



Введение
Несмотря на широкое применение проволочно-вырезной электроэрозионной обработки (ПЭЭО), данный метод не изучен в полной мере [1-3]. Актуальной проблемой является повышение точности изготовления деталей. Основной сложностью при проектировании управляющей программы для ПВЭЭ станков является правильный подбор величины коррекции траектории движения. Величина коррекции складывается из радиуса электрода-инструмента и величины межэлектродного зазора [4-6]. Так как в основе ПВЭЭО лежит электрическая искра, то зачастую становится невозможным разработать адекватную математическую модель. На машиностроительных предприятиях широкое применение нашел способ пробных резов. Благодаря такому подходу операторам удается подобрать нужную величину коррекции при обработке конкретной детали. Основным недостатком такого подхода является снижение производительности при освоении новой детали.
Целью работы является получение эмпирической модели, позволяющей оценить влияние режимов резания, высоты и свойств обрабатываемой детали на величину коррекции траектории Т, м.
Материалы и методы исследования
В ходе исследования был проведен полный факторный эксперимент. Обработка результатов эксперимента и получение эмпирической формулы проводились при помощи регрессионного анализа.
В качестве экспериментального оборудования выбран проволочно-вырезной электроэрозионный станок EcoCut. В качестве электрода инструмента выбрана латунная проволока марки BercoCut диаметром 0,25 мм. В качестве рабочей жидкости используется чистая дистиллированная вода. Измерение полученных размеров осуществлялось на координатно-измерительной машине (КИМ) CarlZeissConturaG2 с поворотной головкой RDS. Для эксперимента выбраны заготовки с разными физико-механическими свойствами: сталь 40Х по ГОСТ 4543-71 и титановый сплав марки ВТ5 по ГОСТ 19807-91.
В основе регрессионного анализа лежат следующие предположения:
- Все импульсы от электрода-провлоки проходят строго перпендикулярно к электроду-детали.
- Величина зазора между заготовками минимальна и не учитывается.
- Величина коррекции (T) траектории резания представлена как разность между обрабатываемым размером детали, заданным в управляющей программе, и размером вырезанной детали.
- При каждом сочетании значений независимых переменных х1, х2, …, хn величина зависимой переменной Y подчиняется закону нормального распределения.
- Дисперсия случайной величины Y постоянна.
- Независимые переменные х1, х2, …, хn измеряются с пренебрежимо малой ошибкой по сравнению с ошибкой в определении Y.
- Переменные х1, х2, …, хn линейно независимы;
- Электропроводность диэлектрика постоянна.
В качестве основных факторов выбранных для проведения регрессионного анализа и влияющих на величину коррекции выбраны:
- Скважность импульсов, q.
- Коэффициент теплопроводности материала, λ (Вт/мК).
- Высота заготовки, H (м).
Каждый из факторов рассматривался на двух уровнях, верхнем и нижнем.
Таким образом, количество опытов равняется:
![]()
Режимы обработки представлены в табл. 1.
Табл. 1. Режимы обработки
|
№ режима |
I |
II |
|
ton, с |
0,000021 |
0,00001 |
|
toff, с |
0,00006 |
0,000021 |
|
U, В |
50 |
50 |
Уровни и интервалы варьирования представлены в табл. 2.
Табл. 2. Интервалы варьирования
|
Факторы |
Кодовое обозначение |
Натуральные уровни факторов, соответствующие закодированным значениям |
Интервал варьирования |
||
|
Верхний +1 |
Основной 0 |
Нижний -1 |
|||
|
q |
X1 |
3.86 |
3,48 |
3,10 |
0,38 |
|
λ (Вт/мК) |
X2 |
41 |
31 |
21 |
10 |
|
Н (м) |
X3 |
0,012 |
0,018 |
0,024 |
0,006 |
В ходе эксперимента из заготовки вырезаются образцы квадратного сечения со стороной 5 мм. Управляющая программа создается без учета коррекции на размер электрода и межэлектродный зазор по номинальным значениям. После обработки замеряется ширина образцов как прямолинейное расстояние между сторонами. Измерение проводится на КИМ ConturaG2.
