


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
ELEMENTAL ANALYSIS SURFACES AFTER GRINDING STANDARDAND IMPREGNATED ABRASIVE TOOL

Важнейшим фактором обеспечения заданного качества поверхности при изготовлении детали и поддержания его на заданном уровне в процессе эксплуатации является внешняя среда, обладающая специальными физическими и химическими свойствами. В экстремальных условиях контактного взаимодействия внешняя среда вступает во взаимодействие с контактируемыми поверхностями, изменяя их первоначальное состояние [5].
Исследование взаимодействия внешней среды с контактируемыми поверхностями находиться на стыке несколько научных направлений, таких как трибология, механохимия и физика твердого тела. Влияние импрегнирования абразивного инструмента на физико-химические процессы в зоне резания является ярким примером действия внешней среды[3,4].
Описание процесса и методики импрегнирования абразивного инструмента представлено в работе [2].
Наиболее информативным методом оценки химического состояния поверхностного слоя является элементный анализ, который реализуется с помощью различных специальных приборов таких как, Оже-спектрометр, масс-спектрометр вторичных ионов и др.[1].
Методика эксперимента
Исследование химического состава и структуры поверхности обрабатываемого материалов проведены на основе последних мировых достижений в области физических методов контроля качества поверхности с использованием растрового двухлучевого электронного микроскопа Versa 3D LoVac.
Для анализа элементного состава поверхности на исследуемой поверхности выбирается область площадью 7000 нм2и небольшие локальные участки. Исследование проводят в условиях высокого вакуума, следовательно, физически адсорбированных атомов не останется, т.е. на поверхности будут присутствовать только соединения с сильной химической связью.
Для проведения исследований подготовлены образцы из стали 12Х18Н9Т размером 10×10×1 ммпрошлифованные импрегнированным и стандартным абразивным инструментом. При следующих режимах шлифования: глубина шлифования t (подача на ход стола) t = 0,01 мм, продольная подача Vs = 12 м/мин, величина снимаемого припуска составляла 0,2 мм.
Результаты и их обсуждение
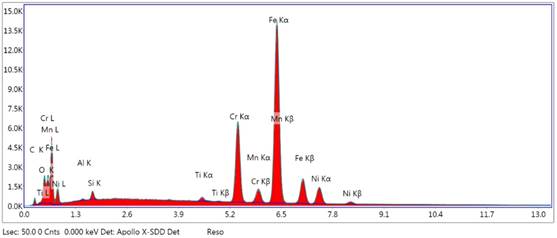
Рис. 1. Спектральный анализ поверхности обработанной стандартным абразивным инструментом
Результаты исследования (рис. 1) поверхности прошлифованной стандартным абразивным инструментом представлены в табл. 1.
Таблица 1
Химический состав образца на поверхности
|
Элемент |
Весовая доля, % |
Атомная доля, % |
Погрешность % |
|
C |
3,27 |
12,65 |
12,01 |
|
O |
2,54 |
7,13 |
8,16 |
|
Al |
0,16 |
0,28 |
33,67 |
|
Si |
0,8 |
1,32 |
10,41 |
|
Ti |
0,6 |
0,58 |
12,81 |
|
Cr |
15,51 |
13,91 |
1,83 |
|
Mn |
1,3 |
1,1 |
11,06 |
|
Fe |
66,54 |
55,44 |
1,88 |
|
Ni |
9,25 |
7,33 |
3,98 |
Исследование образца при шлифовании импрегнированного абразивного инструмента изучали поверхность большой площади 7000 нм2 (рис. 2) и локальные участки (рис. 3) представляющие собой следы контактного взаимодействия абразивного зерна или связки с обрабатываемой поверхностью.
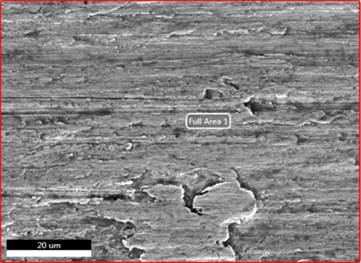
Рис. 2. Исследуемый участок поверхности обработанной импрегнированным абразивным инструментом
При осмотре обработанной поверхности обнаружен участок контакта абразивного зерна, выраженный углубленной площадкой (рис. 3). С целью сравнительного анализа химического состава поверхности данного участка (2) с более масштабной областью контактного взаимодействия (1), проведены исследования элементного состава и приведены количественные значения данного сравнения (табл. 2).
