


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THE RESULTS OF THE RESEARCH DEGREE OF ENLARGEMENT OF RUBBER-TECHNICAL PRODUCTS OF HYDRAULIC DRIVE SYSTEMS IN FLUID MIXTURES WITH LIGHT OIL FRACTIONS

Введение
Анализ условий эксплуатации гидрофицированных машин при ликвидации нефтяных загрязнений [3] показал, что характерной особенностью условий эксплуатации является содержание в воздухе рабочей зоны высоких концентраций продуктов испарения нефти и нефтепродуктов. С течением времени легкие фракции нефти (ЛФН), попадая в системы гидропривода, изменяют свойства рабочей жидкости и резино-технических изделий являющихся составляющими элементами гидропривода. Как показывает практика эксплуатации технологического оборудования подобного вида, пары нефти отрицательно воздействуют на работоспособность и надежность систем гидропривода, так как изменяют физико-химические свойства рабочих жидкостей и воздействуют на уплотнительные резиновые элементы, приводя к потере первоначальных свойств которыми они изначально обладали [5, 7]. В тоже время, установлено, что при ликвидации аварийных проливов нефти или нефтепродуктов [6, 8, 9], системы гидроприводов машин и механизмов, применяемых для их локализации, часто выходили из строя, т. е. имела место потеря работоспособности. Причиной данной ситуации являлось набухание резиновых уплотнений с последующей потерей герметизирующих свойств, что вызвало потребность замены этих элементов раньше установленного срока их эксплуатации, что существенно увеличивало продолжительность и себестоимость выполняемых работ. Исключить или минимизировать подобное отрицательное явление возможно только посредствам проведения ряда дополнительных защитных мероприятий основанных на результатах исследования влияния легких фракций нефти на резино-технические изделия систем гидроприводов.
Настоящее исследование проводится с целью анализа влияния легких фракций нефти на степень набухания резино-технических изделий систем гидропривода машин используемых при ликвидации нефтяных загрязнений.
Методы исследования, применяемые в настоящей работе, основаны на принципах теории планирования эксперимента и основ статистической обработке полученных данных с учетом положений регламентированных ГОСТ 9.030−74 [1].
Для проведения исследований в качестве рабочей жидкости гидропривода использовалась гидравлическая жидкость МГ-15-Б, известная под товарной маркой АМГ-10 ГОСТ 6794−75 широко применяемая в системах гидропривода машин и механизмов, работающих в местах ликвидации нефтяных загрязнений. Основными материалами уплотнительных элементов в системах гидропривода машин и механизмов данного вида являются среднетвердые, морозо- и маслостойкие резины марок 7В-14, 7В-14-1, следовательно, для проведения намеченных исследований были взяты образцы маслобензостойкой резины 7В-14 ТУ 0051166-87 и резины внутренней ГОСТ 6286-73.
Исследуемые образцы были разделены на три группы (рис. 1)
1) образцы прямоугольной формой с размерами 20´20´2±0,2 мм и массой 0,8 г из резины 7В-14 ТУ 0051166-87;
2) уплотнительные кольца круглого сечения c диаметром 10 мм из резины 7В-14 ТУ 0051166-87;
3) образцы прямоугольной формы c размерами 20´20´2±0,2 мм и весом 0,8 г из резины внутренней поверхности рукава высокого давления ГОСТ 6286-73.
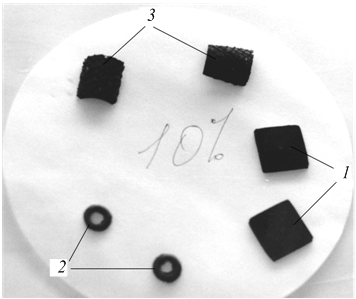
Рис. 1. Исследуемые образцы: 1 − образцы маслобензостойкой резины 7В-14; 2 − уплотнительные кольца круглого сечения; 3 − образцы резины внутренней
ЛФН вводились непосредственно в состав рабочей жидкости. Определение степени набухания образцов резины 7В-14, уплотнительных колец круглого сечения и образцов резины внутренней поверхности рукава высокого давления выполнялось как в гидравлической жидкости МГ-15-Б так и в ее смесях с концентрацией ЛФН: 0,002, 0,006, 0,02, 0,06 и 0,1 кг/кг согласно ГОСТ 9.030−74 [1].
