



С середины прошлого века проблему повышения ресурса изделий машиностроения предлагается решить с помощью применения технологий обработки поверхностно-пластическим деформированием (ППД). Большинство известных примеров практического применения методов ППД внедрены преимущественно в мелкосерийном производстве и для ответственных деталей, к которым предъявляются повышенные требования по износостойкости, усталостной прочности и т. д. (например, в авиастроении и энергомашиностроении, время обработки вала авиационного двигателя ППД составляет более 6 часов). Для условий массового производства, например, автомобилей, тоже актуальна проблема повышения эффективности, экологичности и конкурентоспособности изготовления продукции, особенно при условии увеличения спроса на отечественную продукцию.
Развитие ППД производится с различными целевыми показателями:
- Повышение производительности за счет оптимизации режимов обработки.
- Повышение производительности за счет автоматизации процесса [4].
- Повышение экологичности процесса [2].
- Повышение рентабельности обработки ед. площади обработки поверхности [6].
- Повышение эффективности обработки путем комбинирования источников энергетического воздействия на обрабатываемую поверхность [5].
Для развития машиностроительного производства требуется получение прорывных технологий, т.е. технологий, обладающих новыми свойствами, либо известными, но значительно оптимизированными по производительности или цене, позволяющими качественно повысить технологические параметры обработки при условии работы в автоматизированном цикле.
Целью выполненной работы являлась разработка «зеленой» технологии, обладающей всеми преимуществами классических методов ППД, при кратно повышенной производительности, что позволило заменить процессы финишной обработки с обильным принудительным охлаждением на методы ППД без применения смазывающе-охлаждающих технологических средств (СОТС).
Разработанный гиперпроизводительный способ обработки ППД выглаживанием широким самоустанавливающимся инструментом без применения пожароопасных СОТС реализован в основном производстве ОАО «АВТОВАЗ» на автоматических линиях чистовой обработки деталей автомобиля. Суть технологии заключается в повороте инструмента вокруг заготовки покачиванием вокруг нормали к обрабатываемой поверхности, проходящей через центр пятна контакта инструмента с заготовкой, при отсутствии продольной подачи, путем расширения очага деформации в сторону направления продольной подачи. При этом наибольшая эффективность достигается, когда длина очага деформации равна длине обрабатываемой поверхности.
Технология имеет два ключевых преимущества перед классическими методами ППД:
- Повышенная производительность.
- Обработка без применения СОТС.
Гиперпроизводительная технология обработки ППД при использовании принципа “быстрой переналадки” позволяет производить обработку поверхностей различных деталей на меньшем числе единиц оборудования, что снижает затраты на закупку оборудования, производственные площади и их содержание, снижает численность необходимого производственного персонала и позволяет оперативно переходить с выпуска одного вида продукции на другой.
Проведенный анализ технологии широкого выглаживания выявил следующие проблемы:
- Сложность точной установки оси цилиндрической поверхности инструмента параллельно оси детали, что важно для повышения точности обработки [3].
- Образование наплыва перед выглаживающим инструментом.
Для устранения этих недостатков был разработан новый способ отделочно-упрочняющей обработки [1], обеспечивающий высокую надежность автоматизированного выполнения заданных требований к точности и качеству упрочняемых деталей за очень короткое время – до 6…10 с, соответствующее такту выпуска до миллиона изделий в год.
Новый способ выглаживания использован для обработки гаммы изделий на ОАО «АВТОВАЗ», в т.ч. подманжетных шеек коленчатого вала двигателя автомобиля LADA. В качестве инструмента для выглаживания предложен широкий самоустанавливающийся индентор с рабочей частью, выполненной в виде вставки из твердого сплава (например, ВК6).
Для реализации нового способа обработки был внедрен разработанный технологический комплекс для гиперпроизводительной обработки ППД. Внешний вид станка и технологическая наладка для обработки подманжетных шеек коленчатого вала автомобиля Lada Kalina выглаживанием широким самоустанавливающимся инструментом показаны на рисунке 1 и рисунке 2.
