


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THE REMOVAL RATE ALLOWANCE FOR GRINDING SPHERICAL BASE END OF A TAPERED ROLLER BEARING ON THE SXK-5A GRINDER

Повышение производительности и увеличении сроков службы машин и механизмов требует постоянного улучшения конструкции и технологии производства подшипников качения, повышения их грузоподъемности и долговечности. В машино- и автомобилестроении широко применяются конические роликовые подшипники, обеспечивающие надежную работу вращающихся узлов при радиальных и осевых нагрузках. Долговечность подшипника в значительной степени определяется качеством изготовления тел качения – роликов. В условиях производства наиболее распространенным методом обработки сферических торцов конических роликов является бесцентровое шлифование периферией круга с непрерывной подачей.
Для образования сферической поверхности ролика на ОАО «ЕПК Волжский» используется, в частности, специальный шлифовальный автомат мод. SXK-5A. Станок обрабатывает ролики с наружным диаметром 6–25 мм и углом конической поверхности 2–8° [6].
Согласно классификации [9], схема базирования относится к способу, когда ролик устанавливается образующей поверхностью по направляющей базе, реализуемой путем контакта ролика с торцовыми поверхностями жестких опорных дисков. Диски установлены соосно и вращаются в противоположные стороны с разной угловой скоростью, обеспечивая вращение заготовки вокруг своей оси и оси круговой подачи. В процессе качения по дискам заготовка вступает в контакт с боковой поверхностью паза направляющего приспособления деталей, соосно установленного с дисками. Скорость подачи базовой поверхности ролика определена в работе [2].
В работах [1; 3; 5; 8] выполнен анализ существующих способов шлифования. Для разработки математической модели формообразования сферы исследована кинематика движения абразивного зерна. С целью обеспечения стабильного параметра «длина ролика» исследовано влияние различных погрешностей, возникающих в процессе шлифования. Приведены результаты испытаний, полученных при шлифовании различными кругами поверхности сферы ролика.
Абразивный инструмент на операции сферошлифования состоит из трех кругов различных характеристик и высоты. Это позволяет в одном проходе ролика через зону обработки соединить черновое, получистовое и чистовое шлифование. Известно, что производительность процесса и качество обработанной поверхности во многом зависят от интенсивности съема припуска. В частности, это убедительно показано на операции глубинного шлифования [4; 7].
На станке SXK-5A удаление заданного припуска обеспечивается в результате смещения центра вращения прижимных дисков и направляющего приспособления с роликами относительно центра правки шлифовального круга.
Цель данной работы заключалась в создании математической модели скорости съема припуска за период движения ролика конического подшипника в зоне шлифования на станке SXK-5A.
Для достижения поставленной цели были решены следующие задачи:
-
определена закономерность изменения величины радиального съема материала и скорости её изменения за период шлифования;
-
исследовано влияние высоты шлифовального круга и радиуса сферической поверхности ролика на съем припуска и скорость его изменения за время шлифования.
Закономерность изменения величины припуска определена исходя из геометрических размеров зоны шлифования без учета характеристики инструмента и размеров обрабатываемой поверхности.
Согласно кинематической схеме станка (рис. 1) для обеспечения снятия припуска ось окружной подачи ролика (ось направляющего приспособления деталей) необходимо смещать на величину [10]:
![]()
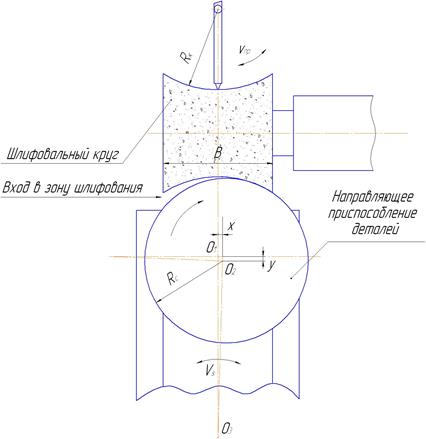
Рис. 1. Схема шлифования и правки на станке SXK-5A:
vпp – возвратно-поступательная скорость подачи правящего инструмента; vs – скорость подачи ролика; Rc – радиус направляющего приспособления деталей.
где Rs – радиус сферического торца ролика; B – высота шлифовального круга; Т – величина снимаемого припуска. Для определения радиуса правки шлифовального круга там же рекомендована следующая формула:
Смещение на величину х обеспечивается поворотом направляющего приспособления вокруг центра О3 (рис. 1). В результате первоначальный центр вращения сепаратора О1 занимает положения О2, т.е. смещается не только по оси абсцисс на величину х, но и по оси ординат на величину у. Так как радиус вращения значительно превышает величину х, смещение у будет не более 0,1 мкм. В связи с малой величиной в дальнейших расчетах смещение у не учитывали.
