



Отечественная промышленность не выпускает ручные шлифовальные головки специально для обработки изделий из камня. Вероятно поэтому в печати отсутствуют описания технологического процесса обработки изделий из камня ручными шлифовальными головками. Между тем процесс шлифования камня имеет существенные отличия, основными из которых являются: образование большого количества абразивной пыли, которую необходимо эффективно подавлять или улавливать; быстрое «засаливание» шлифовального круга продуктами разрушения; быстрый износ абразивных кругов вследствие высоких изнашивающих свойств обрабатываемого материала.
На практике при обработке изделий из камня применяют серийно выпускаемые шлифовальные головки с гибким валом типа ИЭ – 8201 и ИЭ – 6103 [3]. Однако, как показывает опыт эксплуатации, эти головки имеют серьезные недостатки: отсутствие устройств подавления либо улавливания пыли, сравнительно низкая производительность обработки изделия, необходимость гашения реактивного момента за счет усилия оператора, невозможность применения ПАМ (порошкообразных абразивных материалов) и ПАВ (поверхностно-активных веществ), большой расход абразивных кругов. При применении указанных выше головок гашение пыли производят водой, которую подают в зону обработки по гибкому шлангу от магистрали, а последний прикрепляют к ограждению шлифовального круга. В результате вода попадает на периферию шлифовального круга с наружной стороны и отбрасывается им в сторону, вследствие чего существенно нарушается ее воздействие в плане подавления образующейся пыли, а также значительно ухудшаются условия труда. Для повышения интенсивности процесса шлифования на практике используют сухой песок, который вручную периодически подают в зону обработки изделия. Подача песка при этом ничем и никак не регулируется, что также является существенным недостатком.
С целью повышения производительности процесса обработки изделий из камня и уменьшения усилий оператора при шлифовании была разработана универсальная шлифовальная головка (рис 1) [1; 4].
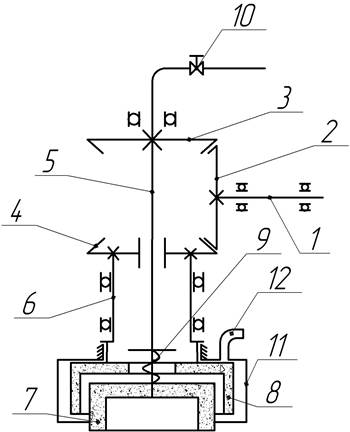
Рис. 1 – Универсальная шлифовальная головка
Она состоит из корпуса, конического зубчатого редуктора, приводного вала и исполнительного органа в виде двух абразивных кругов, установленных соосно и закрытых ограждающим кожухом.
Конический зубчатый редуктор состоит из трех зубчатых колес 2, 3, 4. Ведущее зубчатое колесо 2 жестко закреплено на приводном валу 1, зубчатое колесо 3 – на валу 5, а зубчатое колесо 4 посажено на втулку 6, которая соосно посажена на вал 5 с возможностью вращения относительно него. Зубчатое колесо 3 через вал 5 передает вращение внутреннему абразивному кругу 7, а зубчатое колесо 4 через втулку 6 - наружному абразивному кругу 8. При этом абразивные круги вращаются в противоположные стороны. В нижней части вала 5 имеется пружина 9, посредством которой обеспечивается возможность осевого перемещения абразивного круга 7 относительно абразивного круга 8, и постоянство его прижатия к обрабатываемой поверхности.
Вертикальный вал 5 имеет по всей длине центральное сквозное отверстие, которое предназначено для подачи ПАВ либо ПАМ, обеспечивающих повышение производительности шлифования. С помощью вентиля 10 можно регулировать подачу ПАВ либо ПАМ в зону обработки изделия. Ограждающий кожух 11 имеет патрубок 12, соединенный гибким шлангом с отсасывающим устройством.
Для обеспечения устойчивой работы шлифовальной машины на изделии и уменьшения усилия на руки оператора при вращении абразивных кругов в противоположные стороны нужно, чтобы площади контактных поверхностей кругов с обрабатываемым изделием были равными.
Эти силы можно определить из формул:
![]() ,
, ![]() , (1)
, (1)
где ![]() - удельное усилие резания;
- удельное усилие резания;
![]() и
и ![]() - площади контакта наружного и внутреннего круга с изделием.
- площади контакта наружного и внутреннего круга с изделием.
Из (1) следует, что при постоянстве ![]() одинаковые силы резания на абразивных кругах могут быть получены при
одинаковые силы резания на абразивных кругах могут быть получены при ![]() , а это может быть достигнуто посредством расчета требуемых диаметров абразивных кругов.
, а это может быть достигнуто посредством расчета требуемых диаметров абразивных кругов.