Рабочая часть широкого индентора имеет цилиндрическую форму, а длина ее больше или равна длине обрабатываемой поверхности, причем ось индентора располагается параллельно оси изделия. Таким образом, зона деформации обрабатываемой поверхности имеет значительную протяженность (десятки миллиметров), что требует значительных рабочих усилий при обработке. Кроме того, чем больше диаметр обрабатываемой поверхности, тем большее усилие необходимо для создания напряжений, достаточных для пластической деформации поверхностного слоя. Так, при обработке коленвала из чугуна ВЧ 75-50-03 на диаметре 80 мм понадобилось усилие около 10000 Н. Такое усилие может вызвать недопустимые нагрузки на деталь и узлы станка. Поэтому принято решение обрабатывать каждую поверхность одновременно с двух сторон в диаметрально противоположных направлениях, что позволяет замыкать усилия на обрабатываемой шейке и не передавать его на другие узлы.
Коленчатый вал обрабатывается на станке-автомате, в котором загрузка изделия в рабочую зону производится снизу. Это определяет вертикальное расположение рычажной системы инструментального модуля.

Рисунок 1. Внешний вид автоматизированного станка
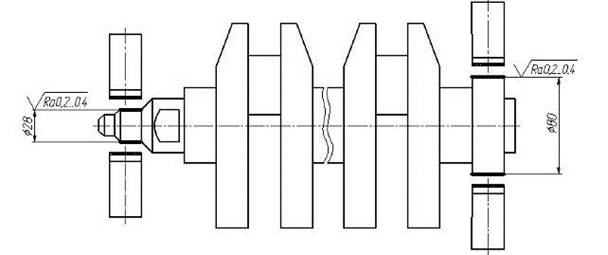
Рисунок 2. Схема выглаживания шеек коленвала: 1 – коленчатый вал, 2 – инструмент
В таблице 1 показаны технические характеристики станка и параметры обработки.
Таблица 1. Основные показатели режимов обработки коленчатого вала
|
№ п/п |
Наименование характеристики |
Обознач. |
Ед. изм. |
Значение |
|
1 |
Годовая программа |
— |
шт |
265 000 |
|
2 |
Производительность при коэффициенте использования 0,8 |
P |
шт/час |
80 |
|
3 |
Основное время |
t |
c |
10 |
|
4 |
Количество одновременно работающих блоков инструментов |
— |
шт |
2 |
|
5 |
Номинальное усилие на один инструмент |
F |
Н |
6000…8000 |
|
6 |
Число циклов нагружения одним инструментом за время обработки |
N |
— |
3…5 |
|
7 |
Номинальная частота вращения шпинделя при обработке |
n |
об/мин |
30…60 |
|
8 |
СОТС |
- |
- |
Исключена |
|
9 |
Размеры обрабатываемых шеек |
d l |
мм мм |
28, 80 15 |
|
10 |
Обрабатываемый материал |
ВЧ 75-05-03 |
||
|
11 |
Твердость обрабатываемой поверхности |
НRС |
— |
45 |
|
12 |
Исходная шероховатость обрабатываемой поверхности |
Ra |
мкм |
0,8…1,0 |
|
13 |
Шероховатость обработанной поверхности |
Ra |
мкм |
0,2…0,4 |
На рисунке 3 показана рабочая зона станка: коленчатый вал установлен в центрах, инструментальные модули совмещены с обрабатываемыми шейками. Два индентора подводятся к обрабатываемой поверхности с помощью рычажной системы, создающей рабочее усилие. За три оборота изделия достигается шероховатость поверхности шеек коленвала Ra ≅0,3 мкм.

