


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
INFLUENCE OF THE INTERCRITICAL HEATING TEMPERATURE ON THE FORMATION OF SUBGRAIN STRUCTURE IN LOW-ALLOY STEELS

Введение
Для обеспечения требуемого потребителями сочетания механических свойств бесшовных труб нефтегазового сортамента, изготавливаемых из низколегированных конструкционных сталей, традиционно применяют такие виды термической обработки (ТО), как нормализация и улучшение. В последние годы ужесточились требования к хладостойкости изделий, и возникла потребность в разработке перспективных видов ТО, позволяющих полнее раскрыть потенциал современных высококачественных низколегированных трубных сталей.
Одним из возможных путей повышения ударной вязкости и снижения температуры хрупко-вязкого перехода при незначительной потере прочности является применение межкритической закалки с высоким отпуском [3-4; 6]. Эффект такой закалки обычно связывают с образованием «мелкоигольчатых, равномерных, ориентированных выделений феррита» [2], и указывают на его зависимость от температуры нагрева в межкритическом интервале Ас1-Ас3 (МКИ). Однако осуществление выбора параметров ТО только на основании анализа размеров, формы и пространственного распределения феррита и продуктов превращения аустенита не всегда приводит к ожидаемому улучшению комплекса свойств. Это связано с недостаточным вниманием, уделяемым характеру изменения субзеренного строения структурных составляющих при нагреве.
Целью настоящей работы является изучение особенностей формирования субзеренной структуры при нагреве в МКИ предварительно закаленных низколегированных высококачественных трубных сталей 13ХФА и 26Х1МФА.
Материал и методы исследования
Материалом исследования в данной работе являлись хорошо зарекомендовавшие себя в качестве материала для производства труб нефтегазового сортамента низколегированные стали марок 13ХФА, 26Х1МФА, произведенные по серийной технологии на ОАО «Северский трубный завод», химический состав которых приведен в таблице 1.
Таблица 1 - Химический состав исследуемых сталей, % по массе*
|
|
С |
Mn |
Si |
Cr |
V |
Mo |
Ni |
Cu |
S |
P |
Al |
As |
Ca |
|
13ХФА |
0,15 |
0,50 |
0,25 |
0,52 |
0,05 |
0,02 |
0,13 |
0,20 |
0,005 |
0,0010 |
0,02 |
0,008 |
0,0014 |
|
26Х1МФА |
0,26 |
0,62 |
0,25 |
1,6 |
0,08 |
0,43 |
0,09 |
- |
0,006 |
0,009 |
0,026 |
- |
0,0110 |
*основа Fe
Термической обработке подвергались образцы размером 12х10х5 мм. Предварительно все образцы были закалены путем охлаждения в соленой воде после 30-минутной выдержки в однофазной аустенитной области (температуры 930 и 880 °С для 13ХФА и 26Х1МФА соответственно). Окончательная термическая обработка проводилась по следующим режимам:
- сталь 13ХФА
1) отпуск при 650 °С в течение 50 минут;
2) межкритическая закалка от температуры 790 °С (низ МКИ); отпуск по режиму 1;
3) межкритическая закалка от температуры 820 °С (верх МКИ); отпуск по режиму 1;
- сталь 26Х1МФА
4) отпуск при 655 °С в течение 60 минут;
5) межкритическая закалка от температуры 780 °С (низ МКИ); отпуск по режиму 4;
6) межкритическая закалка от температуры 810 °С (верх МКИ); отпуск по режиму 4.
Время выдержки при температуре нагрева под межкритическую закалку во всех случаях составляло 30 минут, охлаждение осуществлялось в соленой воде.
Изучение микроструктуры выполнено с помощью растрового электронного микроскопа ZEISS CrossBeam AURIGA. Окончательная подготовка образцов для структурных исследований проводилась методом ионной полировки ионами галлия непосредственно в колонне микроскопа предварительно механически отшлифованной и отполированной поверхности образцов. Изображение микроструктур получено в обратнорассеянных электронах (в ориентационном и композиционном контрасте). Определение типа границ проведено методом ДОРЭ.
Исследования проведены на оборудовании лаборатории «Структурных методов анализа и свойств материалов и наноматериалов» Сетевого центра коллективного пользования уникальным оборудованием УрФУ. Работа проведена в рамках госбюджетной темы № 3.1330.2011 «Управление процессами фазовых и структурных превращений в материалах на основе железа для обеспечения требуемого комплекса свойств».
