


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
INFLUENCE OF HETEROGENEITY OF MECHANICAL PROPERTIES OF VARIOUS ZONES OF THE WELDED BUTT JOINTS WORK CONNECTIONS IN ELASTIC-PLASTIC DEFORMATION STAGE

Целью исследования является повышение безотказности объектов магистральных трубопроводов за счет прочностной оптимизации механических и геометрических параметров сварного стыкового соединения.
На основании выполненной работы установлено влияние механической неоднородности различных зон сварного соединения на работу соединения в упругопластической стадии деформации.Результаты исследований рекомендуется использовать при проектировании технологических процессов сварочно-монтажных работ в ходе сооружения и ремонта объектов магистральных трубопроводов.
Объектами исследования являются сварные стыковые соединения базовых конструкций магистральных трубопроводов. Предметом исследования является работа механически-неоднородного сварного стыкового соединения в упругопластической стадии деформации.
Конструкции и оборудование в нефтегазовой отрасли относятся, в основном, к листовым соединениям. В системе добычи и транспорта это сборные трубопроводы месторождений, низконапорные газовые сети, магистральные транспортные трубопроводы, объемные конструкции, технологические трубопроводы и др.
Все выше перечисленные конструкции являются сварными. Поэтому для их изготовления используют низкоуглеродистые и низколегированные стали, обладающие хорошей свариваемостью и достаточно высокой сопротивляемостью зарождению и развитию дефектов, которые могут привести к разрушению сооружения в целом или отдельных его узлов. Большинство этих сталей относится к ферритоперлитному классу[4,5].
Сварное соединение является конструктивным и технологическим концентратором напряжений. Большая часть сварных соединений газопроводных конструкций представляет собой стыковые швы.Зона сварных соединений отличается так же структурной неоднородностью, обусловливающей неоднородность механических свойств, причём наиболее резкое изменение структуры наблюдается в около шовной зоне (зона термического влияния). В частности, неоднородность механических свойств проявляется в наличии разупрочнённых участков сварного соединения (мягких прослоек), где предел текучести ниже, чем у основного металла.
Влияние механической неоднородности на напряжённо-деформированное состояние сварного соединения основывается на сдерживании одними его участками деформации других участков при нагружении.При поперечном деформировании сварного соединения с мягкой прослойкой (рис. 1), мягкая прослойка (шов), первой вступит в пластическую деформацию, развитию которой сразу же станут препятствовать прилегающие участки более прочной зоны металла, так как они продолжают работать в области упругих деформаций.
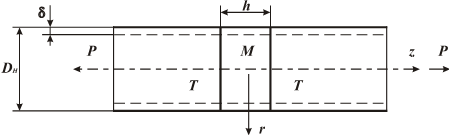
Рис. 1. Условное изображение сварного соединения трубопровода, имеющего поперечную мягкую прослойку:
![]() -
относительнаятолщина мягкой прослойки, где
-
относительнаятолщина мягкой прослойки, где ![]() -
толщина стенки трубы
-
толщина стенки трубы
Сдерживание пластической деформации мягкой прослойки связано с тем, что коэффициент поперечной деформации при пластической работе материала, равный 0,5, заведомо превышает значение коэффициента поперечной деформации при упругой работе (коэффициент Пуассона), который для стали находится в пределах 0,25 – 0,33. Это приводит к возникновению сложного напряжённого состояния, которое приобретает объёмный характер и, в конечном счёте, существенно влияет на прочность, запасы пластичности, энергоёмкости соединения, место и характер его разрушения. Особенно сильно сдерживание пластической деформации проявится, когда в мягкой зоне металла должна образоваться шейка, что связано с быстрым нарастанием поперечных деформаций. Но в результате сдерживания образование шейки в мягком металле произойдёт с задержкой во времени и при большем уровне средних растягивающих напряжений, что будет означать повышение прочности мягкой прослойки. Это повышение прочности обуславливается так называемым эффектом «контактного упрочнения» мягкой прослойки, т.к. взаимодействие мягкого и твёрдого металлов происходит по контактным поверхностям.
Вследствие контактного упрочнения прочность мягкой прослойки так и не достигает прочности основного металла, так как величина напряжённого состояния металла, окружающего прослойку, оказывается в значительной степени меньшей по сравнению с величиной напряжённого состояния мягкой прослойки. В результате металл, окружающий прослойку, начинает пластически деформироваться, тем самым ослабляя эффект упрочнения.
