() (7)
(7)
Величина полярного момента инерции сечения прямоугольник определяется по формуле:
![]() (8)
(8)
Подставим формулу 8 в 4 и получим зависимость для определения угла закручивания в каждой точке контакта точке контакта i-й режущей кромки с заготовкой, сечение которой представляет собой прямоугольник с переменным значением высоты h и ширины b:
![]() (9)
(9)
Ниже (рис. 4, а) представлена зависимость величины угла закручивания φ от действия i-й режущей кромки при обработке заготовки пружины диаметром 30 мм., резцовыми блоками с 18-ю режущими пластинами; также представлена зависимость изменения угла закручивания заготовки от последовательного врезания каждой последующей из 18 режущих кромок (рис. 4, б).
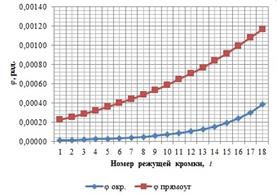
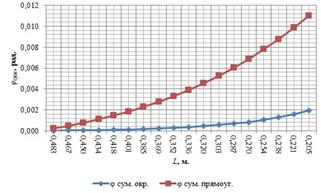
Рис. 4. а) График зависимости величины угла закручивания φ от действия i-й режущей кромки (i=1…18); б) График зависимости величины угла закручивания φсум. от суммарного действия i+1 последовательно врезающихся режущих кромок
Из зависимости (рис. 4, а) видно, что величина угла закручивания φ возрастает с увеличением порядкового номера режущей кромки. Данный факт обусловлен тем, что с увеличением номера режущей кромки возрастает величина l – расстояние от точки действия i-й режущей пластины до точки закрепления заготовки. Так же, по результатам анализа зависимостей, видно, что большей величиной сопротивления кручению обладает сечение окружность. Это объясняется тем, что величина полярного момента инерции Iρ у сечения прямоугольник больше чем у сечения окружность. Из зависимости (рис. 4, б) можно сделать вывод, что суммарная величина угла закручивания возрастает по мере приближения к точке закрепления заготовки.
Таким образом, для определения угла закручивания заготовки пружины при многолезвийной обработке резцовыми блоками, необходимо определить величину полярного момента инерции сечения в каждой точке контакта режущих кромок и заготовки. Для этого применим формулу для определения полярного момента инерции окружности, и рассчитаем коэффициент K – инерционный коэффициент полноты заполнения поперечного сечения, отражающий во сколько раз изменился полярный момент сечения в начальной точке обработки по сравнению с его значением в i-й точке заготовки. Для определения зависимости, были проведены экспериментальные исследования значения полярного момента инерции сечения в каждой точке контакта режущих кромок с заготовкой, построен график, по методу наименьших квадратов получена функция, определяющая величину коэффициента К в каждой точке обработки. Зависимость имеет вид:
![]() (10)
(10)
где n – расстояние до точки контакта i- й режущей кромки с заготовкой
Для расчета угла закручивания каждой режущей кромкой применим коэффициент К и формулу 4:
![]() (11)
(11)
где Ti – крутящий момент, создаваемый i-й режущей кромкой;
li – расстояние от точки закрепления заготовки до i-й режущей кромки;
G – модуль упругости второго рода;
Iρi – полярный момент инерции сечения в точке контакта i-й режущей кромки с заготовкой.
Крутящий момент, создаваемый i-й режущей кромкой равен:
![]() (12)
(12)
где FZ – сила, действующая на заготовку со стороны режущей пластины;
Di –диаметр окружности в каждой точке обработки.
Плечо силы равно:
![]() (13)
(13)
где D0 – начальный диаметр окружности в 1-ой точке обработки;
t – глубина резания,
i – количество режущих кромок.
Расстояние от точки закрепления заготовки до i-й режущей пластины равно:
![]() (14)
(14)
где l0 – расстояние от точки закрепления заготовки до начала профильной части; хi – расстояние от начала профильной части до i-й пластины, удаляющей припуск на обработку.
![]() (15)
(15)
где а – длина режущей кромки одной пластины.
Подставляя 6,10,12,13,14,15, в формулу 11, получим следующую зависимость для определения угла закручивания в каждой точке контакта i-й режущей кромки с заготовкой:
![]() (16)
(16)
Величина суммарного угла закручивания от действия i режущих кромок определяется по формуле:
![]() (17)
(17)
Таким образом, предложенная зависимость может быть применена для проведения проверочного расчета на жесткость при проектировании технологической оснастки и назначении параметров резания процесса формообразования профильной части заготовок пружин железнодорожного транспорта многолезвийным инструментом.
Работа выполнена в рамках гранта Президента РФ НШ-4423.2012.8.
Рецензенты:
Кобелев Н.С., д.т.н., профессор, заведующий кафедрой теплогазоснабжения и вентиляции, ЮЗГУ, г. Курск.
Яцун С.Ф., д.т.н., профессор, заведующий кафедрой теоретической механики и мехатроники, ЮЗГУ, г. Курск.
Библиографическая ссылка
Гречухин А.Н., Гладышкин А.О., Разумов М.С. ОПРЕДЕЛЕНИЕ ЖЕСТКОСТИ ПРОФИЛЬНОЙ ЧАСТИ ПРУЖИНЫ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА ПРИ МНОГОЛЕЗВИЙНОЙ ОБРАБОТКЕ // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/ru/article/view?id=10249 (дата обращения: 07.07.2026).