



Введение
Изнашивание при ударе носит малоцикловой усталостный характер, т. е. происходит в результате последовательно протекающих в поверхностных слоях материала многократного пластического передеформирования, деформационного и разового упрочнения, охрупчивания и разрушения. Интенсивность каждого их этих процессов зависит, прежде всего, от исходной структуры стали, ее склонности к упрочнению, от характеристики предельного состояния структуры, определяющего момент ее разрушения.
Разрушение при циклическом деформировании наступает в том случае, если в некотором объеме материала в результате микро- и макропластической деформации достигается предельное для материала значение концентрации дислокаций и других дефектов структуры.
Цель исследования
С целью повышения эксплуатационных свойств изделий из отливок высокомарганцовистой стали разработана промышленная технология высокотемпературной газостатической обработки (ВГО) отливок из стали 110Г13Л, используемых в железнодорожном транспорте и других отраслях. Повышение качества деталей обеспечивается залечиванием литейных дефектов в условиях обеспечения диффузионной пластической деформации при высоких температурах и давлениях газовой среды.
Технологический процесс ВГО имеет две стадии [1]. На первой стадии отливки, очищенные от пригара, нагревают в печи предварительного нагрева при температуре минимальной устойчивости аустенита в атмосферной среде. При этом происходит интенсивное образование карбидов тонкой игольчатой формы во всём объёме аустенитного зерна, в результате чего зерно расчленяется на части и измельчается.
На второй стадии отливки нагревают в газостате в среде инертного газа (аргон) до 1150 °С и одновременно подвергают изостатическому уплотнению аргоном давлением 146...200 МПа с последующей закалкой в воде с температуры не ниже 950 °С. Закалка отливок производится непосредственно после выгрузки из газостата [2]. Допускается охлаждение нагретых заготовок на воздухе до температуры не ниже 950 °С. При закалке обеспечивается полный перевод стали по всему сечению отливки в однофазное аустенитное состояние. В процессе ВГО в газостате происходит залечивание литейных дефектов-несплошностей при высокопластическом течении металла в полости дефектов. При ВГО поверхности несплошностей контактируют друг с другом, и металл соединяется в монолит благодаря диффузионным процессам, что обеспечивает повышение качества отливок и увеличивает срок эксплуатации деталей. При этом ударная вязкость стали 110Г13Л увеличивается [3, 4, 5].
Материал и методы исследования
В результате исследований отливки из стали 110Г13Л были подвергнуты ВГО при определенных режимах. Нагрев производился до температуры 1060–1120 °С с последующей закалкой в воде. Давление в газостате, где находились отливки, осуществлялось аргоном и составляло 150±5 МПа. Выдержка при этих режимах составляла 4 часа.
В работе применена единая методика испытаний, обеспечивающая комплексное воздействие нагрузок в различных условиях трения качения с проскальзыванием образцов из стали 110Г13Л после исследуемых видов термообработки. Полученные в различных условиях поверхности испытываются при разнообразных сочетаниях удара и трения, при действии статического нагружения. В качестве показателей износостойкости выбрано накопление износа за определенный путь трения и изменение интенсивности изнашивания.
В качестве контртела служит бандажная сталь, образец из которой при качении с проскальзыванием по испытываемому образцу наносит удары по дорожке качения. Длительность испытаний составляет 6–14 часов.
Выбранная методика испытаний позволяет в одинаковых условиях исследовать закономерности изнашивания поверхности образцов из стали 110Г13Л после различных видов термообработки, обеспечивающих соответствующий вид упрочнения.
Для проведения исследований применена универсальная машина трения мИ-1M, дооборудованная для получения более полных результатов. Схема испытания была следующей: исследуемая поверхность в виде ролика шириной 10 мм и диаметром 30 или 28 мм, закрепленного на главном валу машины, вращается с частотой 200 об/мин. Контртело в виде ролика шириной 10 мм и диаметром 40 или 34 мм имеет возможность катиться с проскальзыванием по исследуемому образцу, а также совершать удары с частотой, равной частоте вращения главного вала машины (исследуемого ролика). Кроме того, контртело имеет возможность совершать возвратно-поступательное движение по исследуемой поверхности на величину 8 мм. Специальная аппаратура позволяет осуществлять контроль и запись текущих параметров трения.
Были проведены исследования износостойкости образцов после различных видов термообработки, условно обозначенных как «С», «Б», «К», «К16».
Термообработка образцов по варианту «С» производилась на базовом предприятии ОАО «Муромский стрелочный завод» в соответствии о технологической инструкцией термической обработки отливок сердечников типа Р65 и Р50 № 093.252.10.0021.
Вариант образцов «Б» изготовлялся из бандажа железнодорожного колеса. В качестве материала служила бандажная сталь.