Каждый исследуемый образец перед проведением эксперимента был тщательно осмотрен, при обнаружении язв, пор, наружных повреждений образец браковался и в дальнейшем больше не использовался. Поверхность отобранных для испытания образцов очищалась этиловым спиртом и протиралась сухой тканью, далее образцы кондиционировались в воздушной среде в течение 3-х часов при температуре 23 ± 2 оС.
Набухание исследуемых образцов в гидравлической жидкости МГ-15-Б и ее смесях с различной концентрацией ЛФН осуществлялось в герметичных контейнерах, объемом 200 мл. Контейнеры представляли собой металлические толстостенные цилиндры с крышками, которая снабжены прокладками, обеспечивающими их герметичность (рис. 2).
В каждый герметичный контейнер помещалось по три предварительно подготовленных и взвешенных образца одного типа резины так, чтобы они не касались ни друг друга, ни стенок, ни дна контейнера. Образцы заливались средой при соотношении объемов жидкости и образцов 20:1. Уровень жидкости над образцами составлял 1 см. при заполнении контейнера на 25 % от его полного объема. В среднем в каждый герметичный контейнер заливалось около 50 см3 жидкости. Полностью снаряженные контейнеры герметизировались и помещались в печь «Накал» модель ПЛ-5, предварительно нагретую до температуры 70 ± 2 оС. Отчет продолжительности испытаний начинался с момента установки герметичного контейнера с образцами в печь, в которой обеспечивалась выдержка в течение 1, 5, 12 и 30 суток.

Рис. 2. Герметичный контейнер объемом 200 мл
После окончания испытаний герметичный контейнер с образцами извлекался из печи и охлаждался на открытом воздухе в течение 1 часа до температуры 23 ± 2 оС. Далее исследуемые образцы извлекались из контейнеров. Удаление среды с поверхности образцов выполнялось путем погружения их в этиловый спирт на 25…30 с. При этом, постоянно отслеживалось, чтобы объем жидкости для промывания всегда был более 1500 см3. Промытые образцы вытирались фильтровальной бумагой.
Далее образцы взвешивались на лабораторных весах по ГОСТ 24104−80 [2] класса точности 2 с допускаемой погрешностью взвешивания ± 0,001 г на воздухе и в дистиллированной воде. Для устранения пузырьков воздуха на поверхности образцов при взвешивании в воде производилось предварительное погружение образцов в этиловый спирт на 2-3 с. Подготовленный для испытания и взвешенный в воздухе образец накалывался на металлический штырь, с помощью которого подвешивался на плечо весов и опускался в термостатируемый стакан с дистиллированной водой при температуре 23 ± 2 оС. Погруженный в воду испытуемый образец, не касаясь ни стенок, ни дна стакана, взвешивался. На поверхности погруженного образца и штыря не должно быть пузырьков воздуха, количество воды в термостатируемом стакане должно быть такое, чтобы при уравновешивании образец находился ниже уровня воды приблизительно на 10 мм. Подвергнутый набуханию образец затем взвешивался на воздухе и в воде, при этом уровень воды в стакане должен быть постоянным [4].
За результат испытаний принималось среднее арифметическое значение показателя, вычисленное из результатов испытаний не менее трех образцов, при допускаемом предельном отклонении каждого результата от среднего арифметического на ±10 %.
Изменение массы образца в процентах вычисляется по формуле
![]() (1)
(1)
где m1 и m3 − масса образца в воздухе до набухания и после набухания, г.
