


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
FORCES AND CAPACITY WHEN MILLING ON THE MILLING AND EDGING MACHINES LOW-KNIFE CONIC MILLS

В отечественных станках Ц2Д-5АФ, Ц2Д-1Ф применяются торцово-конические малоножевые фрезы с подрезной пилой. В научно-технической литературе для оценки сил резания при фрезеровании, используют зависимости, структура которых различна, получена на физических моделях, которые часто не учитывают реальные отличия условий разных процессов рубки щепы. Нами проведены экспериментальные исследования напряженно деформированного состояния узлов и деталей фрезерно-пильного станка Ц2Д-1Ф, разработанного Вологодским ГКБД, и к выпуску которого с 1987 года приступило Вологодское СПО. Результаты исследований были опубликованы в работах [4, 5, 6]. Обработка результатов экспериментальных исследований в части сил, крутящих моментов на ножах фрезерных головок и мощности электропривода в зависимости от высоты h и ширины фрезерования b, позволили установить реальные зависимости сил и мощности на резание от перечисленных технологических факторов.
Кинематика попутного фрезерования
Схема попутного поперечно-продольно-торцового фрезерования приведена на рисунке 1.
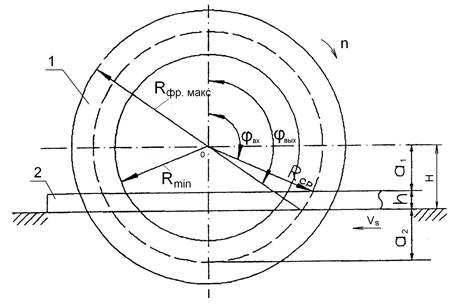
Рисунок 1. Схема фрезерования: 1 - фреза, 2 - заготовка
На схеме обозначено: ![]() ;
; ![]() ; Rфр.макс - максимальный радиус резания торцово-конической фрезой; h - максимальная толщина обрезаемой доски; φ - центральный угол резания, построенный на дуге контакта ножа с заготовкой φ = φвых - φвх.
; Rфр.макс - максимальный радиус резания торцово-конической фрезой; h - максимальная толщина обрезаемой доски; φ - центральный угол резания, построенный на дуге контакта ножа с заготовкой φ = φвых - φвх.
Зависимости между параметрами Rmin и H; H и Rфр.макс справедливы для значений переднего угла резания γ = 35...40°, φ = 40...60° и угла конусности фрезы 35...40°.
Скорость вращения фрезы V, м/с, находится по формуле:
![]() , (1)
, (1)
где Dфр - средний диаметр фрезы, мм;
n - частота вращения фрезерно-пильного вала, мин-1.
Скорость подачи VS, м/мин, определяется так:
![]() , (2)
, (2)
где SZ - подача на резец, мм;
Z - число зубьев, шт.
Кинематические углы встречи для срединного диаметра φвх и φвых определяются соответственно из выражений:
![]() ,
,  , (3, 4)
, (3, 4)
где Rср - радиус срединного сечения конической части фрезы, мм:
![]() ; (5)
; (5)
a1 - расстояние от оси вращения фрезы до ближайшей поверхности распиливаемого материала, мм;
a2 - выступ фрезы из материала по срединному диаметру, мм.
Чтобы обеспечить прочность резца и создать оптимальные условия резания, нужно, чтобы угол между передней гранью резца и плоскостью стола по направлению подачи был 95 - 140°.
Углы торцового среза щепы определяются соответственно по формулам:
 ,
,  , (6, 7)
, (6, 7)
где ψщ - угол торцевого среза щепы в плоскости, проходящей вдоль волокон, град.;
ψп - острый угол между плоскостью, параллельной направлению волокон по кромке щепы, и плоскостью среза, град.;
ψк - острый угол между плоскостью, параллельной направлению волокон по пласту щепы, и плоскостью среза, град.;
ψ^ - острый угол между плоскостью щепы и плоскостью среза в плоскости, перпендикулярной плоскости среза, град.
Динамика механизма резания
В исследовании динамики механизма резания станка Ц2Д-1Ф изменение сил резания и крутящих моментов валов электродвигателей и шпинделей фрезернопильных головок выполнялось без их разделения на силы и крутящие моменты от резания пилами и фрезерными головками.