Термообработка по варианту «К» осуществлялась в соответствии с картой опыта, разработанной для высокотемпературной газостатической обработки сердечников стрелочных переводов в условиях ОАО «Кулебакский металлургический завод».
Высокотемпературная газостатическая обработка (ВГО) образцов производилась в газостате К-345.
Режимы газостатирования приняты следующие.
Производится нагрев образцов до температуры 1080–1120 °С при давлении в газостате 150±5 МПа. Выдержка образцов при заданной температуре и давлении составляет 4 часа.
Режим высокотемпературной газостатической обработки соответствует разработанной карте опыта. Загрузка отливок в печь предварительного нагрева осуществлялась при температуре – в рабочем пространстве печи не более 500 °С. Садка нагревалась до температуры 500 °С и передавалась в газостат, имеющий температуру 550 °С. Предварительный подъем давления производился до 100±1 МПа. Затем производился нагрев до заданной температуры 1080–1120 °С при одновременном поднятии давления до 150±5 МПа.
Время между снятием образцов из газостата и закалкой в воде не превышало две минуты для исключения выпадения карбидов в образцах.
Термообработка по варианту «К16» производилась при следующих режимах.
Образцы выдерживались при температуре 850 °С в течение 16 часов в печи предварительного нагрева, а затем переносились в газостат. Режимы газостатирования следующие.
Температура нагрева 1180±5 °С, а давление – 150±5 МПа. Выдержка при этих режимах составляла 3,5 часа. Закалка осуществлялась, либо непосредственно в воде, либо после газостатирования образцы охлаждались, и затем проводилась термообработка на базовом стрелочном заводе.
В соответствии с основными заданиями выполняемой работы были исследованы различные факторы, влияющие на интенсивность износа образцов, прошедших высокотемпературную газостатическую обработку в условиях Кулебакского металлургического комбината, а также образцов, темообработанных по базовой технологии в условиях ОАО «Муромский стрелочный завод». При этом выполнены исследования с целью установления влияния на износ твердости испытуемых образцов, размера образцов, влияния ударных нагрузок, влияния режимов термической обработки образцов, а также места расположения образцов, вырезанных из специальных образцов.
Испытания проводились при нагрузке 70 кгс для образцов Æ30 мм после термической обработки по варианту «К». Проскальзывание при испытаниях без удара составляло 20 %, а с ударом – 28 %.Диаметры исследуемых роликов – 30 мм.
Изменение интенсивности изнашивания (рис. 1) по пути трения можно разделить на 2 этапа: на 1-м этапе до 3,5–4 км некоторый рост интенсивности изнашивания обусловлен низкой износостойкостью поверхностного обезуглероженного слоя роликов диаметром
30 мм; и 2-й этап – снижение интенсивности изнашивания. Вместе с тем, накопленный износ при испытаниях с ударом меньше в 2 раза, чем при испытаниях без удара.
Была принята следующая схема испытаний: исследуемый образец из высокомарганцовистой стали изготавливался плоским и находился в неподвижной оправке. Контртело – ролик из бандажной стали вращался с постоянной скоростью. Нагрузка при испытаниях была равна 30 кгс.
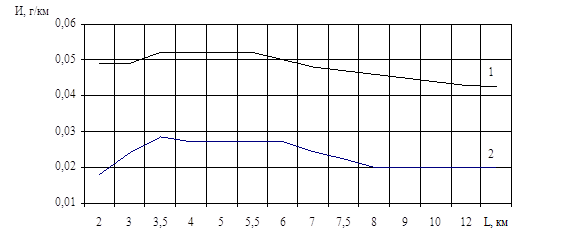
Рисунок 1. Изменение интенсивности изнашивания образцов при испытаниях с ударом и без удара. Нагрузка 70 кг. Термообработка «К»: 1 – без удара; 2 – с ударом
Использовался также количественный параметр износостойкости исследуемых образцов, основанный на сравнении их износа с износом эталона:
![]() .
.
В качестве эталона приняты образцы (ролики) из бандажной стали.
Таким образом, оценивая результаты испытаний по критерию интенсивности изнашивания I можно заключить, что износостойкость образца из стали 110 Г13Л после определенного вида термообработки тем выше, чем ниже величина I.
Следует отметить, что проведенная оценка всех испытанных образцов позволяет заключить, что для существующего базового метода термообработки накопление износа «И» стали 110Г13Л после закалки по базовому варианту существенно выше, чем у образцов, подвергнутых высокотемпературной газостатической обработке (рис. 2).
