



Введение
Лазерная поверхностная упрочняющая обработка сплавов, используемых в машиностроении, имеет большие технологические возможности. При такой обработке обеспечиваются: локальный нагрев с отсутствием или минимальными деформациями и охлаждение за счет отвода тепла в объем материала без применения охлаждающих сред. Получение высоких физико-механических свойств поверхностных слоев связано с высокими скоростями нагрева и охлаждения, составляющими 104…106 °С/с [4].
Согласно результатам [1], углеродистые стали можно подвергать лазерной обработке, как с оплавлением, так и без оплавления. В последнем случае для низко- и среднеуглеродистых сталей скорость нагрева не должна превышать 103 oС/с. Микротвердость в зоне оплавления увеличивается с повышением содержания углерода (до 0,8-1,0%) и достигает для стали У8 значения 1000 HV, что на 100-150 HV выше, чем при обычной закалке.
Исследованиям лазерной закалки и лазерной обработки с оплавлением сталей и чугунов посвящено много работ, но относительно порошковых сталей эта область мало изучена [2].
Важной особенностью порошковой металлургии является возможность создавать керметы и псевдосплавы, то есть материалы, состоящие из компонентов с сильно отличающимися свойствами.
В настоящей работе поставлена цель: выяснить возможности механической обработки псевдосплавов сталь-медь, после лазерной термической обработки (ЛТО). Материал в исходном состоянии до ЛТО состоит из стальной матрицы и более легкоплавких включений меди, Исследовались образцы, подробности изготовления которых, даны в [2]. Для исследования использовали спеченные образцы из порошкового материала в виде пластин с кольцевыми выступами, представляющих интерес для практики конструирования деталей нефтедобывающего оборудования.
Материалы и методы исследования
Исследуемый материал имеет состав 1% С, 15% Cu, остальное железо. Образцы имели вид кольцевых выступов шириной 4 мм, внешним диаметром 40 мм и высотой ~2,8 мм на диске из того же материала толщиной 2,5 мм.
Заготовки образцов получены традиционными методами порошковой металлургии, прессованием смеси порошков железа и графита и спеканием в атмосфере диссоциированного аммиака с одновременной пропиткой медью. Структура состоит в основном из зерен железоуглеродистого перлита, включений меди, небольшого количества феррита. Твердость материала в исходном состоянии составляет 70-100 HRB, микротвердость обычно в пределах 250-300 HV. Кольцевые выступы на образцах для ЛТО получены токарной обработкой спеченных заготовок.
Для лазерной термической обработки применяли систему OPTOMEC LENS 850-R с волоконным лазером YLR-1000 IPG Photonics с пятном круглого сечения и гауссовым распределением мощности.
При выборе параметров лазерной обработки в качестве ориентира взяли работу [7]. При планировании эксперимента задавали параметры: мощность лазера W, плотность мощности I (![]() ,
, ![]() , где d – диаметр пятна лазерного пучка в месте падения на обрабатываемую поверхность) и скорость перемещения лазерного пучка по поверхности
, где d – диаметр пятна лазерного пучка в месте падения на обрабатываемую поверхность) и скорость перемещения лазерного пучка по поверхности ![]() .
.
Размер пятна задавали изменением расстояния Z от фокальной плоскости до обрабатываемой поверхности. Для расчета размера пятна использовали формулы, приведенные в [7], более полную информацию по этому вопросу можно получить в [5].
В режимах ЛТО с оплавлением на поверхности возникает характерный гребенчатый рельеф с высокой шероховатостью поверхности [2]. Микротвердость мартенсита, образующегося при ЛТО в объеме перлитных колоний исходного материала сталь-медь, достигает 1000 HV [6]. После ЛТО образцы имели высокую твердость, которая в зависимости от режима может быть в пределах 50-62 HRC. Обычная термообработка псевдосплавов сталь-медь обычно обеспечивает твердость порядка 45 HRC [6]. Исследование микроструктуры образцов после ЛТО позволили определить, что максимально упрочненный слой находится на глубине 0,2- 0,3 мм от оплавленной поверхности [2].
Все перечисленные характеристики вынуждают искать способы обработки материалов после ЛТО.
В работе опробованы два вида обработки: токарная и окончательная шлифовальная. Износ инструмента оценивался визуально. Шероховатость поверхности определялась с помощью профилографа-профилометра «Абрис – ПМ7».
Токарная обработка производилась на токарно-винторезном станке повышенной точности МК6046М; инструмент: токарный резец с пластиной для обработки закаленных сталей из твердого сплава фирмы “Iscar”.
Шлифование производилось на внутришлифовальном универсальном полуавтомате высокой точности 3М227ВФ2 с алмазосодержащим инструментом (торцевой шлифовальной головкой) D91 фирмы Strauss Co. Согласно каталогу фирмы [3] размер частиц алмаза в этом инструменте – 90-75 мкм.