Силы и мощность при резании подрезной пилой находятся по известной методике [7]. Силы и мощность резания фрезерными головками определяются по результатам экспериментальных исследований, выполненных в работах [4, 5, 6], и по руководящим техническим материалам [7].
Установлено пропорциональное влияние толщины доски h, мм и ширины фрезерования bфр, мм на увеличение мощности резания. Например, изменение толщины доски в 1,34 раза (с 26 до 36 мм) приводит к увеличению мощности электродвигателя во столько же раз (табл. 1).
Таблица 1. Мощность резания P, кВт для принятых значений h, мм и bфр, мм, для левой и правой фрезерных головок [4]
|
Номера опытов |
b |
h |
|
|
P |
|
7-8 |
250 |
36 |
90 |
90 |
49 |
|
13-14 |
250 |
26 |
90 |
90 |
36 |
При увеличении ширины фрезерования в 1,7 раз (с 90 до 150 мм) мощность электродвигателя возрастает в 1,78 раз (табл. 2).
Таблица 2. Мощность резания P, кВт для принятых значений h, мм и bфр, мм [4]
|
Номер серии опытов |
b |
h |
|
|
P |
|
17-19 |
400 |
36 |
150 |
150 |
90 |
|
20-22 |
250 |
37 |
90 |
90 |
52 |
Можно сделать вывод о том, что мощность и касательная сила резания пропорциональны площади сечения обработки h×bфр, мм2.
Чтобы рассчитать силу резания для случаев, когда режимы и параметры обработки отличаются от примера, введем понятие касательной удельной силы резания на дуге контакта ![]() , Н/мм2:
, Н/мм2:
 , (8)
, (8)
где  - касательная сила резания на дуге фрезерования.
- касательная сила резания на дуге фрезерования.
Касательная удельная сила резания на дуге контакта при фрезеровании , по данным работы [4], будет равна:
![]() Н/мм2. (9)
Н/мм2. (9)
Значение ![]() Н/мм2 - это постоянная величина при обработке необрезных досок на станке Ц2Д-1Ф [6]. Тогда касательная сила резания на дуге фрезерования
Н/мм2 - это постоянная величина при обработке необрезных досок на станке Ц2Д-1Ф [6]. Тогда касательная сила резания на дуге фрезерования ![]() , с учетом выражения (8) определится по формуле:
, с учетом выражения (8) определится по формуле:
![]() . (10)
. (10)
Для других режимов резания и параметров обработки необходимо ввести поправочные коэффициенты [2, 3]:
pi - коэффициент, учитывающий влияние длины щепы и породы древесины;
pi = 0,465 ... 1,13;
pj - коэффициент, учитывающий влияние угла встречи, для углов 110-130° он равен 1;
pw - коэффициент, учитывающий влияние влажности, принимается по табл. 4;
pп - коэффициент, учитывающий влияние породы древесины; для сосны и ели принимается равным 1, для березы - 1,1.
Тогда выражение (10) в общем случае примет вид:
 , (11)
, (11)
где aпоп - поправочный коэффициент, aпоп = pi pj pw pп.
Касательная окружная (средняя) сила фрезерования ![]() определяется по формуле:
определяется по формуле:
![]() . (12)
. (12)
Угол контакта ножа с заготовкой φк равен:
![]() , (13)
, (13)
где lк - длина дуги контакта ножа с древесиной, мм;
Dср - средний диаметр торцово-конической фрезы, мм.
Длина дуги контакта lк определяется из выражения:
![]() , (14)
, (14)
где h - толщина доски, мм;
bфр - ширина фрезерования (средняя ширина рейки, отрезаемой подрезной пилой), мм;
a - угол поворота режущей кромки ножа относительно диаметральной плоскости фрезы (a = 15°), град.
Мощность фрезерования Nфр, кВт определяется из выражения:
![]() . (15)
. (15)
Нормальные и осевые силы при фрезеровании торцово-коническими фрезами
Установлено, что проекции касательной силы резания на оси координат X, Z равны, следовательно, и нормальная сила резания - Fz = 0. Подтверждены выводы работ [2, 3] о незначительности нормальных сил резания при принятых условиях торцово-конического фрезерования щепы. Таким образом, в расчетах сил резания во фрезерно-обрезных станках с малоножевыми коническими головками можно нормальную силу Fz не учитывать.