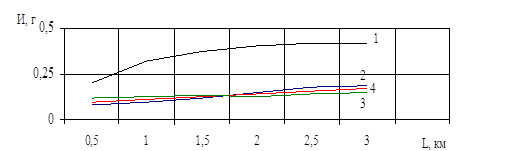
Рисунок 2. Накопление износа «И» при испытаниях образцов из стали 110Г13Л после различных методов термообработки: 1 – базовая термообработка (МСЗ); 2 – термообработка типа «К»; 3 – термообработка типа «К16»; 4 –2-х стадийная термообработка с ВГО
При оценке образцов по критерию I также установлена более высокая износостойкость образцов, подвергнутых высокотемпературной газостатической обработке (рис. 3).
По установившейся интенсивности изнашивания среди новых методов термообработки (К, К16, К16 с закалкой на базовом заводе) расхождения значений несущественны. Гораздо более высокая ее величина для образцов, термообработанных по базовой технологии (МСЗ), свидетельствует о преимуществах предлагаемых методов.
Накопление износа за 3,39 км (6 часов испытаний) подтверждает это положение. Износ образцов из стали 110Г13Л после термообработки по вариантам «К» и «К16» в среднем на порядок меньше, чем базовых. Таким образом, наряду с более высокой износостойкостью, получаемой после предлагаемых видов термообработки, уменьшается износ и бандажной стали.
В соответствии с задачами исследования установлена значительно более высокая износостойкость поверхностных слоев образцов-отливок, подвергнутых высокотемпературной газостатической обработке, сравнительно с износостойкостью образцов, полученных по технологии базового завода.
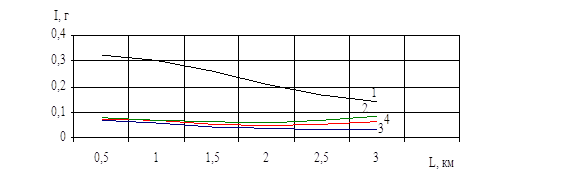
Рисунок 3. Изменение интенсивности изнашивания «I» по пути трения образцов из стали 110Г13Л после различных методов термообработки: 1 – базовая термообработка (МСЗ);
2 – термообработка типа «К»; 3 – термообработка «К16»; 4–2-х стадийная термообработка с ВГО
Результаты исследования и их обсуждение
Из представленных результатов испытаний образцов на изнашивание следует, что наименьший износ имеют образцы прошедшие упрочнение по следующей технологии: отливка базового завода, предварительный нагрев до 850 °С, выдержка 16 часов, ВГО и закалка. Этот технологический процесс ВГО отливок из высокомарганцовистой стали был реализован в опытной партии литых сердечников крестовин стрелочных переводов. Опытная партия крестовин Р65 (марка 1/6) была изготовлена на ОАО «Муромский стрелочный завод» с последующей ВГО в газостате К-345 Кулебакского металлургического завода. Промышленные испытания стрелочных переводов с опытными крестовинами были проведены при участии сотрудников ВНИИЖТ на горочных путях железнодорожной станции Орехово-Зуево Московской железной дороги. При пропуске 20 и 70 млн т брутто грузов у двух опытных крестовин на поверхностях катания дефектов не обнаружено. У крестовин, изготовленных по действующей (базовой) технологии, на этих поверхностях, как правило, после пропуска 2...10 млн т брутто грузов возникали выкрашивания и сколы.
Выводы
1. Выполненные исследования показывают целесообразность использования разработанной технологии упрочнения стальных отливок при производстве сердечников стрелочных переводов из высокомарганцовистой стали, работающих в условиях железнодорожного пути.
2. ВГО позволяет получить изделия с более плотной макро- и микроструктурой. При этом закрываются литейные дефекты – несплошности металла.
3. Пластическая деформация, возникающая при ВГО, приводит к искажению линий скольжения и изменению субмикроструктуры.
4. Исследования подтвердили положительное влияние ВГО на улучшение механических свойств и повышение износостойкости сердечников стрелочных переводов из стали 110Г13Л.
Рецензенты:
Лазуткин А. Г., доктор технических наук, профессор кафедры технологии машиностроения Муромского института (филиала) ФГБОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром.
Соловьёв Д. Л., доктор технических наук, профессор кафедры автоматизированного проектирования машин и технологических процессов Муромского института (филиала) ФГБОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых», г. Муром.
Библиографическая ссылка
Блурцян Р.Ш., Блурцян Д.Р., Блурцян И.Р. ИССЛЕДОВАНИЕ ИЗНОСОСТОЙКОСТИ СЕРДЕЧНИКОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ИЗ ВЫСОКОМАРГАНЦОВИСТОЙ СТАЛИ 110Г13Л, ПОДВЕРГНУТЫХ ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОСТАТИЧЕСКОЙ ОБРАБОТКЕ // Современные проблемы науки и образования. 2013. № 2. ;URL: https://science-education.ru/ru/article/view?id=9141 (дата обращения: 01.07.2025).