Изменение объема образца в процентах вычисляется по формуле
![]() (2)
(2)
здесь m2 и m4 − масса образца в воде до набухания и после набухания, г.
По результатам проведенных исследований построены диаграммы степени набухания образцов с течением времени при взаимодействии образцов, как с рабочей жидкостью МГ-15-Б, так и с ее смесями с ЛФН (рис. 3-5).
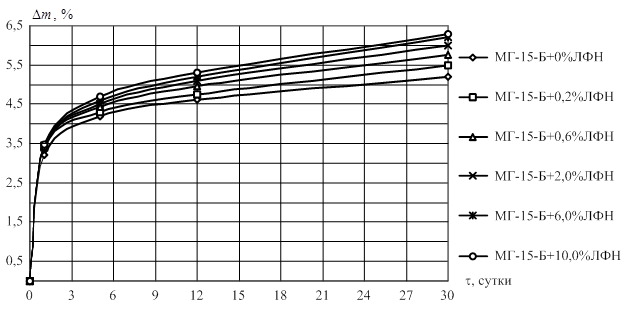
Рис. 3. Диаграмма степени набухания образцов прямоугольной формы размерами 20´20´2±0,2 мм и массой 0,8 г из резины 7В-14 ТУ 0051166-87
Анализ диаграммы (рис. 3) показывает, что при контакте образцов прямоугольной формы с размерами 20´20´2 ± 0,2 мм и массой 0,8 г из резины 7В-14 ТУ 0051166-87 со смесями рабочей жидкости МГ-15-Б с течением времени, степень набухания увеличивается. Так, при температуре достигающей 70 оС в течение 30 суток имеет место набухание, изменяющееся в пределах от 5,2 до 6,3 % в зависимости от концентрации ЛФН. Взаимодействие исследуемых образцов с рабочей жидкости МГ-15-Б без примесей вызывает изменение их массы на 5,2 %. В тоже время, в 10 %-ной смеси рабочей жидкости МГ-15-Б с легкими фракциями нефти, этот процесс достигает 6,3 % от первоначальной массы [5].
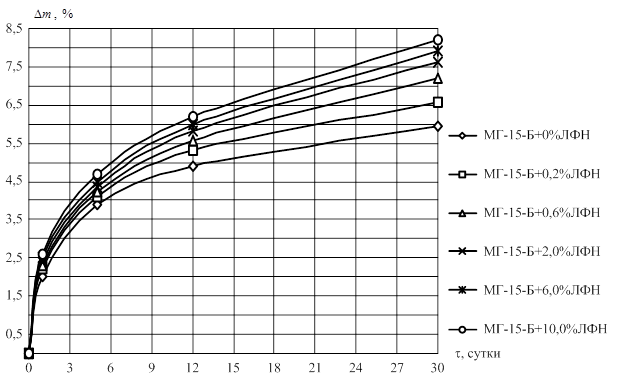
Рис. 4. Диаграмма степени набухания уплотнительных колец круглого сечения диаметром 10 мм из резины 7В-14 ТУ 0051166-87
Анализ диаграммы (рис. 4) показывает, что при контакте уплотнительных колец круглого сечения диаметром 10 мм из резины 7В-14 ТУ 0051166-87 со смесями рабочей жидкости МГ-15-Б с течением времени степень набухания увеличивается более значительно. Так при температуре достигающей 70 оС в течение 30 суток имеет место набухание, изменяющееся в пределах от 5,9 до 8,2 % в зависимости от концентрации ЛФН. Взаимодействие исследуемых образцов данного вида с рабочей жидкости МГ-15-Б без примесей вызывает изменение их массы на 5,9 %. В тоже время, в 10 %-ной смеси рабочей жидкости МГ-15-Б с легкими фракциями нефти, этот процесс достигает уже 8,2 % от первоначальной массы.