Предельное значение средних напряжений в механически неоднородном соединении определяем по формуле:
где ![]() – прочность металла мягкой прослойки;
– прочность металла мягкой прослойки;
![]() – коэффициент контактного
упрочнения мягкой прослойки;
– коэффициент контактного
упрочнения мягкой прослойки;
![]() – коэффициент реализации
контактного упрочнения.
– коэффициент реализации
контактного упрочнения.
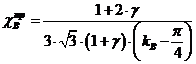
Коэффициент контактного упрочнения для случая поперечной мягкой прослойки в растягиваемой трубе зависит от наружного диаметра трубопровода и толщины стенки и определяется по следующей формуле:
где ![]() – параметр,
учитывающий соотношение наружного диаметра и толщины стенки (рис. 2).
– параметр,
учитывающий соотношение наружного диаметра и толщины стенки (рис. 2).
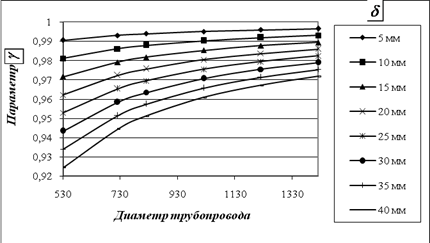
Рис. 2. К определению параметра ![]()
Из предположения о том, что контактное упрочнение может реализоваться полностью (что вполне соответствует реальному сварному соединению, подкрепленному более прочными участками зоны термического влияния), определяются значения коэффициента механической неоднородности, при которых будет соблюдаться условие равнопрочности соединения с мягкой прослойкой с известным эквивалентным значением относительной толщины прослойки.
Так как прочность сварного соединения с мягкой
прослойкой не может превышать прочности основного металла, можно зная значение
относительной толщины мягкой прослойки найти коэффициент механической
неоднородности который будет отвечать условию равнопрочности сварного
соединения с мягкой прослойкой. Коэффициент механической неоднородности
определяем по формуле (2) подставляя вместо значения![]() искомое
значение
искомое
значение![]() . Зависимость допустимого
коэффициента механической неоднородности в растягиваемой трубе от относительной
толщины мягкой прослойки представлена на рис. 3:
. Зависимость допустимого
коэффициента механической неоднородности в растягиваемой трубе от относительной
толщины мягкой прослойки представлена на рис. 3:
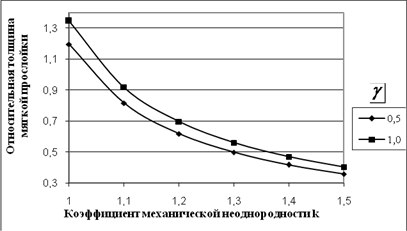
Рис. 3. Контактное упрочнение мягкой прослойки
Степень проявления эффекта контактного упрочнения, а вместе с ним уровень прочности, пластичности, энергоёмкости соединения, место и характер его разрушения, существенно зависят от относительных размеров и формы мягкой прослойки, соотношения свойств её металла и металла соседних участков соединения и от степени компактности сечения соединительных элементов.
Рассмотрим
соединение, которое наиболее соответствует реальному сварному стыковому
соединению. Это соединение, в котором значение относительной толщины мягкой
прослойки меньше критического значения![]() (значение
при котором с уменьшением относительной толщины прослойки начинается контактное
упрочнение), равного
(значение
при котором с уменьшением относительной толщины прослойки начинается контактное
упрочнение), равного ![]() , и мягкая прослойка
подкреплена участками ЗТВ.
, и мягкая прослойка
подкреплена участками ЗТВ.
 . (3)
. (3)
где![]() - коэффициент механической неоднородности
по прочности.
- коэффициент механической неоднородности
по прочности.
Здесь разрушение произойдет по основному металлу (рис. 4), так как прочность мягкой прослойки превышает прочность последнего.

Рис. 4 Характерный тип разрушения сварного стыкового соединения
В данном случае относительное сужение соединения будет
равным относительному сужению основного (“твердого”)металла![]() и относительное удлинение также будет
практически отвечать указанной характеристике для основного(“твердого”) металла
и относительное удлинение также будет
практически отвечать указанной характеристике для основного(“твердого”) металла
![]() .
.
Для получения формул зависимости пластических
характеристик соединения от относительной толщины мягкой прослойки ![]() используются экспериментально
установленные данные независимости истинного сопротивления разрыву вязкой
прослойки
используются экспериментально
установленные данные независимости истинного сопротивления разрыву вязкой
прослойки ![]() от
от ![]() в
широком диапазоне толщины прослойки и равенство указанной характеристики
величине
в
широком диапазоне толщины прослойки и равенство указанной характеристики
величине ![]() , полученной при испытании
стандартных образцов, вырезанных из мягкого металла.