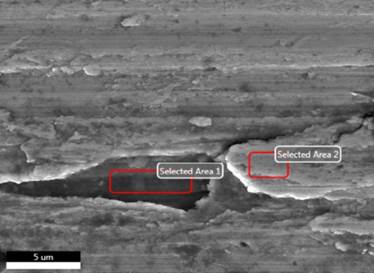
Рис. 3. Исследуемый локальный участок поверхности
Таблица 2
Элементный состав исследуемых поверхностей
|
Элемент |
Весовая доля, % |
Атомная доля, % |
Погрешность % |
|||
|
1 |
2 |
1 |
2 |
1 |
2 |
|
|
C |
2,91 |
18,9 |
11,24 |
45,99 |
12,52 |
9,24 |
|
N |
0,08 |
1,25 |
0,25 |
2,6 |
99 |
23,5 |
|
O |
3,07 |
4,95 |
8,91 |
9,05 |
8,26 |
9,21 |
|
Na |
- |
2,35 |
- |
2,99 |
- |
11,33 |
|
Mg |
- |
0,25 |
- |
0,3 |
- |
17,34 |
|
Al |
0,18 |
0,26 |
0,32 |
0,29 |
28,71 |
15,07 |
|
Si |
0,56 |
0,94 |
0,92 |
0,97 |
11,48 |
8,48 |
|
S |
- |
0,07 |
- |
0,07 |
- |
33,25 |
|
Сl |
0,07 |
0,17 |
0,09 |
0,14 |
58,02 |
16,12 |
|
K |
- |
0,33 |
- |
0,25 |
- |
12,17 |
|
Ca |
0,19 |
0,39 |
0,22 |
0,28 |
24,93 |
13,4 |
|
Ti |
0,96 |
0,52 |
0,93 |
0,32 |
7,88 |
12 |
|
Cr |
15,41 |
12,13 |
13,77 |
6,82 |
1,85 |
1,8 |
|
Mn |
1,4 |
1,25 |
1,18 |
0,67 |
9,71 |
8,72 |
|
Fe |
66,18 |
49,79 |
55,04 |
26,06 |
1,89 |
1,78 |
|
Ni |
9 |
6,44 |
7,12 |
3,21 |
3,99 |
3,76 |
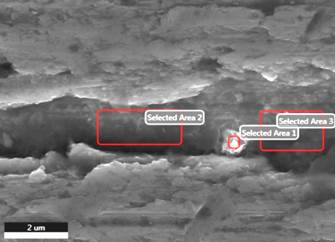
Рис. 4. Исследуемый участок поверхности движения абразивного зерна
В ходе проведения исследований обнаружен ярко выраженный след движения абразивного зерна с присутствием в анализируемой зоне микро скола. Элементный анализ данной зоны позволит оценить химию процесса контактного взаимодействия и ее динамику. Для этого выбраны три исследуемой области: область предполагаемого зерна; контактная зона до скола; контактная область после скола (рис. 4). Результаты анализа представлены в табл. 3.
Таблица 3
|
Элемент |
Весовая доля, % |
Атомная доля, % |
Погрешность % |
||||||
|
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
|
|
C |
5,33 |
9,01 |
9,87 |
13,12 |
29,47 |
30,7 |
11,6 |
10,9 |
10,12 |
|
N |
0,48 |
0,52 |
0,44 |
1,01 |
1,45 |
1,18 |
22,88 |
46,81 |
99 |
|
O |
17,09 |
2,35 |
2,71 |
31,57 |
5,78 |
6,32 |
7,75 |
9,15 |
9,11 |
|
Na |
- |
- |
1,44 |
- |
- |
2,33 |
- |
- |
13,57 |
|
Mg |
- |
- |
0,46 |
- |
- |
0,7 |
- |
- |
15,29 |
|
Al |
22,6 |
0,12 |
0,48 |
24,76 |
0,18 |
0,66 |
6,6 |
34,23 |
13,46 |
|
Si |
0,31 |
0,49 |
0,76 |
0,33 |
0,68 |
1,01 |
13,29 |
11,41 |
10,12 |
|
S |
0.09 |
0,09 |
0,21 |
0,08 |
0,11 |
0,24 |
30,32 |
33,7 |
15,5 |
|
Сl |
0,12 |
0,09 |
0,18 |
0,1 |
0.1 |
0,19 |
21,46 |
38,56 |
18,41 |
|
K |
0,15 |
0,2 |
0,25 |
0,11 |
0,2 |
0,24 |
19,98 |
17,42 |
15,38 |
|
Ca |
0,31 |
0,57 |
0,81 |
0,23 |
0,56 |
0,76 |
16,52 |
11,81 |
7,96 |
|
Ti |
0,35 |
0,53 |
0,61 |
0,21 |
0,44 |
0,48 |
15,46 |
12,94 |
11,49 |
|
Cr |
10,56 |
14,93 |
14,27 |
6 |
11,28 |
10,25 |
2,01 |
1,83 |
1,83 |
|
Mn |
1,16 |
1,48 |
1,51 |
0,62 |
1,06 |
1,03 |
11,1 |
8,77 |
7,99 |
|
Fe |
37,88 |
61,95 |
58,68 |
20,05 |
43,57 |
39,24 |
1,89 |
1,87 |
1,86 |
|
Ni |
3,58 |
7,67 |
7,32 |
1,8 |
5,13 |
4,66 |
5,34 |
3,98 |
3,94 |
Результаты анализа подтверждают (табл.3), предположение о нахождение в зоне контакта микро скола абразивного зерна, в виду высоких наблюдаемых значений алюминия и кислорода. На поверхности зерна сохраняется общая тенденция высокого содержание не металлов и пониженное значение металлов, т.е. зерно покрыто химическими соединениями, что говорит об отсутствии чистого адгезионного контакта зерна с обрабатываемым материалом. Таким образом, на лицо проявление экранирующего действия импрегнатора на контактные процессы.