Результаты исследования и их обсуждение
Давно известно, что эффективность межкритической закалки конструкционных сталей определяется исходной микроструктурой и температурой нагрева в МКИ. Улучшение комплекса механических свойств получено для предварительно нормально закаленных сталей со структурой мартенсита или мартенсита и бейнита. Присутствие продуктов распада аустенита по диффузионному механизму обычно считается неблагоприятным. Таким образом, одним из важных свойств сталей, предназначенных для межкритической закалки, является относительно высокая устойчивость переохлажденного аустенита.
Ранее [1; 5] были определены критические точки для исследуемых сталей (13ХФА: Ас1 = 740 оС, Ас3 = 864 оС, 26Х1МФА: Ас1 = 760 оС, Ас3 = 830 оС), изучена кинетика распада переохлажденного аустенита и построены термокинетические диаграммы.
Установлено, что после ускоренного охлаждения (до 70 оС/сек) от 930 оС структура стали 13ХФА состоит из полиэдрического феррита (~65%), троостита (~5%) и продуктов превращения по промежуточному и сдвиговому механизмам (в сумме до 30%). Закалка в соленой воде позволяет избавиться от эвтектоида, но количество феррита остается практически неизменным. При таких обработках формируются ферритные зерна со средним размером 4…6 мкм и очень низкой плотностью МУГ. Дополнительное легирование Mo и повышение содержания Cr и C приводит к существенному увеличению устойчивости переохлажденного g , и сталь 26Х1МФА после ускоренного охлаждения имеет мартенситно-бейнитную структуру.
В результате межкритической закалки, наряду с закалочными структурами, формируется феррит, объемная доля и субзеренное строение которого зависит от температуры нагрева в МКИ. Необходимо отметить, что для подавления образования эвтектоида в стали 13ХФА, даже при охлаждении из МКИ требуется скорость больше 70 оС/сек. Объемная доля феррита закономерно уменьшается с повышением температуры нагрева (от 60 до 40% для стали 13ХФА, и от 50 до 20% для стали 26Х1МФА). Однако в менее легированной стали, даже в процессе ускоренного охлаждения, происходит образование дополнительных порций феррита за счет роста существующих кристаллов. Причиной сохранения низкой устойчивости g является его недостаточное обогащение углеродом при изотермической выдержке в МКИ. Остальные легирующие элементы при обработке с выбранными температурно-временными параметрами практически не перераспределяются между аустенитом и ферритом [2]. Наиболее сильно повышение температуры нагрева под межкритическую закалку сказывается на субзеренной структуре феррита, причем в зависимости от степени легирования механизм этого влияние различен. В стали 13ХФА в результате межкритической закалки от 790 оС кристаллы феррита разделены малоугловыми границами на области со средним размером 0,5 мкм (рисунок 1б). Повышение температуры приводит к уменьшению плотности МУГ, и после межкритической закалки от 820 оС феррит практически свободен от них и подобен ферриту, образовавшемуся после ускоренного охлаждения из однофазной g-области (рисунок 1а). Установлено, что повышенная плотность МУГ в феррите наследуется и в высокоотпущенном состоянии, так, средний размер субзерна в феррите после обработки 13ХФА по режиму 2 составляет 1...2 мкм (рисунок 1в).
Введение в сталь молибдена и увеличение содержания C и Cr приводит к смене морфологии феррита, сохранившегося после нагрева в МКИ.
Выделение карбидов размером 180-300 нм при нагреве до 780 °С по границам мартенситных реек, образовавшихся в процессе первой закалки из однофазной области, за счет сдерживания процессов рекристаллизации приводит к формированию на месте пакетов мартенсита пластинчатых кристаллов феррита (рисунок 2б). В структуре после межкритической закалки присутствует феррит в виде пластин и пакетов, а также пакетный мартенсит с длиной реек 2…4 мкм (примерно в 5 раз меньше, чем после нормальной закалки).
а)  б)
б) 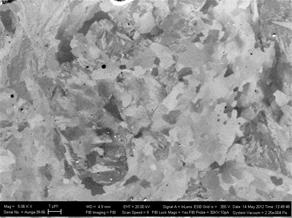
в) 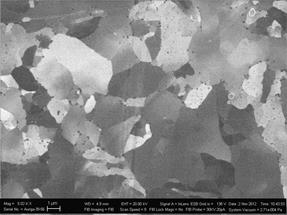
а – закалка от 930 °С; б – закалка от 930 °С, закалка от 790 °С; в - закалка от 930 °С, закалка от 790 °С, отпуск при 650 °С в течение 50 минут
Рисунок 1. Структура стали 13ХФА
Увеличение температуры нагрева в двухфазную область до 810 °С приводит к частичному растворению карбидов, в результате чего их количество уменьшается в несколько раз, а средний размер составляет 60 нм (рисунок 2в). При этом в процессе нагрева ферритные области частично рекристаллизуются и принимают полиэдрическую форму, что совместно с наличием в структуре мелких карбидов позволяет сформировать достаточно большое количество дисперсных аустенитных зерен и после ускоренного охлаждения получить мартенситные пакеты меньшего размера (4-6 мкм), чем после однократной закалки (рисунок 2а).
