


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
INFLUENCE OF INITIAL FEEDSTOCK QUALITY AND ADHESIVES ON PACKAGING CORRUGATED BOARD STRENGTH PROPERTIES

В настоящее время существует большое количество упаковочных материалов, таких как бумага, картон, полимеры, стекло, древесина и другие. Однако среди большого многообразия используемых упаковочных материалов картон и бумага занимают лидирующие позиции в тароупаковочной отрасли. Доля их использования составляет в среднем 50% от общего потребления и доминирует не только по объемам производства, но и по широкой номенклатуре тароупаковочной продукции и ассортименту упаковываемых товаров.
Наиболее распространенным материалом для создания картонно-бумажной упаковки является гофрокартон, на долю которого приходится около 70% всего производимого упаковочного картона в России. Сочетание прочностных характеристик, легкости, возможности вторичной переработки и нанесения многоцветной печати позволили занять гофрокартону лидирующие позиции на мировом рынке транспортной упаковки.
Несмотря на значительный рост выпуска картонной тары, структура её производства в России недостаточно прогрессивна. Незначительна доля картонной тары из пятислойного гофрокартона. Практически отсутствует производство упрочнённого и влагостойкого гофрокартона. Это не позволяет полностью удовлетворить все запросы потребителей, и поэтому не менее 25% гофрокартона на российский рынок продолжает ввозиться из-за рубежа [9]. Потребность в гофрированном картоне с улучшенными эксплуатационными свойствами в России составляет примерно 120-130 млн м2. Однако его отечественное производство до настоящего времени не организовано. Опыт зарубежных стран показывает, что именно использование тары из гофрокартона с улучшенными эксплуатационными свойствами наиболее эффективно, поскольку при этом значительно расширяется область его применения, повышается качество и обеспечивается экономное расходование ресурсов на тару [2].
В России разработкой способов повышения прочности и придания влагопрочности гофрированному картону и таре из него занимается Научно-исследовательский и экспериментально-конструкторский институт тары и упаковки (НИЭКИТУ). В частности, им были разработаны и апробированы, в условиях производства, технологии выпуска гофрированного картона повышенной прочности с дублированным гофрированным слоем (дублированный картон) и влагопрочного гофрированного картона по методу термосклеивания (термосклеенный картон). В институте исследовали возможности придания влагопрочности и повышения прочности гофрокартона способом ламинирования полимерными пленками и покрытия парафиновыми и микровосковыми композициями. Опытные партии упрочненного таким образом гофрокартона испытывали при упаковке продовольствия для Минобороны [8].
Влагопрочный гофрированный картон по методу термосклеивания может быть получен методом поверхностной обработки всех трех слоев гофрокартона специальным клеем-расплавом и склеивания слоев за счет его отверждения. Бумага для гофрирования и оба плоских слоя картона с раскатов проходят через клеевые ванны, заполненные жидким клеем-расплавом, и далее бумага заправляется в гофропресс, гофрируется и на выходе соединяется с двумя слоями картона, прошедшими через подогреватели. Соединенные три слоя гофрокартона направляются на охлаждающий стол, где происходят отверждение клея-расплава и склеивание за счет этого слоев гофрокартона. В результате получается гофрокартон с высокими прочностными параметрами и очень высокой влагопрочностью (до 80%). Термосклеенный картон разрабатывался для упаковки промышленных взрывчатых веществ, хранение которых осуществляется в шахтах при относительной влажности 100%, и для перевозки плодоовощной продукции [8].
Результаты испытаний разработанных НИЭКИТУ картонов повышенной прочности и влагопрочности показали возможности значительного повышения прочностных параметров (до 90%) и влагопрочности (до 80%).
НИЭКИТУ принимал участие также в освоении производства влагостойкой тары из импрегнированного гофрокартона (парафинированного), полученного методом впрыскивания парафина или нанесения его валиком на них.
Все рассмотренные выше пути по производству гофрокартона повышенной прочности и влагостойкости приводят к его значительному удорожанию. Существует ещё один компонент в изготовлении гофрокартона – клей. Содержание клея в массе гофрокартона всего 2-3%, но его роль является одним из значительных факторов в производстве гофрокартона. От его качества напрямую зависит качество конечного продукта [6].
Необходимость в гидрофобном свойстве гофрокартона возникает в любом влажном месте от завода производителя до конечного потребителя [3; 4].
Цель данной работы – исследование влияния качества исходного сырья и клеящих составов на прочностные свойства упаковочного гофорокартона.
Материалы и методы исследования
Объектами исследования являлись образцы трехслойного гофрированного картона, отличающиеся различными физико-механическими показателями бумаги внешнего, внутреннего слоя и гофры (табл. 1, 2).