Зная геометрические размеры наружного круга, а также величину зазора между кругами, можно определить наружный диаметр внутреннего круга (рис. 2) из выражения:
![]() , (2)
, (2)
где ![]() - величина зазора между внутренним диаметром наружного круга и наружным диаметром внутреннего круга;
- величина зазора между внутренним диаметром наружного круга и наружным диаметром внутреннего круга;
![]() - внутренний диаметр наружного круга.
- внутренний диаметр наружного круга.
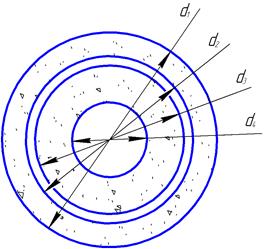
Рис. 2. Схема для расчета диаметров абразивных кругов
Внутренний диаметр внутреннего круга:
![]() , (3)
, (3)
где ![]() - наружный диаметр наружного круга.
- наружный диаметр наружного круга.
При правильном подборе абразивных кругов, т.е. выполнении условия равенства площадей контакта с обрабатываемым изделием, может быть достигнута компенсация реактивного момента, что исключено при использовании только одного абразивного круга. При этом условии предотвращается вероятность увода шлифовальной головки от обрабатываемого изделия, последствиями которого могут быть нанесение дефектов изделию в виде рисок и сколов и возможность травматизма оператора.
Анализируя схему процесса обработки изделия исполнительным органом с одним и двумя абразивными кругами, установлено, что во втором случае можно ожидать повышения производительности шлифования за счет новой схемы взаимодействия рабочего органа с обрабатываемой поверхностью. Так, если принять ширину изделия равной диаметру наружного круга и последовательно обрабатывать его сначала одним кругом, а затем двумя кругами, обнаружим, что при шлифовании одним кругом за один проход всё изделие обрабатывается один раз, при шлифовании двумя кругами за один проход всё изделие также обрабатывается один раз, а часть изделия, равная по ширине наружному диаметру внутреннего абразивного круга, – два раза.
Эксперименты, выполненные при обработке изделий из мраморной крошки шлифовальной машиной с двумя абразивными кругами, показали, что исполнительный орган такой конструкции обеспечивает повышение производительности процесса в 1,6 – 1,7 раза. [1]
Повышение производительности обработки достигается за счет подачи в зону обработки изделия вместе с промывочной жидкостью ПАВ или ПАМ. ПАВ являются понизителями твердости камня. Молекулы или ионы ПАВ проникают в открытые устья микротрещин и препятствуют их смыканию, а затем раздвигают их [2]. В качестве ПАВ можно использовать дешевый раствор поваренной соли, раствор соды (углекислого натрия, кальцинированной соды) с концентрацией 0,1%, что позволяет более чем на 40% сократить время шлифования изделий по сравнению с применением чистой воды. На 30% сокращается время шлифования при применении 0,1%-ного раствора едкого натра [6].
ПАМ усиливают абразивное воздействие шлифовального круга на обрабатываемое изделие. Частицы ПАМ являются дополнительными режущими элементами, они очищают шлифовальный круг от продуктов разрушения, а главное, они постоянно сохраняют высокие режущие свойства, так как вместо отработанных, затупившихся частиц потоком промывочной жидкости непрерывно подаются новые. При применении ПАМ интенсивность изнашивания шлифовального круга может быть существенно уменьшена. В качестве ПАМ можно использовать сухой песок, а также электрокорунды ![]() и карбиды.
и карбиды.
Отечественной промышленностью выпускают электрокорунды четырех видов: нормальный электрокорунд, содержащий ![]()
![]() и выплавляемый восстановительной плавкой из бокситов; белый электрокорунд с содержанием более
и выплавляемый восстановительной плавкой из бокситов; белый электрокорунд с содержанием более ![]()
![]() , выплавляемый из глинозема; легированный электрокорунд, получаемый плавкой либо бокситов, либо глиноземов с введением различных элементов (хрома, титана, циркония), существенно изменяющих свойства корундов; монокорунд, получаемый в результате сплавления бокситов с сернистым железом и последующего выделения монокристаллов корунда.
, выплавляемый из глинозема; легированный электрокорунд, получаемый плавкой либо бокситов, либо глиноземов с введением различных элементов (хрома, титана, циркония), существенно изменяющих свойства корундов; монокорунд, получаемый в результате сплавления бокситов с сернистым железом и последующего выделения монокристаллов корунда.
Нормальный электрокорунд, благодаря повышенной вязкости применяют для шлифования вязких материалов с большим сопротивлением разрыву, для абразивной обработки с переменными нагрузками и, главным образом, для тяжелых обдирочных работ.
Белый электрокорунд, в отличие от нормального, имеет незначительное число примесей и более однороден по химическому и минеральному составу. Порошкообразный абразивный материал из белого электрокорунда характеризуется высокими хрупкостью, прочностью и твердостью отдельных зерен, кромки которых из-за повышенной хрупкости материала очень острые, его также применяют для тяжелых обдирочных работ [7].