При размере аустенитного зерна 2-6 мкм в каждом из них наблюдается только одна ориентировка мартенситных пакетов, что хорошо согласуется с известными данными [7] о формировании в мелком (менее 25 мкм) зерне 1…2 ориентировок мартенситных пакетов, в то время как в крупном зерне все шесть ориентировок занимают равные доли объема.
а) 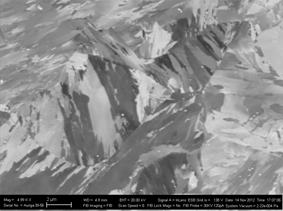 б)
б) 
в) 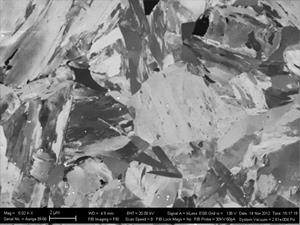
а – закалка от 880 °С; б – закалка от 880 °С, 780 °С; в – закалка от 880 °С, 810 °С
Рисунок 2. Структура стали 26Х1МФА после закалки из однофазной и двухфазной областей
В процессе отпуска стали 26Х1МФА ферритная фаза наследует форму и размеры кристаллов реечного мартенсита, поэтому средний размер «пакетов» ферритных кристаллов соответствует размеру мартенситных пакетов, полученных в результате закалки от различных температур. Так, размер ферритных зерен после обработки по режиму 4 и 5 составляет 10…20 и 2…20 мкм соответственно, тогда как после обработки по режиму 6 – 2…4 мкм. Т.е. измельчение микроструктуры, которое наблюдалось после двукратной закалки с температуры в верхней части МКИ, сохранилось и после отпуска.
Карбиды, выделившиеся в стали, обработанной по режимам 4 и 6, дисперсны и равномерно распределены в ферритной матрице, в то время как после реализации режима 5 в структуре присутствуют крупные карбиды (размером до 400 нм), располагающиеся по границам бывших мартенситных пакетов и являющиеся результатом роста в процессе отпуска карбидов, имевшихся после второй закалки.
Выводы
Установлены основные закономерности образования субзеренной структуры при закалке из межкритического интервала низколегированных сталей.
Межкритическая закалка стали 13ХФА от температуры в нижней части МКИ (от 790 °С) позволяет добиться получения развитой субзеренной структуры феррита с размером субзерна 0,5 мкм, в то время как нагрев под закалку в верхнюю часть МКИ или однофазную g-область приводит к образованию ферритных зерен, практически свободных от МУГ.
При межкритической закалке стали 26Х1МФА измельчение структуры происходит за счет формирования при температурах в верхней части МКИ большого количества дисперсных зерен аустенита и, как следствие, измельчения мартенситных пакетов.
Достигнутое в результате межкритической закалки измельчение структуры наследуется в высокоотпущенном состоянии.
Рецензенты:
Пушин Владимир Григорьевич, доктор физико-математических наук, профессор, заведующий лабораторией цветных сплавов, Институт физики металлов УрО РАН, г. Екатеринбург.
Швейкин Владимир Павлович, доктор технических наук, доцент, директор Института дополнительного образования и профессиональной переподготовки, ФГАОУ ВПО «Уральский федеральный университет имени первого Президента России Б.Н. Ельцина», г. Екатеринбург.
Библиографическая ссылка
Беликов С.В., Сергеева К.И., Карабаналов М.С., Попов А.А., Адван А.А. ВЛИЯНИЕ ТЕМПЕРАТУРЫ НАГРЕВА В МЕЖКРИТИЧЕСКИЙ ИНТЕРВАЛ НА ФОРМИРОВАНИЕ СУБЗЕРЕННОЙ СТРУКТУРЫ В ПРЕДВАРИТЕЛЬНО ЗАКАЛЕННЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЯХ // Современные проблемы науки и образования. 2013. № 2. ;URL: https://science-education.ru/en/article/view?id=8873 (дата обращения: 21.07.2026).