


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
RESEARCH OF GRINDING PROCESS WITH IMPORTED COOLANT ON PERFORMANCE PARTS

Введение
Основным в машиностроении типом обработки является шлифование. Поэтому изучение в данной области является актуальным. В данном типе обработки важную роль играет применение смазочно-охлаждающих жидкостей (СОЖ), так как при увеличении скорости резания температура в зоне резания возрастает, а СОЖ поглощает огромное количество теплоты. Также ее применение позволяет увеличить режимы шлифования, улучшить качество поверхности. А от качества обработки шлифованием зависят эксплуатационные свойства и долговечность детали и машины в целом [7].
При повышении скорости резания повышаются силы резания, увеличивается теплота в зоне контакта, могут появиться прижоги на обрабатываемой детали, что может значительно повлиять на состояние готового изделия, поэтому применение смазочно-охлаждающей среды является необходимым [1].
Производственный опыт показывает, что повышение интенсивности съема металла сопровождается ростом температуры в зоне шлифования и появлением прижогов на обработанной поверхности, которые значительно снижают долговечность и работоспособность шлифованных деталей машин. [3]
Так как шлифование в большей степени применяется в подшипниковой промышленности, в которой чаще всего используется сталь ШХ-15, для проведения актов испытаний была использована именно эта марка.
Цель исследования
Проведение сравнительного анализа двух смазочно-охлаждающих жидкостей HESSOL COOL 410 концентрацией 5% и AVANTIN 402 концентрацией 4% на основе испытаний, проведенных на ОАО «Волжский подшипниковый завод».
Материал и метод исследований
Исследование эксплуатационных показателей на основе испытаний, проведенных на кругло-шлифовальном станке SwaAGL 125/5RS с использованием абразивного инструмента следующего типа: 600х20х305 25А 16 СМ1 К. Обрабатываемая деталь: 2007114.01 – наружный диаметр.
Результаты исследования и их обсуждение
В настоящее время существует большой ассортимент различных СОЖ отечественного и зарубежного производства, что затрудняет выбор наиболее оптимальной жидкости, так как для этого необходимо провести ряд сравнительных экспериментов, что позволит выяснить при использовании какой жидкости будут обеспечены наилучшие показатели качества и стойкость круга [2]. В данной статье приводятся результаты сравнительного анализа параметров шероховатости поверхности при использовании различных СОЖ.
На заводе ОАО «ВПЗ» проводились испытания СОЖ HESSOL COOL 410 и AVANTIN 402 на станке SwaAGL 125/5RS с использованием абразивного инструмента следующего типа: 1-600х20х305 25А 16 СМ1 6 К:
1 – круг прямого профиля;
600 – наружный диаметр круга, мм;
20 – ширина шлифовального круга, мм;
305 – диаметр посадочного отверстия, мм;
25А – абразивный материал – электрокорунд белый;
16 – зернистость – размер частиц основной фракции составляет 160-200 мкм;
СМ1 – твердость круга – среднемягкий;
6 – структура средняя;
К – связка керамическая.
По новому ГОСТу круг будет маркироваться следующим образом:
1-600х20х305 25А F80 K 6 V [5].
Обрабатываемая деталь: 2007114.01 – наружный диаметр.
Расшифровка подшипника:
2 – серия ширин;
00 – конструктивная разновидность;
7 - код типа подшипника – Радиально-упорный роликовый конический;
1 – серия диаметров;
14 – условное обозначение диаметра отверстия подшипника d = 5∙14=70 мм.
Подшипник является роликовым, радиально-упорным, коническим (или же такой тип еще именуют «с коническими роликами»), однорядным, основного конструктивного исполнения. Подшипник относится к серии особо легкого диаметра. Степень точности может быть как 5-й и 6-й, так и нулевой. Чаще всего подобные изделия производятся с повышенной грузоподъемностью, что отражено в номере подшипника индексом А.
Эта конструкция (рис. 1) предназначена для восприятия комбинированных нагрузок при высокой частоте вращения, для двухсторонней фиксации устанавливаются попарно. Такая конструкция изделия позволяет ему работать в качестве подшипника ступицы в автомобилях и прочей технике [4].