Для всех образцов был определён показатель поверхностной впитываемости по ГОСТ 12603-97 «Метод определения поверхностной впитываемости капельным способом». Сущность метода заключается в определении поверхностной впитываемости по времени поглощения органического растворителя, нанесенного на поверхность гофрированной бумаги или плоского картона [1].
Таблица 1
Данные образцов бумаги для гофрирования
|
Образец |
Б-1 |
Б-2 |
|
Марка |
Б-0-125 |
Б-3-112 |
|
Поставщик |
ОАО «Марийский ЦБК» г. Волжск |
ООО «Картон и Упаковка» г. Учалы |
|
Масса бумаги площадью 1 м2, г |
127 |
112 |
|
Толщина, мм |
0,16 |
0,13 |
Таблица 2
Данные образцов картона для плоских слоев
|
Образец |
К-1 |
К-2 |
К-3 |
К-4 |
|
Марка |
К-150 |
К-3-150 |
К-150 |
К-ТУ-135 |
|
Поставщик |
ООО «Картонно-бумажный комбинат» г. Туймазы |
ООО «Картон и Упаковка» г. Учалы |
ОАО «Марийский ЦБК» г. Волжск |
ОАО «Сыктывкарский ЛПК» г. Сыктывкар |
|
Масса бумаги площадью 1 м2, г |
148,3 |
141,0 |
146,8 |
132,4 |
|
Толщина, мм |
0,23 |
0,198 |
0,21 |
0,176 |
Держатель прибора устанавливают под углом 30° при испытании ксилолом. Образец (200х200 мм), закрепляют в держателе и устанавливают бюретку так, чтобы конец ее находился на расстоянии 50 мм от поверхности образца. Открыв кран, наносят на поверхность образца одну каплю ксилола, одновременно включая секундомер. Конец испытания определяют по исчезновению блеска поверхности, одновременно останавливая секундомер.
Впитывающая способность выражается в секундах как среднее арифметическое результатов определений для каждой стороны. Результаты округляют до 1 с.
Результаты исследования
Определили поверхностную впитываемость бумаг для гофрирования и картона для плоских слоев. Результаты эксперимента представлены в таблице 3 и на рис. 1.
Анализ полученных результатов показал, что образцы основных составляющих трехслойного гофрированного картона отличаются по показателю впитываемости и это снижает прочностные свойства гофрокартона, поэтому необходим подбор сочетания гофрированного слоя бумаги с картоном для достижения прочного склеивания, а также подбор клея с оптимальной вязкостью.
Таблица 3
Показатель поверхностной впитываемости образцов
|
Образец |
Среднее значение впитываемости, с |
|
|
1 |
К-1 |
21 |
|
2 |
К-2 |
20 |
|
3 |
К-3 |
35 |
|
4 |
К-4 |
60 |
|
5 |
Б-1 |
63 |
|
6 |
Б-2 |
19 |
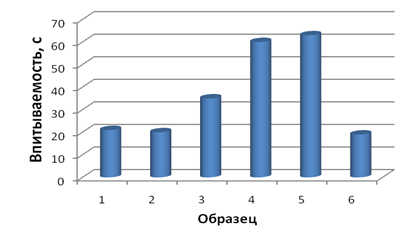
Рис. 1. Показатель впитываемости основных составляющих гофрокартона
Изучение основных характеристик различных клеевых составов российского и зарубежного производства позволил установить, что наиболее эффективным является сухой клей «Упакол» (ТУ 9187-001-53862581-2005), изготовленный на базе смеси натурального и модифицированного кукурузного крахмала с добавками импортного производства, который разводится холодной водой в соотношении (1:(3,5 – 5)). При максимальной впитываемости лучше использовать соотношение клея и воды 1:5, при этом вязкость должна быть 30 с., а при минимальной впитываемости 1:3,5 вязкость 50 с. [5; 7].
Соотношение сухого клея и воды подбирается в зависимости от типа бумаги для гофрирования и картона для плоских слоев, от мощности и требуемой вязкости клея. Готовность клея определяют по требуемой вязкости.
Применение сухого клея «Упакол» позволяет отказаться от длительной процедуры варения, которая необходима при использовании обычного крахмального клея. Эта технология не требует дополнительных затрат на электроэнергию и химические добавки, а также обеспечивает высокое качество склеивания при производстве гофрокартона с улучшенными эксплуатационными свойствами. Регулируя соотношение воды и сухого компонента, можно получить клей с заданными свойствами (необходимой вязкостью) – оптимальными для конкретного гофроагрегата и поставляемого сырья, что позволяет повысить производительность продукции, уменьшить количество брака и снизить энергопотребление гофроагрегатом.
