


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
COMPARATIVE EVALUATION OF THE DIMENSIONAL ACCURACY OF DIGITAL MODELS OF JAWS MANUFACTURED BY TECHNOLOGY OF STEREOLITHOGRAPHY

В стоматологии гораздо интенсивнее, чем в других отраслях медицины, ведутся научные и исследовательские работы, что приводит к постоянному внедрению новейших технологий [1]. Стремительное развитие науки позволяет для изготовления стоматологических конструкций использовать 3D-принтеры, которые ускоряют процесс производства, устраняют необходимость ручного моделирования, а также исключают воздействие человеческого фактора, при этом сохраняя все анатомические данные пациентов в цифровом виде [2]. Однако до сих пор нет достоверной информации и сравнительных данных о точности моделей челюстей, полученных по технологии 3D-печати, от которой зависит результат ортопедического лечения.
Сегодня врачи-стоматологи имеют в своем арсенале инструменты, с помощью которых становится возможным увидеть будущую улыбку при комплексных работах не только на мониторах компьютеров, но и в полости рта. Для этого проводится диагностическое восковое моделирование формы и размеров будущих ортопедических конструкций на гипсовых моделях челюстей, установленных в артикулятор, а затем перенос этого макета в полость рта пациента с помощью силиконового ключа и быстротвердеющей пластмассы [3]. Восковое моделирование позволяет продемонстрировать будущий результат ортопедического лечения и является основой эстетики и функциональности. Ранее функция и эстетика были двумя конкурирующими сторонами реставрационного процесса. Если цель лечения заключалась в восстановлении полноценной функции, то это означало неудовлетворительный эстетический результат, и наоборот. Сейчас же эта проблема частично решается благодаря наличию возможности воскового моделирования, а также компьютерного моделирования и печати готового результата [4].
Технология 3D-печати ведёт свою историю с 1948 года, когда американец Чарльз Халл разработал методику послойного выращивания физических трёхмерных объектов из фотополимеризующейся композиции. Методика получила название «стереолитографии» (STL). В 1986 году была основана компания 3D System и разработано первое промышленное устройство для трёхмерной печати, которое выращивало смоделированный на компьютере трёхмерный объект из жидкой фотополимеризующейся композиции, нанося её слой за слоем на подвижную платформу, погружаемую в ванну с фотополимером. В печатающей головке материал (расплав из пластика, металла, литейного воска) предварительно разогревался до температуры плавления и поступал в рабочую камеру. Головка выпускала расплавленный материал в виде нити, которая укладывалась на рабочий стол. После этого платформа опускалась ниже на толщину одного слоя, чтобы можно было сформировать следующий слой.
Первым этапом изготовления стоматологических реставраций при помощи компьютерных технологий является получение цифрового (оптического) оттиска [5]. Считывание информации о рельефе поверхности и перевод ее в цифровой формат осуществляется с помощью 3D-сканера [6]. Все существующие технологии 3D-сканирования можно разделить на два типа: контактные (механические) и бесконтактные (дистанционные) [7]. Бесконтактный процесс сканирования осуществляется с помощью электромагнитных волн. Дистанционные сканеры подразделяются на оптические и лазерные, в зависимости от того, какие волны используются в процессе сканирования [8]. К достоинствам бесконтактных сканеров относятся высокая скорость получения цифрового оттиска и его высокая точность. После сканирования происходит обработка и преобразование полученной цифровой информации, реконструкция поверхности зубов на мониторе, создание виртуальной модели будущей реставрации, автоматизированное изготовление реставрации [9]. Использование технологии 3D-печати существенно упрощает работу врача-стоматолога и зубного техника. Благодаря наличию стандартных заготовок формы и размеров зубов можно быстро смоделировать будущую улыбку пациента и получить прототип этой улыбки в виде цифровой, а затем и напечатанной модели челюсти. Таким образом, значительно экономится время работы зубного техника, процесс моделирования анатомической формы зубов становится автоматизированным и более наглядным [10]. Однако до сих пор отсутствуют данные о размерной точности моделей челюстей, полученных по технологии стереолитографии, и вопрос о качестве изготовленных моделей челюстей, использующихся для изготовления провизорных реставраций, остается открытым.
Цель исследования
Провести сравнительную оценку размерной точности цифровых моделей челюстей, изготовленных в 3D-принтере Formlabs 2, с моделями челюстей, полученными по традиционной технологии из супергипса 4 класса Marmorock 20.
