


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
INVESTIGATION OF ELECTRODE BREAK REASONS DURING STACK WIRE ELECTRICAL DISCHARGE MACHINING

Введение
Обрыв электрода в процессе резания является одним из существенных минусов проволочно-вырезной электроэрозионной обработки. В первую очередь это связано с тем, что на поверхности обработанной детали остаются видимые следы – ступеньки, которые впоследствии требуют дополнительной зачистки, что приводит к снижению качества поверхности. Кроме того, обрыв электрода приводит к полной остановке всего процесса резания. Оператору необходимо в ручном режиме самостоятельно заправить проволоку в фильеры станка и, если невозможно продолжить операцию резания с места обрыва, заново запустить всю технологическую операцию. В результате возрастает время изготовления одной детали. В настоящее время нет однозначного ответа на вопрос возникновения причин обрыва проволоки.
Целью исследования является установление причины, вызывающей разрыв электрода-инструмента при проволочно-вырезной электроэрозионной обработке.
Материал и методы исследования
Процесс электроэрозионной обработки протекает за счет кратковременных импульсов электрического тока. Таким образом, при подключении электродов к прямой полярности происходит максимальная концентрация количества теплоты на электроде-детали и минимальная на электроде-инструменте. В результате чего происходит обработка заготовки при минимальном износе электрода-инструмента. Можно предположить, что при обрыве электрода-проволоки на его поверхности происходит резкое возрастание количества тепловой энергии. Подобное явление может быть объяснено тем, что в канале пробоя вместо импульса тока образовалась электрическая дуга. Согласно закону Джоуля-Ленца при возникновении короткого замыкании резко и многократно возрастает сила тока, протекающего в цепи, что приводит к значительному тепловыделению [1; 3; 5]. Обильное количество теплоты, выделившееся в промежуток, ведет к расплавлению и разрыву проволоки.
Количество выделяющегося в проводнике тепла пропорционально его сопротивлению, квадрату силы тока и времени [4]:
![]()
С другой стороны, для того чтобы произошел разрыв электрода-проволоки, на него необходимо сообщить количество теплоты, необходимое на его нагрев, плавление и испарение. В этом случае можно воспользоваться формулой, предложенной в работах [1-3]:
![]()
Приравняв между собой уравнения (1) и (2), выражаем величину силы тока, возникающего в канале пробоя:
![]()
где V – объем удаленного материала электрода-проволоки (м3).
Для вычисления удаленного объема был проведен эксперимент. Суть эксперимента заключалась в обработке листовых заготовок, выполненных из материала «Сталь 65 Г» по ГОСТ14959-70, на разных режимах и при разном сочетании числа деталей, собранных в пакет. В ходе эксперимента выявлялись режимы, на которых происходит обрыв электрода-проволоки. После чего были исследованы концы оборванного электрода и рассчитан объем удаленного материала.
Эксперименты проводились на проволочно-вырезном электроэрозионном станке EcoCut. Количество заготовок в пакете варьировалось от 1 до 15. Толщина одной заготовки 2 мм. Межслойный зазор отсутствовал. В процессе резания варьировались параметры импульса: toff от 30 до 60 мкс, и ton от 1 до 30 мкс.
Результаты исследования и их обсуждение
Из результатов проведенного эксперимента следует, что обрыв электрода происходил независимо от высоты собранного пакета. Основополагающими факторами являлись параметры импульсов. Постоянный обрыв электрода наблюдался на режимах toff = 51 мкс, ton = 30 мкс. Сила тока при обработке на остальных режимах была стабильна и варьировалась в диапазоне от 1 до 2 А. Установлено, что обработку заготовок целесообразнее проводить на режиме ton= 21 мкс; toff= 60 мкс при сборке в пакет 15 заготовок. При таком сочетании режимов наблюдается оптимальная производительность. Увеличение числа заготовок приводит к снижению производительности резки, что делает процесс обработки экономически нецелесообразным.
Исследование поверхности проволоки после резки происходило на микроскопе OlympusGX51. Коэффициент коррекции измеренных результатов при работе на данном микроскопе равняется 1,5.
На рис. 1 представлена поверхность проволоки при увеличении х100 крат.
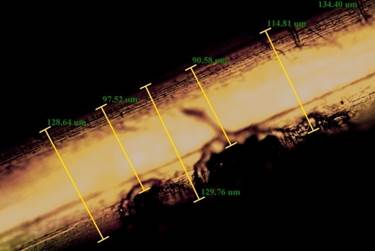
Рис. 1. Поверхность электрода, х100
Из рисунка видно, что диаметр обработанной проволоки не постоянен, характерны следы испарения металла. Такую структуру проволока принимает при силе тока 1 А.
На рис. 2 (а, б) и 3 (а, б) представлены концы электродов после обрывов на режимах ton =30 мкс и toff =51 мкс.
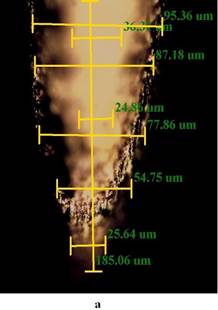
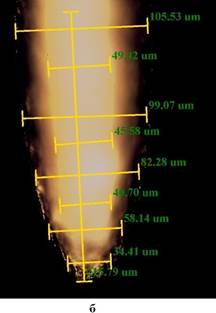
Рис. 2. Концы оборванного электрода х100: а) при обработке 1 заготовки; б) при обработке 5 заготовок.
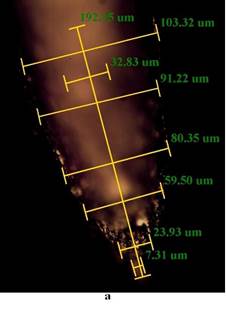
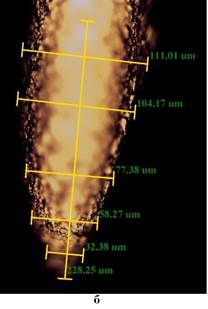
Рис. 3. Концы оборванного электрода х100: а) при обработке 10 заготовок; б) при обработке 15 заготовок.
Из рис. 2 и 3 видно, что размеры оборванных концов электрода не отличаются существенным образом.
Объём удалённой проволоки находится по формуле [4]:
![]()
где ![]() ;
;![]()
Объём удалённой проволоки рассчитывается на длине 200 мкм.
Зная объём удалённого металла, можно рассчитать силу тока, проходящую при разрыве электрода:

где плотность латуни ![]() ; удельная теплоёмкость латуни с=400 Дж/кг °С; удельная теплоёмкость жидкой меди
; удельная теплоёмкость латуни с=400 Дж/кг °С; удельная теплоёмкость жидкой меди ![]() =545 Дж/кг °С; напряжение на проводнике U= 50 В; время включения импульса
=545 Дж/кг °С; напряжение на проводнике U= 50 В; время включения импульса ![]() =30 мкс; разница начальной и конечной температуры нагрева
=30 мкс; разница начальной и конечной температуры нагрева ![]() C; разница температуры испарения и кипения
C; разница температуры испарения и кипения ![]() C; удельная теплота плавления латуни
C; удельная теплота плавления латуни![]() =
=![]() удельная теплота парообразования
удельная теплота парообразования ![]() Дж/кг.
Дж/кг.
Вывод
Анализируя полученные результаты, видим, что в процессе обработки происходит резкое возрастание силы тока от 1 до 288 А, что приводит к немедленному разрыву проволоки. Следовательно, можно предположить, что гипотеза возникновения в процессе резания электрической дуги подтверждается. В таком случае причиной возникновения дуги являются вторичные разряды, возникающие между ЭИ и металлическим шламом, заполняющим канал пробоя, а также наличие в МЭЗ воздуха. Для получения более полной картины протекания процесса ЭЭО пакетированных заготовок необходимо оценить влияние межслойного зазора между заготовками на стабильность процесса резания.
Рецензенты:
Иванов В.А., д.т.н., профессор, заведующий кафедрой «Металлорежущие станки и инструменты» механико-технологического факультета ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Синани И.Л., д.т.н., профессор кафедры «Сварочное производство и технология конструкционных материалов» ФГБОУ ВПО «Пермский национальный исследовательский политехнический университет», г. Пермь.
Библиографическая ссылка
Шлыков Е.С., Абляз Т.Р., Вершинина Т.А., Морозов Е.А. ИССЛЕДОВАНИЕ ПРИЧИН ОБРЫВА ЭЛЕКТРОДА ПРИ ПРОВОЛОЧНО-ВЫРЕЗНОЙ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ ПАКЕТИРОВАННЫХ ЗАГОТОВОК // Современные проблемы науки и образования. 2013. № 5. ;URL: https://science-education.ru/en/article/view?id=10256 (дата обращения: 07.07.2026).