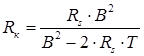
Кинематическая схема зоны шлифования на станке SXK-5А приведена на рис. 2. Перед тем как войти в зону шлифования, ролик попадает под направляющую пластину, что обеспечивает плавное врезание.
Рис. 2. Схема зоны шлифования станка SXK-5A.
Припуск, снимаемый за период обработки:
![]() ,
,
где АК – расстояние от вершины ролика до опорного диска в момент входа в зону шлифования; СН – расстояние от вершины ролика до опорного диска.
АК находим из формулы:
![]() , (1)
, (1)
где AE=1/2B; ЕL=х; АО1 =Rк.
После подстановки в (1) получаем:
![]() (2)
(2)
В произвольной точке Аi величина снимаемого припуска Тi будет равна:
![]() , (3)
, (3)
где AiKi – расстояние от вершины ролика до опорного диска при некотором угле поворота ролика в зоне шлифования γi.
После преобразований получаем формулу для нахождения AiKi:
![]() , (4)
, (4)
где KiO2= KO2.
Подставив (2) и (4) в (3), получаем величину снимаемого припуска Ti:
![]() , (5)
, (5)
где α - центральный угол, зависящий от высоты шлифовального круга В.
Для определения скорости изменения величины припуска углы (α) и (γ) представим в виде переменных от времени шлифования (τ):
α=τпw=τп360n /60=6nτп и γ= τw=τ360n/60=6nτ,
где n – число оборотов направляющего приспособления деталей; τп – полное время шлифования одного ролика; τ – время прохождения ролика при повороте на угол γi , 0≤τ≤τп.
После подстановки τп и τ в (5), получим:
![]() . (6)
. (6)
Для определения скорости изменения припуска найдем производную от Т по времени τ:
![]() . (7)
. (7)
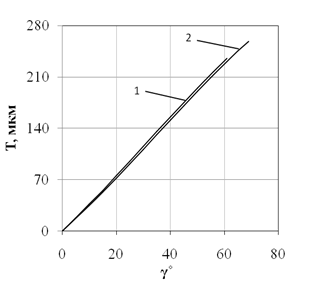
По формулам (6) и (7) для роликов 7305А.04 и У-1027313А.04 рассчитаны значения Т и Q за период шлифования на станке SXK-5A и построены графики зависимостей от угла α (рис. 3а) и от времени τ (рис. 3б).
Исходные данные для расчета: высота шлифовального круга (В) – 140 мм; частота вращения направляющего приспособления деталей (n) – 2 об/мин; радиус сферы ролика (Rs) – 128-10 мм (для ролика У-1027313А.04); 143-10 мм (для ролика 7305А.04).
 а
а 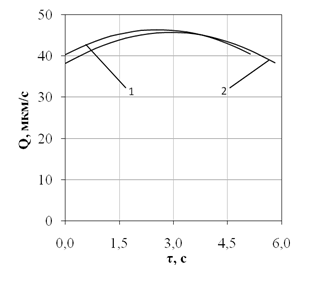 б
б
Рис. 3. Изменение величины удаляемого припуска Т от угла γ (а) и скорости удаления припуска Q от времени шлифования τ (б); 1 - ролик 7305А.04; 2 - ролик У-1027313А.04.
Время обработки зависит от высоты шлифовального круга радиуса сферы ролика, с увеличением которых при прочих равных факторах время обработки возрастает. Для ролика 7305А.04 время шлифования 5,13 с; для ролика У-1027313А.04 – 5,81 с.
Выводы
Разработаны математические модели величины припуска и скорости её изменения за время прохождения роликом зоны шлифования, учитывающие смещение оси вращения роликов в направляющем приспособлении после правки шлифовального круга.
В результате дифференцирования математической модели припуска по времени установлено, что до середины пути ролика в зоне шлифования скорость съема припуска возрастает (на 15% у ролика 7305А.04, на 13% у ролика У-1027313А.04), затем снижается почти до исходных значений.
Для рассмотренных примеров шлифования сферы величина снимаемого припуска изменяется почти пропорционально углу поворота ролика в зоне обработки.
Рецензенты:
Пушкарев О.И., д.т.н., профессор кафедры «Общетехнические дисциплины» Волжского института строительства и технологий (филиал) ФГБОУ ВПО «Волгоградский государственный архитектурно-строительный университет», г. Волгоград;
Санинский В.А., д.т.н., профессор кафедры «Технология и оборудование машиностроительных производств» Волжского политехнического института (филиал) ФГБОУ ВПО «Волгоградский государственный технический университет», г. Волгоград.
Библиографическая ссылка
Носенко В.А., Зуев А.В., Морозов А.В. СКОРОСТЬ СЪЕМА ПРИПУСКА ПРИ ШЛИФОВАНИИ СФЕРИЧЕСКОГО ТОРЦА КОНИЧЕСКОГО РОЛИКА ПОДШИПНИКА НА СТАНКЕ SXK-5A // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=18266 (дата обращения: 11.07.2026).