В локальных участках контактного взаимодействия, наблюдается повышенное содержание не металлов, так углерода увеличивается в 6 раза, кислорода в 1,7 раза, и в 15 раза больше присутствия азота. При этом процентное содержание металлов заметно снижается. Анализируя атомные и весовые доли, можно сделать заключение о непосредственном химическом взаимодействии металлов входящих в состав стали, с веществами, образующимися при термическом разложении импрегнатора. Так, атомная доля металлов в среднем снижается в 2 раза, по сравнению с весовой долей. Тогда как у не металлов происходит все с точностью наоборот. Также в локальных участках обнаружено не большое количество атомов кальция, калия и магния, что указывает о контактном взаимодействии со связкой инструмента.
Таким образом, в локальных участках поверхности в зоне непосредственного контактного взаимодействия абразивного зерна с обрабатываемым материалом, происходит интенсификация химического взаимодействия продуктов импрегнатора с металлом с образованием химических соединений.
Сопоставляя данные, полученные при анализе области до и после скола зерна, можно сделать следующие выводы. Количественный и качественный состав металлов входящих в структуру стали существенно не меняется. Аналогично и касательно элементов углерода, кислорода и азота. В третьей области появляются атомы натрия и магния, при повышенных значениях атомов калия, кальция и кремния, что может характеризовать разрушение связки после скола зерна. Отмечается повышенное содержание атомов хлора, которые попадают в данную область возможно в результате разрыва плотного контакта после скалывания зерна.
Полученные значения химического анализа зоны контактного взаимодействия подтверждают ранее сделанные выводы при сопоставлении с результатами, которые наблюдаются при оценке более масштабных областей.
Подводя итоги полученных результатов элементного анализа поверхности обработанной импрегнированным абразивным инструментом, пропитанным модернизированным составом, можно сделать заключение о локальном влиянии импрегнатора на процесс контактного взаимодействие. Несомненно, данное обстоятельство имеет положительный характер, т.к. химический состав самой поверхности не изменяется, а все влияние импрегнатора проявляется непосредственно в зоне контактного взаимодействия абразивного зерна с обрабатываемым материалом.
Применение электронного микроскопа Versa 3D LoVac позволило подтвердить влияние импрегнатора на процесс резания. Химический состав обработанной поверхности значительно модифицируется, что влечет за собой изменение механизмов контактного взаимодействия.
Рецензенты:
Санинский В.А., д.т.н., доцент, профессор кафедры «Технология и оборудование машиностроительных производств», Волжский политехнический институт (филиал) ФГБОУ ВПО «Волгоградский государственный технический университет», г. Волжский;
Пушкарев О.И., д.т.н., профессор, профессор кафедры «Общетехнические дисциплины», Волжский институт строительства и технологий (филиал) ФГБОУ ВПО «Волгоградский государственный архитектурно-строительный университет», г. Волжский.
Библиографическая ссылка
Митрофанов А.П., Боровкова Е.С., Мухина К.А. ЭЛЕМЕНТНЫЙ АНАЛИЗ ПОВЕРХНОСТНОГО СЛОЯ ПОСЛЕ ШЛИФОВАНИЯ ИМПРЕГНИРОВАННЫМ И СТАНДАРТНЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=18931 (дата обращения: 01.07.2026).