Результаты исследований
В процессе выполнения исследовательской работы опытным путем подобраны оптимальные режимы токарной обработки: частота вращения шпинделя (n) 100 об/мин, подача (S) 0,1 мм/мин. На рис.1. показан вид поверхности одного из образцов после токарной обработки (а), и вид твердосплавной пластины до (б) и после (в) обработки 10 образцов. Токарной обработкой снимали слой материала от 0,1 – 0,2 мм, шероховатость получаемой поверхности Ra 6,3 мкм. Можно видеть, что токарная обработка материала после ЛТО возможна в качестве черновой операции для снятия максимального припуска твердого оплавленного слоя.
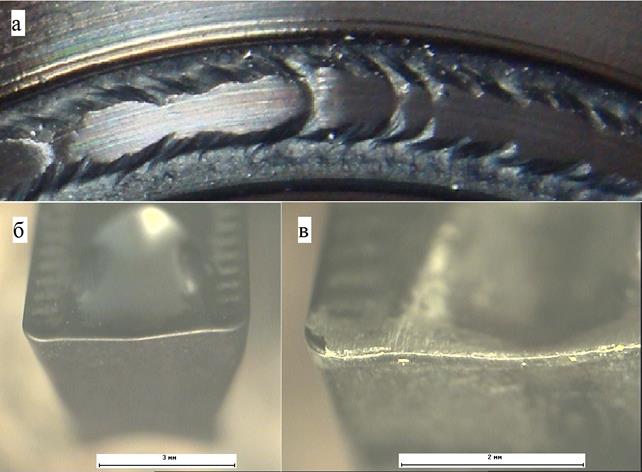
Рис.1. Вид поверхности образца после ЛТО и токарной обработки (а), вид режущей пластины до обработки (б), после
Операция шлифовальной обработки материалов проведена с целью получения высокого качества поверхности с низкой шероховатостью. Экспериментально определены оптимальные режимы: Скорость вращения шлифовальной головки- 20000 об/мин, скорость вращения образца – 200 об/мин, глубина съема за один проход – 0.02 мм. Шлифовальная обработка исследуемого материала с помощью алмазосодержащего инструмента в принципе возможна, рис.2., однако предпочтительней использовать инструмент на основе кубического нитрида бора, так как инструмент при обработке 10 образцов на глубину 0,1 мм подвергся значительному износу, рис.3. Шероховатость поверхности, полученная после шлифовальной обработки в пределах Ra 0,8 – 1,25 мкм.
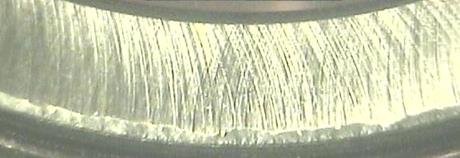
Рис.2. Вид поверхности образца после ЛТО и шлифовки
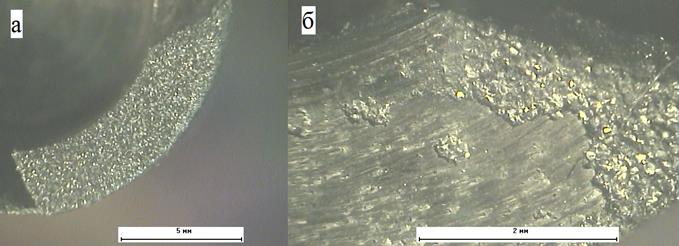
Рис.3. Вид рабочей поверхности шлифовальной головки до (а) и после (б) обработки на глубину 0,1 мм 10 образцов материала после ЛТО.
Выводы
По результатам экспериментальных исследований установлено, что механическая обработка поверхностного слоя кольцевых выступов на дисках из порошкового псевдосплава сталь-медь после лазерной термической закалки возможна, однако необходимо применение инструмента с повышенной стойкостью, такого, как режущие пластины и шлифовальные головки из кубического нитрида бора. В ходе работы опробованы токарный и шлифовальной способы обработки. Определены оптимальные режимы резания для данного оборудования и инструмента. Стоит отметить, что полученные результаты указывают на перспективность проведения дальнейших исследований в данном направлении: оптимизация режимов резания и оборудования для использования полученных данных в практике изготовления деталей машин.
Рецензенты:
Иванов В.А., д.т.н., профессор, заведующий кафедрой «Металлорежущие станки и инструменты» Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г.Пермь.
Синани И.Л., д.т.н., профессор кафедры «Сварочное производство и технология конструкционных материалов» ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г.Пермь.
Библиографическая ссылка
Морозов Е.А., Русин Е.С., Абляз Т.Р. МЕХАНИЧЕСКАЯ ОБРАБОТКА ПОВЕРХНОСТНОГО СЛОЯ ПСЕВДОСПЛАВА СТАЛЬ-МЕДЬ, ПОДВЕРГНУТОГО ЛАЗЕРНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКЕ // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/ru/article/view?id=10246 (дата обращения: 07.07.2026).