Материалы и методы
Клиническое исследование проводилось на базе стоматологической клиники Приволжского исследовательского медицинского университета Министерства здравоохранения Российской Федерации, а лабораторное – на базе зуботехнической лаборатории Master Dent города Нижнего Новгорода. В исследовании приняли участие 30 студентов стоматологического факультета НижГМА. Было проведено снятие двухслойных одномоментных оттисков С-силиконовым оттискным материалом Speedex putty с верхней и нижней челюстей, по которым были получены диагностические модели из супергипса 4 класса Marmorock 20 (коэффициент расширения 0,09%, прочность на сжатие 90 МПа). Одноэтапная методика получения двухслойных оттисков заключается в том, что оттискная ложка заполняется базовым материалом, в нем создается углубление, в которое вводится корригирующая масса. После этого ложка с двумя слоями материала вводится в полость рта для получения оттиска. Преимуществом данной техники является отсутствие деформации первого слоя оттиска вторым (которая может возникнуть при применении двухэтапной методики), что обусловлено одномоментным введением масс высокой и низкой вязкости в пластичном состоянии на протезное ложе. Отливка гипсовых моделей проводилась с соблюдением следующей технологии: соотношение воды и порошка 20 : 100 (мл : г), время заливки 6-7 минут, использование вибрационного столика.
Первым этапом проводилось сканирование – перевод гипсовой модели зубного ряда в трехмерное цифровое изображение с помощью сканера Ceramill map 400. Пороговая точность сканера 20 мкм. По данным цифровым моделям печатали модели из цифрового воска (Digital wax, «Formlabs grey») в 3D-принтере Formlabs 2 и сканировали их. Принцип работы 3D-принтера Formlabs 2 состоит в том, что изготовление модели происходит путем послойного отверждения жидких фотополимерных смол за счёт их полимеризации под действием ультрафиолетового лазера. Принтер имеет стандартные нерегулируемые настройки: разрешение принтера составляет 25-100 мкм, толщина слоя печати также 25-100 мкм, размер лазерного пятна - 140 мкм, мощность лазера - 250 МВт.
Далее проводилось сопоставление двух отсканированных моделей челюстей (из супергипса и из фотополимера) в компьютерной программе Exocad и изучение их размерной точности. В качестве контрольных были выбраны наиболее выступающие точки моделей челюстей: вершина резцового сосочка, поперечные небные складки, вершины бугорков жевательных зубов, наиболее выступающие участки шеек резцов и клыков на модели верхней челюсти и вершины межзубных сосочков, вершины бугорков жевательных зубов и наиболее выступающие участки шеек резцов и клыков на модели нижней челюсти. В результате наложения цифровых изображений появляются цветовые поля (рис. 1).

Рис. 1. Цветовая индикация точности моделей челюстей в компьютерной программе Exocad
Каждый цвет соответствует определенной величине расхождения между совмещенными цифровыми изображениями. Темно-синий цвет отображает расхождение точности в пределах 10 мкм, что принято за норму и свидетельствует о минимальной погрешности печати 3D-принтера и высоком уровне точности. Голубой цвет показывает расхождение в диапазоне от 13 до 22 мкм; зеленый – от 23 до 52 мкм; желтый – от 53 до 62 мкм; оранжевый – от 63 до 80 мкм. Красный цвет показывает расхождение точности более 80 мкм, что свидетельствует о низком уровне точности 3D–печати.
Также было проведено клиническое исследование, которое заключалось в визуальной сравнительной оценке точности прилегания временных коронок к шейкам передней группы зубов верхней и нижней челюстей. В одном случае временные коронки изготавливались путем переноса в полость рта заранее смоделированной формы зубов на гипсовой модели из зуботехнического воска. В другом случае - путем переноса в полость рта заранее смоделированной формы зубов на цифровой модели, напечатанной по технологии 3D-печати. Силиконовые ключи для переноса макета зубов изготавливались из С-силиконового материала Zetalabor putty, а материалом выбора для изготовления временных реставраций явился Luxatemp Star. Результат фотопротоколировался.
Результаты исследования
В ходе проведенных исследований выявлено, что в области передней группы зубов точность моделей, изготовленных по технологии 3D-печати, высокая относительно моделей, полученных по традиционной технологии из супергипса 4 класса (совпадение получено в 70% случаев для моделей верхней челюсти и в 47% случаев для моделей нижней челюсти). В области боковой группы зубов размерная точность оказалась значительно ниже (совпадение получено в 43% случаев для моделей верхней челюсти и в 7% случаев для моделей нижней челюсти) (рис. 2, 3).
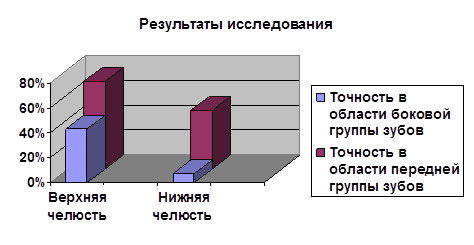
Рис. 2. Сравнительный анализ точности моделей, полученных по технологии 3D-печати
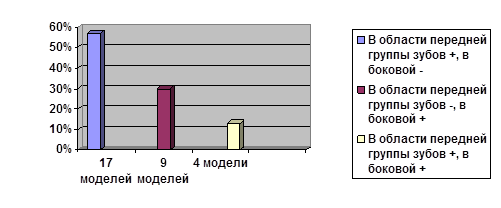
Рис. 3. Сравнительный анализ точности цифровых моделей челюстей в различных отделах зубного ряда верхней челюсти
Максимальное расхождение точности моделей из супергипса и цифровых моделей в боковом отделе зубного ряда наблюдалось на вершинах бугорков жевательных зубов и составило 120 мкм; в переднем отделе – в области шеек резцов и клыков - 150 мкм. В 6 случаях было получено полное совпадение цифровых и гипсовых моделей челюстей, то есть расхождение в пределах 10 мкм (таблица).