Легированные электрокорунды, как правило, не используются в качестве порошкообразного абразивного материала из-за сложной технологии изготовления и высокой стоимости.
Карбиды в природе не встречается, промышленность выпускает следующие виды: карбид кремния ![]() , карбид бора
, карбид бора ![]() и кубический нитрид
и кубический нитрид ![]() . Все они имеют повышенную твердость, превосходя электрокорунды, и их нецелесообразно добавлять для шлифования камня. Основное свое применение они нашли в шлифовании, грубых обдирочных работах твердосплавных металлов, а также благодаря низкому коэффициенту термического расширения карбиды успешно применяют в производстве огнеупоров [7].
. Все они имеют повышенную твердость, превосходя электрокорунды, и их нецелесообразно добавлять для шлифования камня. Основное свое применение они нашли в шлифовании, грубых обдирочных работах твердосплавных металлов, а также благодаря низкому коэффициенту термического расширения карбиды успешно применяют в производстве огнеупоров [7].
Для обеспечения возможности интенсифицированной обработки изделий из камня предложен комплект оборудования (рис. 3) [5], состоящий из ручной шлифовальной головки 1, соединенной гибким шлангом 2 с магистралью 3, имеющей вентиль 4, емкости с ПАВ 5, имеющей дозатор 6, емкости с ПАМ 7, имеющей питатель 8. К магистрали 3 может быть подключено несколько шлифовальных машин.
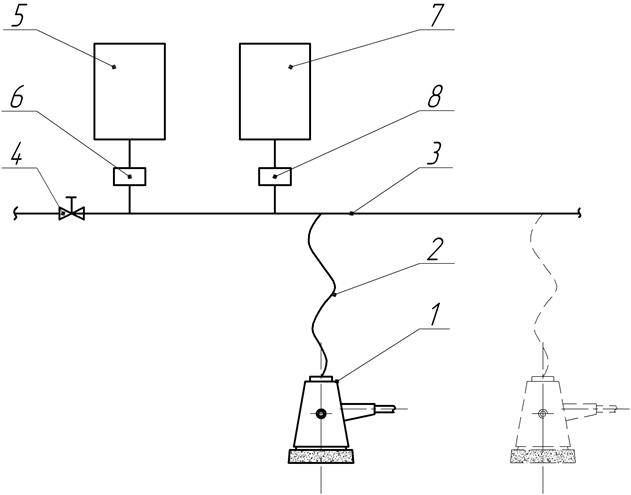
Рис. 3 – Комплект оборудования для интенсифицированной обработки изделия из камня
Процесс обработки изделия с использованием данного комплекта производится следующим образом: сначала открывается вентиль 4, и вода поступает в магистраль 3, и далее по гибкому шлангу 2 к полому шпинделю шлифовальной головки 1 и непосредственно в зону обработки изделия, причем вода воздействует на небольшую площадь изделия, ограниченную размерами шлифовального круга. Затем включается дозатор 6, и из емкости 5 по магистрали 3 и гибкому шлангу 2 вместе с водой поступают ПАВ, которые разрыхляют поверхностный слой изделия. После этого начинается обработка изделия шлифовальной машиной. Подача ПАМ из емкости 7 через дозатор 8 в магистраль 3 и далее по гибкому шлангу 2 осуществляется непрерывно или периодически тем же потоком воды. Предлагаемый комплект оборудования обеспечивает различные варианты шлифования изделия: обработка только шлифовальными кругами с промывкой водой, обработка шлифовальными кругами с подачей ПАВ, обработка шлифовальными кругами с подачей ПАМ, обработка шлифовальными кругами с подачей ПАВ и ПАМ. В процессе шлифования можно изменять концентрацию ПАВ и ПАМ в потоке воды либо совсем прекращать их подачу на изделие.
Достоинствами предлагаемого комплекта оборудования обработки изделий из камня, как представляется, могут быть следующие: повышение производительности обработки в 1,6–1,7 раза, уменьшение уровня вибрации и нагрузок на оператора, и, как следствие, уменьшение утомляемости оператора, улучшение условий труда.
Рецензенты:
Евстратов Владимир Александрович, доктор технических наук, профессор, заведующий кафедрой «Машины и оборудование предприятий стройиндустрии», ШИ ЮРГТУ (НПИ), г. Шахты.
Першин Виктор Алексеевич, доктор технических наук, профессор кафедры «Машины и оборудование бытового и жилищно-коммунального назначения», ФГБОУ ВПО ЮРГУЭС, г. Шахты.
Библиографическая ссылка
Деркачев И.С. КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ИНТЕНСИФИЦИРОВАННОГО ШЛИФОВАНИЯ ИЗДЕЛИЙ ИЗ КАМНЯ // Современные проблемы науки и образования. 2013. № 2. ;URL: https://science-education.ru/ru/article/view?id=8870 (дата обращения: 15.05.2026).