При использовании обычного крахмального клея, который достаточно быстро теряет клейкие свойства во влажной среде, необходимо использовать добавки, улучшающие качество клея и влагопрочностные свойства гофрокартона.
Для придания гофрокартону влагопрочностных свойств можно использовать гидрофобную добавку СР-88 на основе кетон-альдегидной смолы, добавляемую в готовый крахмальный клей.
Гидрофобность достигается перекрестной реакцией между крахмалом и смолой, при которой формируется ковалентная сетка связующих точек. Поперечное соединение между смолой и крахмалом вызывает уплотнительный эффект, лишая клеевой шов возможности присоединять молекулы воды. Сетка образуется после желатинирования клея. Химическая связь стабильна в воде, и клей приобретает гидрофобные качества. Реакция зависит от температуры, pH и других параметров. Сухой крахмальный клей растворим в воде, и смола растворима в воде, но при смешивании указанных компонентов и последующем нагревании смеси до температуры 120 °С образуется полимер, нерастворимый в воде [8].
Применение гидрофобной добавки CP–88 позволяет улучшить качество гофрокартона, его гидрофобность, а также повысить эффективность производства и снизить количества брака.
Для изготовления водостойкого клеящего вещества в готовый клей добавляется 6-7% гидрофобной добавки (требуемое количество смолы – 15 кг на тонну клея) СР-88 относительно крахмала при постоянном перемешивании клеящего вещества.
Водостойкое клеящее вещество готово к применению примерно через 5 минут (минимальное время) после добавления смолы. В комбинации с крахмалом для склеивания гофрированного картона этот материал обеспечивает влагостойкое склеивание картона.
При производстве гофрокартона с гидрофобной добавкой CP-88 получается плоский, хорошо склеенный картон с влажностью чуть выше обычной, что позволяет более полно проявить свойства водостойкости через 24 часа.
Для проверки действия добавки CP-88 проводят тест ФЕФКО № 9 на водостойкость различных образцов гофрокартона. Во время испытания используют воду с температурой 50 °C и в количестве, необходимом для погружения гофрокартона размером 10×10 см. Предварительно пометив образцы «с добавкой»/«без добавки» (с добавкой CP-88 со знаком «+»), погружают в воду и сразу включают секундомер. Через несколько минут гофрокартон «без добавки» расслоится на составные части, гофрокартон «с добавкой» должен остаться в неизменном состоянии спустя 24 часа. Если спустя сутки после погружения образцов в воду гофрокартон и произведенные из него короба выдержат тест ФЕФКО № 9 - отсутствие видимой расклейки.
Выводы
На основании результатов проведённого исследования можно сделать следующие выводы:
− несмотря на значительный рост выпуска картонной тары, структура её производства в России недостаточно прогрессивна; незначительна доля картонной тары из пятислойного гофрокартона; практически отсутствует производство упрочнённого и влагостойкого гофрокартона;
− прочностные свойства упаковочного гофрокартона можно значительно увеличить при использовании сухого клея на базе модифицированного и натурального кукурузного крахмала, разводимого холодной водой, что позволяет отказаться от длительной процедуры варения, не требует дополнительных затрат на электроэнергию и химические добавки, а также обеспечивает высокое качество склеивания при производстве гофрокартона;
− регулируя соотношение воды и сухого компонента, можно получить клей с заданными свойствами (необходимой вязкостью) – оптимальными для конкретного гофроагрегата и поставляемого сырья, что позволит повысить производительность технологической линии, уменьшить количество брака и снизить энергопотребление гофроагрегатом;
− при производстве гофрокартона с гидрофобной добавкой CP-88 получается плоский, хорошо склеенный картон с повышенными влагопрочностными свойствами, который можно будет эксплуатировать в климатических условиях с повышенной влажностью и изготавливать из него тару для упаковки замороженной продукции.
Рецензенты:
Бигеев В.А., д.т.н., профессор, директор Института металлургии, машиностроения и металлообработки ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», г. Магнитогорск;
Стеблянко В.Л., д.т.н., профессор ФГБОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова», г. Магнитогорск.
Библиографическая ссылка
Чупрова Л.В., Мишурина О.А., Муллина Э.Р., Ершова О.В. ИССЛЕДОВАНИЕ ВЛИЯНИЯ КАЧЕСТВА ИСХОДНОГО СЫРЬЯ И КЛЕЯЩИХ СОСТАВОВ НА ПРОЧНОСТНЫЕ СВОЙСТВА УПАКОВОЧНОГО ГОФРОКАРТОНА // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=18955 (дата обращения: 01.07.2026).