Анализ диаграммы (рис. 5) показывает, что при контакте образцов прямоугольной формы c размерами 20´20´2 ± 0,2 мм и весом 0,8 г из резины внутренней поверхности рукава высокого давления ГОСТ 6286-73 со смесями жидкости МГ-15-Б с течением времени степень набухания увеличивается менее интенсивно, чем для образцов других видов.
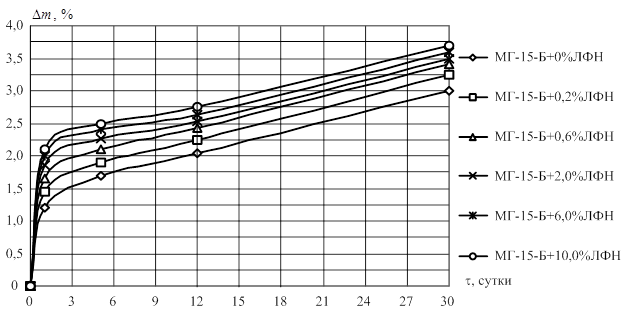
Рис. 5. Диаграмма степени набухания образцов прямоугольной формы размерами 20´20´2±0,2 мм и весом 0,8 г из резины внутренней поверхности рукава высокого давления ГОСТ 6286-73
При выдержке исследуемых образцов при температуре 70 оС в течение 30 суток имеет место набухание, изменяющееся в пределах от 3,0 до 3,7 % в зависимости от концентрации ЛФН. Взаимодействие исследуемых образцов данного вида с рабочей жидкостью МГ-15-Б без примесей вызывает изменение их массы на 3,0 %. В тоже время, в 10 %-ной смеси рабочей жидкости МГ-15-Б с ЛФН, этот процесс сопровождается незначительным ростом набухания, достигая 3,7 % от первоначальной массы [3].
Заключение. В результате проведенных экспериментальных исследований выявлено, что степень набухания резино-технических изделий систем гидропривода в рабочей жидкости МГ-15-Б и ее смесях возрастает с увеличением концентрации ЛФН. Установлено, что образцы уплотнительных колец круглого сечения c диаметром 10 мм из резины 7В-14 ТУ 0051166-87 при контакте со смесями рабочей жидкости обладают меньшей устойчивостью к воздействию данных сред, чем образцы прямоугольной формой с размерами 20´20´2±0,2 мм и массой 0,8 г из резины 7В-14 ТУ 0051166-87. Образцы прямоугольной формы c размерами 20´20´2±0,2 мм и весом 0,8 г из резины внутренней поверхности рукава высокого давления ГОСТ 6286-73 обладают наибольшей устойчивостью к воздействию гидравлической жидкости МГ-15-Б и ее смесей. Установлено что концентрация легких фракций нефти оказывает влияние на процесс набухания для данного вида исследуемых образцов. Полученные результаты показывают, что надежность систем гидропривода гидрофицированных машин используемых при ликвидации нефтяных загрязнений, снижается.
Рецензенты:
Петровский Э.А., д.т.н., профессор, заведующий кафедрой технологических машин и оборудования нефтегазового комплекса, ФГАОУ ВПО «Сибирский федеральный университет», г. Красноярск.
Минеев А.В., д.т.н., профессор, заведующий кафедрой бурения нефтяных и газовых скважин, ФГАОУ ВПО «Сибирский федеральный университет», г. Красноярск.
Библиографическая ссылка
Кайзер Ю.Ф., Лысянников А.В., Малышева Н.Н., Желукевич Р.Б., Мерко М.А., Меснянкин М.В., Селиванов Н.И., Кузнецов А.В., Катаргин С.Н. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЯ СТЕПЕНИ НАБУХАНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ СИСТЕМ ГИДРОПРИВОДА В СМЕСЯХ РАБОЧЕЙ ЖИДКОСТИ С ЛЕГКИМИ ФРАКЦИЯМИ НЕФТИ // Современные проблемы науки и образования. 2014. № 4. ;URL: https://science-education.ru/en/article/view?id=13903 (дата обращения: 28.07.2026).