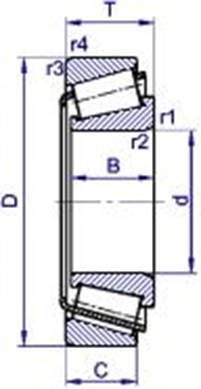
Рисунок 1 – Конструкция подшипника 2007114
HESSOL COOL 410 – смазочно-охлаждающая жидкость. Защищает детали от коррозии в межоперационном периоде. Не теряя охлаждающих свойств, приобретает смачивающие свойства, особенно при тяжелых условиях обработки.
AVANTIN 402 – Водорастворимая смазочно-охлаждающая жидкость. Свободный от минерального масла водорастворимый концентрат смазочно-охлаждающей жидкости с хорошими антикоррозионными свойствами. Благодаря специальным добавкам AVANTIN 402 успешно применяется при обработке резанием литых и стальных заготовок и при накатывании резьбы. Стороннее масло не эмульгируется, нет образования густого дыма. Свойства: 1) не содержит бора; 2) хорошая антикоррозионная защита; 3) оптимальное охлаждение; 4) хорошие свойства фильтрации; 5) длительная стойкость режущего инструмента; 6) минимальная нагрузка моечных установок; 7) раствор прозрачный [6].
Обрабатываемая деталь: 2007114.01 – наружный диаметр.
Индивидуальный бак объемом 80 литров был очищен, промыт 1%-ным раствором кальцинированной соды и заполнен сначала раствором СОЖ HESSOL COOL 410 концентрацией 5%, а потом AVANTIN 402 концентрацией 4%.
При испытаниях выявлено, что СОЖ HESSOL COOL 410 обладает хорошими моющими свойствами. На всех обрабатываемых деталях отсутствовал жировой налет. На деталях и узлах станка отсутствовали скопления шлама. При этом шлам, попавший в бак, всплывал, что позволяло его удалять без особых затруднений.
СОЖ AVANTIN 402 также обладает хорошими моющими и охдаждающими свойствами, вредных воздействий при испытаниях не выявлено, на деталях нет жирового налета грязи.
Во время испытаний было принято решение отказаться от выхаживания, так как требуемое качество поверхности достигалось уже при чистовой подаче. Первоначально правка осуществлялась каждые 5 колец. При этом замеры шероховатости оказались удовлетворительными, что позволило в итоге увеличить период правок до 10. Для оценки изменения шероховатости поверхности проводились двукратные замеры 10 колец начиная с момента правки круга. Также проводились замеры грани и волны в начале и в конце цикла.
Тенденция, отраженная на графиках (рис. 2 и 3), позволила увеличить число правок до 20, а затем и до 30 колец. Дальнейшее увеличение числа правок не имело смысла, так как возникла вероятность искажения требуемого профиля поверхности наружного диаметра кольца.
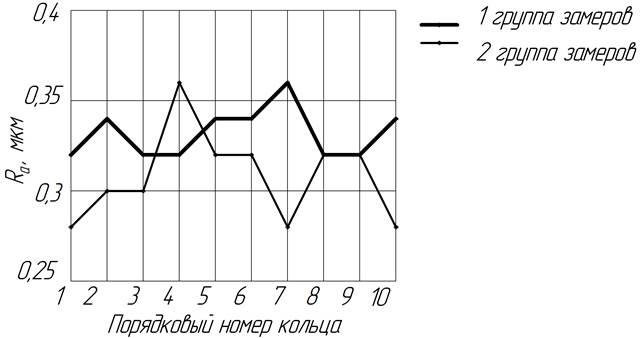
Рисунок 2 – Изменение шероховатости 10 колец с начала цикла и до следующей правки с использованием HESSOL COOL 410
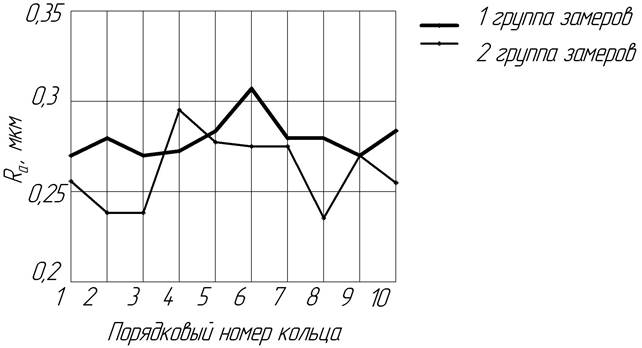
Рисунок 3 – Изменение шероховатости 10 колец с начала цикла и до следующей правки с использованием AVANTIN 402
Замеры параметров 29-го кольца с использованием СОЖ HESSOL COOL 410:
Ra=0,3 мкм – шероховатость;
∆=3,3 мкм – отклонение от круглости;
W=1 мкм – волнистость.