, полученной при испытании
стандартных образцов, вырезанных из мягкого металла.
Коэффициент ![]() , описывающий
контактное упрочнение для
, описывающий
контактное упрочнение для ![]() и
и ![]() , можно с достаточной точностью
распространить на любую степень пластической деформации, т.е. считать, что
, можно с достаточной точностью
распространить на любую степень пластической деформации, т.е. считать, что ![]() . В этом случае условие
. В этом случае условие ![]() можно записать в виде:
можно записать в виде:
![]() . (4)
. (4)
Получаем формулу для определения относительного сужения механически неоднородного сварного соединения:
![]() . (5)
. (5)
На рис. 5 представлена зависимость относительного
сужения ![]() механически-неоднородного
сварного соединения от относительной толщины мягкой прослойки
механически-неоднородного
сварного соединения от относительной толщины мягкой прослойки ![]() при различных значениях относительного
сужения металла прослойки.
при различных значениях относительного
сужения металла прослойки.
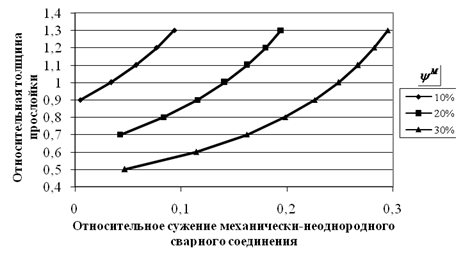
Рис. 5.
Зависимость ![]() от
от![]()
Формула для соединения элементов компактного сечения имеет следующий вид:
 (6),
(6),
здесь ![]() - кратность
образца;
- кратность
образца;![]() ;
; ![]() ;
;
![]() и
и ![]() -
соответственно относительное сужение и относительное удлинение твердого
основного металла, реализованные к моменту разрушения соединения, т.е. при
средних напряжениях
-
соответственно относительное сужение и относительное удлинение твердого
основного металла, реализованные к моменту разрушения соединения, т.е. при
средних напряжениях ![]() .
.
Диаграммы растяжения образцов(рис. 6) позволяют оценить поведение материала в упругой и упругопластической стадиях деформирования, а также определить механические характеристики материала.
Результаты испытаний на растяжение подтверждают увеличение пластических свойств сварного стыкового соединения с мягкой прослойкой без снижения прочностных характеристик при ограничении величины относительной толщины мягкой прослойки.
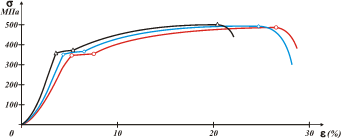
Рис. 6. Диаграммы растяжения экспериментальных образцов:
![]() - диаграмма растяжения оптимизированного сварного соединения;
- диаграмма растяжения оптимизированного сварного соединения;
![]() - диаграмма растяжения стандартного сварного соединения;
- диаграмма растяжения стандартного сварного соединения;
![]() - диаграмма растяжения образца из стали
- диаграмма растяжения образца из стали
Проведенные исследования подтверждают возможность создания такого сварного соединения, в котором шов, являясь мягкой прослойкой, повысит несущую способность соединения за счет увеличения зоны упругих деформаций и перераспределения поля напряжений.
Рецензенты:
Иванов В.А., д.т.н., профессор кафедры «Транспорт углеводородных ресурсов», ФГБОУ ВО «Тюменский государственный нефтегазовый университет», г.Тюмень;
Соколов С.М., д.т.н., профессор кафедры «Транспорт углеводородных ресурсов», ФГБОУ ВО «Тюменский государственный нефтегазовый университет», г.Тюмень.
Библиографическая ссылка
Берг В.И., Чекардовский М.Н., Якубовская С.В., Торопов В.С. ВЛИЯНИЕ НЕОДНОРОДНОСТИ МЕХАНИЧЕСКИХ СВОЙСТВ РАЗЛИЧНЫХ ЗОН СВАРНОГО СТЫКОВОГО СОЕДИНЕНИЯ НА РАБОТУ СОЕДИНЕНИЯ В УПРУГОПЛАСТИЧЕСКОЙ СТАДИИ ДЕФОРМАЦИИ // Современные проблемы науки и образования. 2015. № 2-3. ;URL: https://science-education.ru/en/article/view?id=23518 (дата обращения: 28.07.2026).