Осевая сила резания колеблется в широких пределах [4]. Силы зависят от размеров обработки. С уменьшением h и bфр уменьшаются и осевые силы.
Зависимость средней осевой силы резания ![]() от параметров h и bфр устанавливается по методике определения касательной силы резания. Для этого для каждой группы толщин досок 26-27 мм, 29-30 мм и 39 мм определим удельную осевую силу резания на дуге контакта
от параметров h и bфр устанавливается по методике определения касательной силы резания. Для этого для каждой группы толщин досок 26-27 мм, 29-30 мм и 39 мм определим удельную осевую силу резания на дуге контакта ![]() , Н/мм2, по формуле:
, Н/мм2, по формуле:
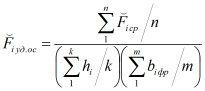 , (16)
, (16)
где n, k, m - количество значений ![]() , hi, bi фр, принятое для определения их средних значений
, hi, bi фр, принятое для определения их средних значений ![]() , hср, bфр. ср.
, hср, bфр. ср.
Расчеты ![]() выполняются раздельно для левой и правой фрезерных головок, и для обеих головок по каждой группе толщин досок. Затем определяется среднее значение удельной осевой силы резания
выполняются раздельно для левой и правой фрезерных головок, и для обеих головок по каждой группе толщин досок. Затем определяется среднее значение удельной осевой силы резания ![]() для всех групп толщин досок по формуле:
для всех групп толщин досок по формуле:
![]() , (17)
, (17)
где n - количество групп толщин досок, n = 3.
Расчеты показывают, что средняя удельная осевая сила резания на дуге контакта ножа с древесиной ![]() = 0,30 Н/мм2, ее отклонения от среднего значения в зависимости от параметров обработки не превышают 5 %. Это свидетельствует о том, что осевая сила резания
= 0,30 Н/мм2, ее отклонения от среднего значения в зависимости от параметров обработки не превышают 5 %. Это свидетельствует о том, что осевая сила резания ![]() изменяется пропорционально изменению h и bфр. Таким образом, структура формулы для расчетов
изменяется пропорционально изменению h и bфр. Таким образом, структура формулы для расчетов ![]() будет аналогичной формуле (12), по которой определяется касательная сила резания.
будет аналогичной формуле (12), по которой определяется касательная сила резания.
Средняя осевая сила резания ![]() на дуге контакта ножа с древесиной находится по формуле:
на дуге контакта ножа с древесиной находится по формуле:
![]() , (18)
, (18)
Осевая сила на обороте фрезы ![]() , Н, будет равна:
, Н, будет равна:
![]() . (19)
. (19)
Заключение
- Проведенные экспериментальные исследования позволили уточнить влияние условий процесса фрезерования на продольно-фрезерных станках с малоножевыми фрезами на силы и мощность резания.
- Значения касательных и осевых сил резания и мощности резания пропорциональны площади поперечного сечения h×bфр срезаемой рейки.
- Значения удельной касательной и удельной осевой силы резания соответственно равны 0,72 и 0,30 Н/мм2.
- Значение нормальной силы резания в условиях фрезерования в продольно-фрезерных станках равно нулю.
- Приведенные экспериментальные зависимости сил и мощности на резание в продольно-фрезерных станках с малоножевыми фрезами могут быть рекомендованы при назначении режимов их работы.
Рецензенты:
- Гороховский Александр Григорьевич, доктор технических наук, профессор, зав. кафедрой древесиноведения и специальной обработки древесины Уральского государственного лесотехнического университета, г. Екатеринбург.
- Уласовец Вадим Григорьевич, доктор технических наук, профессор кафедры механической обработки древесины Уральского государственного лесотехнического университета, г. Екатеринбург.
Библиографическая ссылка
Пашков В.К. СИЛЫ И МОЩНОСТЬ ПРИ ФРЕЗЕРОВАНИИ НА ФРЕЗЕРНО-ОБРЕЗНЫХ СТАНКАХ МАЛОНОЖЕВЫМИ КОНИЧЕСКИМИ ФРЕЗАМИ // Современные проблемы науки и образования. 2012. № 5. ;URL: https://science-education.ru/en/article/view?id=6971 (дата обращения: 01.07.2026).