А с использованием СОЖ AVANTIN 402:
Ra=0,28 мкм – шероховатость;
∆=3,0 мкм – отклонение от круглости;
W=1 мкм – волнистость.
Таблица 1 – Сравнительная таблица замеров 29-го кольца.
|
Показатели |
HESSOL COOL 410 |
СОЖ AVANTIN 402 |
|
Шероховатость Ra, мкм |
0,3 |
0,28 |
|
Отклонение от круглости ∆, мкм |
3,3 |
3,0 |
|
Волнистость W, мкм |
1,0 |
1,0 |
Из вышеописанных замеров видно, что шлифование с использованием СОЖ AVANTIN 402 по некоторым показателям лучше, чем с использованием СОЖ HESSOL COOL 410, хотя обе эти импортные СОЖ обладают хорошими моющими, охлаждающими и технологическими свойствами.
Работа выявила следующие результаты.
1. СОЖ Hessol Cool 410 и AVANTIN 402 обладает хорошими моющими, охлаждающими и технологическими свойствами.
2. Коррозия и прижоги на кольцах во время испытания отсутствовали.
3. Вредных воздействий не выявлено.
4. Для определения срока ходимости СОЖ HESSOL COOL 410 и СОЖ AVANTIN 402 необходимо провести промышленные испытания с централизованной подачей и тонкой очисткой.
5. По итогам испытания СОЖ HESSOL COOL 410 и СОЖ AVANTIN 402 был проведен экономический расчет эффективности применения. Цена СОЖ AVANTIN 402 немного ниже, чем СОЖ Hessol Cool 410. Ее требуется меньше, и годовые затраты на инструмент при использовании AVANTIN 402 меньше на 548 рублей, так что на один станок экономия инструмента составляет 5%, а общий экономический эффект, в расчет которого входят показатели расходов на заправку оборудования с учетом срока использования, а также экономии инструмента, составляет 5%. (В расчет не принимался объем концентрата для долива.)
Заключение
Существует большой ассортимент различных СОЖ зарубежного производства, что затрудняет выбор наиболее оптимальной жидкости. В данной статье были приведены испытания с использованием двух смазочно-охлаждающих жидкостей и проведен их сравнительный анализ.
В связи со всем вышеперечисленным ясно, что СОЖ AVANTIN 402 выигрывает по эксплуатационным характеристикам (шероховатость 0,28 мкм, отклонение от круглости 3,0 мкм, волнистость 1 мкм.), а также по экономическому расчету, так как ее использование несет за собой экономию приблизительно в 5%.
Рецензенты:
Носенко Владимир Андреевич, доктор технических наук, профессор, зав. кафедрой «Технология и оборудование машиностроительных производств», Волжский политехнический институт (филиал) ГОУ ВПО «Волгоградский государственный технический университет», г. Волжский.
Гольцов Анатолий Сергеевич, доктор технических наук, профессор, зав. кафедрой «Автоматика, электроника и вычислительная техника», Волжский политехнический институт (филиал) ГОУ ВПО «Волгоградский государственный технический университет», г. Волжский.
Библиографическая ссылка
Васенко Н.П., Головня Ю.П. ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПРОЦЕССА ШЛИФОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ИМПОРТНЫХ СОЖ НА ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ ДЕТАЛЕЙ // Современные проблемы науки и образования. 2013. № 3. ;URL: https://science-education.ru/en/article/view?id=9341 (дата обращения: 01.07.2026).