Результаты проведенных экспериментов представлены в табл. 3
Табл. 3. Результаты опытов
|
Номер опыта |
X0 |
X1 |
X2 |
X3 |
X1X2 |
X1X3 |
X2X3 |
X1X2X3 |
y |
|
1 |
+ |
- |
- |
- |
+ |
+ |
+ |
- |
0,140·10-3 |
|
2 |
+ |
+ |
- |
- |
- |
- |
+ |
+ |
0,134·10-3 |
|
3 |
+ |
- |
+ |
- |
- |
+ |
- |
+ |
0,155·10-3 |
|
4 |
+ |
+ |
+ |
- |
+ |
- |
- |
- |
0,141·10-3 |
|
5 |
+ |
- |
- |
+ |
+ |
- |
- |
+ |
0,149·10-3 |
|
6 |
+ |
+ |
- |
+ |
- |
+ |
- |
- |
0,139·10-3 |
|
7 |
+ |
- |
+ |
+ |
- |
- |
+ |
- |
0,153·10-3 |
|
8 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0,142·10-3 |
Для проведения анализа зависимость между величиной коррекции траектории от исследуемых факторов представлена линейным уравнением регрессии.
После проведенного регрессионного анализа было получено эмпирическое уравнение, характеризующее взаимосвязь между величиной погрешности и выбранными факторами:
![]()
где ![]() (м) – величина коррекции.
(м) – величина коррекции.
Результаты исследования и их обсуждение
Для анализа полученной регрессионной модели построены графики зависимости величины коррекции от факторов, рассмотренных в модели.
График зависимости величины коррекции от скважности импульсов представлен на рис.1.
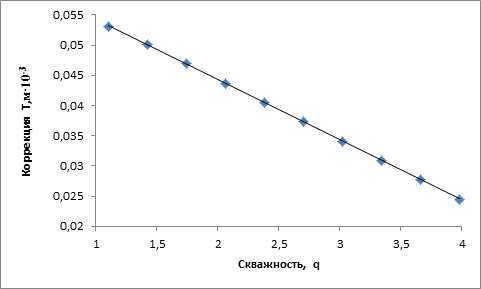
Рис.1. Зависимость величины коррекции от скважности импульсов
Из анализа графика следует, что величина коррекции обратно пропорциональна скважности импульсов. Увеличение времени действия импульсов ton и уменьшение времени выключения импульсов toff приводит к увеличению энергии импульсов, и, следовательно, увеличивается межэлектродный зазор.
Зависимость величины коррекции от теплопроводности обрабатываемого материала представлена на рис. 2.
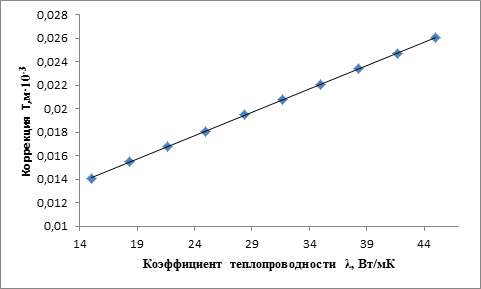
Рис. 2. Зависимость величины коррекции от коэффициента теплопроводности материала
Из графика видно, что при обработке материалов с низким коэффициентом теплопроводности величина коррекции меньше. Данная закономерность связана с физической сущностью процесса электроэрозионной обработки [4]. При резке заготовок с низким коэффициентом теплопроводности повышается локализация тепловой энергии в зоне обработки. Таким образом, межэлектродный зазор в процессе резания имеет постоянное значение, и происходит более равномерное снятие материала.
Зависимость величины коррекции от высоты заготовки представлена на рис. 3.

Рис. 3. Зависимость величины коррекции от высоты заготовки
Из графика следует, что при увеличении высоты заготовки увеличивается величина коррекции. При обработке высоких заготовок необходимо вносить в управляющую программу большую коррекцию на инструмент.
Выводы
В ходе работы проведен регрессионный анализ и получена эмпирическая модель. Модель позволяет оценить влияние режимов резания, высоты и свойств обрабатываемой детали на величину коррекции при ПВЭЭО.
При проектировании технологического процесса проволочно-вырезной электроэрозионной обработки широкое применение находит метод пробных резов. Однако подобный метод является не технологичным и ведет к увеличению времени обработки детали. Пользуясь уравнением (2), можно оптимизировать процедуру подбора режимов резания для получения заданной точности обработки, без применения методики пробных резов.
Рецензенты:
Иванов В. А., д-р техн. наук, профессор, заведующий кафедрой «Металлорежущие станки и инструменты» Механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Синани И. Л., д-р техн. наук, профессор кафедры «Сварочное производство и технология конструкционных материалов» ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Библиографическая ссылка
Абляз Т.Р., Аликин Е.С., Плюснина С.С., Фурсинова Е.Р., Васильева А.А. РЕГРЕССИОННЫЙ АНАЛИЗ ВЗАИМОСВЯЗИ ВЕЛИЧИНЫ КОРРЕКЦИИ ТРАЕКТОРИИ РЕЗАНИЯ С РЕЖИМАМИ ПРОВОЛОЧНО-ВЫРЕЗНОЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/ru/article/view?id=10219 (дата обращения: 07.07.2026).