Средние значения расхождения точности моделей из супергипса 4 класса и моделей, изготовленных по технологии 3 D–печати
|
Зубы |
Режущий край / вершина бугорков зубов (мкм) |
Тело зуба (мкм) |
Шейка зуба (мкм) |
|
Резцы (верхняя челюсть/нижняя челюсть) |
(10/20) |
(10–20/30-40) |
(30/50) |
|
Клыки (верхняя челюсть/нижняя челюсть) |
(20–40/60) |
(10-20/30) |
(30–40/60) |
|
Премоляры (верхняя челюсть/нижняя челюсть) |
(40–50/100) |
(20–40/10-20) |
(50/90) |
|
Моляры (верхняя челюсть/нижняя челюсть) |
(60/100) |
(60–80/20) |
(90/90) |
Таким образом, наибольшая погрешность в печатных моделях наблюдалась на верхней челюсти в области шеек резцов и клыков, вершинах бугорков премоляров и моляров и в области шеек моляров и премоляров. На нижней челюсти наибольшая погрешность отмечалась также в области шеек резцов и клыков, а также на рвущих буграх клыков, вершинах жевательных бугорков и шейках премоляров и моляров, что, по нашему мнению, может быть связано с формой зубных дуг верхней и нижней челюстей. На верхней челюсти зубная дуга имеет форму полуэллипса, в связи с равномерным расширением которого происходит увеличение погрешности печати от передней группы зубов к боковым. Так как на нижней челюсти форма зубной дуги - парабола, следовательно, наибольшее расхождение в точности приходится на клыки, и далее по телу зубов идет приближение к совпадению в точности, но в области шеек и бугров зубов расхождение увеличивается по направлению к молярам.
При печати небольших фрагментов моделей зубного ряда верхней и нижней челюстей в пределах 6 зубов наблюдалось расхождение относительно гипсовых моделей в пределах 10 мкм, что говорит об их высокой точности. При увеличении размеров моделей в пределах зубного ряда появляется усадка фотополимера, что следует учесть при конструировании зубных протезов.
Анализ клинических случаев показал, что в области передней группы зубов точность прилегания временных коронок, изготовленных с помощью технологии 3D-печати, к шейкам невысокая. Отмечалось нечеткое воспроизведение контактных пунктов и границ маргинальной десны, наличие зазоров между временной конструкцией и десневым сосочком. При изготовлении временных реставраций по традиционному способу с помощью ручного моделирования формы и размеров зубов из зуботехнического воска на гипсовых моделях были получены эстетически более значимые результаты. Наблюдались более четкие контуры контактных пунктов, четкое прилегание к шейкам зубов и повторение контуров маргинальной десны.
Заключение
Таким образом, использование 3D-принтеров в ортопедической стоматологии имеет ряд преимуществ: экономия времени врача и зубного техника за счет наличия в программе стандартных заготовок формы и размеров зубов, автоматизация производственного процесса, возможность точной коррекции окклюзионных взаимоотношений и визуализации будущей улыбки, долгосрочность полученного результата в отличие от довольно хрупкой восковой моделировки, возможность многократного воспроизведения. К недостаткам цифровых моделей челюстей, полученных по технологии стереолитографии, можно отнести невысокую размерную точность боковых отделов зубного ряда, что, возможно, связано с погрешностью 3D-принтера при печати. Кроме того, отсутствие четкости контуров контактных пунктов и прилегания к десневому краю в области шеек всех групп зубов, по нашему мнению, также может быть связано с несовершенством технологии 3D-печати. При этом печать небольших фрагментов, особенно передних отделов зубного ряда, позволяет получать высокую точность модели и обеспечивает возможность использования ее для изготовления ортопедических конструкций.
Библиографическая ссылка
Вельмакина И.В., Жулев Е.Н., Богомолова Ю.Б. СРАВНИТЕЛЬНАЯ ОЦЕНКА РАЗМЕРНОЙ ТОЧНОСТИ ЦИФРОВЫХ МОДЕЛЕЙ ЧЕЛЮСТЕЙ, ИЗГОТОВЛЕННЫХ ПО ТЕХНОЛОГИИ СТЕРЕОЛИТОГРАФИИ // Современные проблемы науки и образования. 2018. № 3. ;URL: https://science-education.ru/en/article/view?id=27661 (дата обращения: 30.06.2026).