Рисунок 3. Рабочая зона станка: 1 – коленчатый вал, 2 – инструментальный модули, 3 – широкий самоустанавливающийся инструмент
С целью оптимизации процесса выглаживания обработки широким самоустанавливающимся инструментом был проведен в производственных условиях двухфакторный многоуровневый эксперимент (52). Обработка сальниковых шеек коленчатых. В качестве рабочей части инструментов применялся твердый сплав ВК6 радиусом 2 мм и с шероховатостью поверхности Ra 0,02…0,04 мкм. Валы коленчатые поступали на обработку после окончательного шлифования с исходной шероховатостью шеек Ra 0,8 мкм и твердостью HRC 45. Частота вращения детали составляла 30 об/мин. В процессе обработки применялась смазочно-охлаждающая жидкость РЖ-8.
Замеры шероховатости проводились на профилометре Taylor-Hobson Surtronic 3 в шести точках обработанной поверхности, расположенных под углом 60° по длине окружности относительно друг друга. На рисунке 4 приведены поверхности отклика для параметра шероховатости поверхности в результате обработки.
В результате проведенного эксперимента было установлено влияние основных параметров обработки на шероховатость обработанной поверхности. При этом из полученных зависимостей видно, что при увеличении прикладываемой нагрузки и числа совершаемых оборотов детали в процессе обработки идет значительное улучшение качества обработанной поверхности, но сочетание больших значений данных параметров обработки ведет к исчерпанию резерва пластичности материала обрабатываемой поверхности и появлению дефектного слоя, что визуально определяется как отшелушивание на поверхности детали.
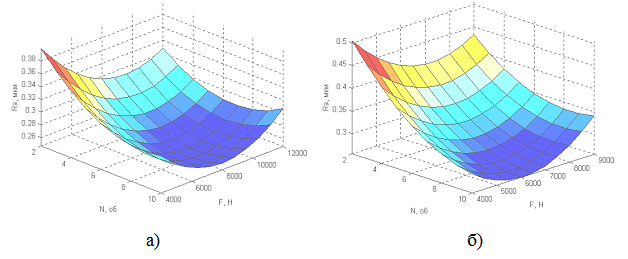
Рисунок 4. Влияние параметров обработки (F – нагрузка, прикладываемая к инструментам, Н; N – число совершаемых оборотов детали в процессе обработки, об) на шероховатость обработанной поверхности при обработке:
а) шейки Æ80 мм, б) шейки Æ28 мм
Приведенные результаты позволяют выбрать конкретные области режимов выглаживания в зависимости от требуемой шероховатости обрабатываемой поверхности.
Внедрение широкого выглаживания в массовое производство позволяет решить задачу повышения эксплуатационной надежности обработанных деталей, о чем свидетельствует положительная статистика изменения дефекта «течь сальника», что было бы невозможно при применении классических методов обработки (выглаживание с продольной подачей). В настоящее время годовая программа выпуска деталей с применением разработанной технологии составляет более 3 млн деталей. Для организации производства инструмента для обработки широким выглаживанием при Тольяттинском государственном университете было создано малое инновационное предприятие «Техномаш+» [6].
Работы по дальнейшему развитию технологии широкого выглаживания в РФ ведутся в рамках государственного задания в части проведения научно-исследовательских работ ВУЗами по теме: «Разработка теоретических основ обработки поверхностно-пластическим деформированием деталей из металлов и сплавов с экстремальными свойствами космических, летательных и глубоководных обитаемых аппаратов».
Проведение НИР осуществляется в рамках реализации ФЦП «Научные и научно-педагогические кадры инновационной России» на 2009–2013 годы и при поддержке гранта Президента Российской Федерации МК-6076.2013.8.
Рецензенты:
Васильев А.В., д.т.н., профессор, директор Института химии и инженерной экологии Тольяттинского государственного университета, г.Тольятти.
Горшков Б.М., д.т.н., доцент, заведующий кафедрой «Электротехнические комплексы и системы» государственного образовательного учреждения высшего профессионального образования «Поволжский государственный университет сервиса», г.Тольятти.
Библиографическая ссылка
Бобровский Н.М., Мельников П.А., Бобровский И.Н., Ежелев А.В. ГИПЕРПРОИЗВОДИТЕЛЬНЫЙ СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/ru/article/view?id=10239 (дата обращения: 02.07.2026).