



С увеличением сложности технических объектов непрерывно возрастает роль методов и средств поддержания их в работоспособном состоянии в процессе эксплуатации. Сложность объектов при прочих равных условиях снижает надежность, качество и эффективность выполнения заданных функций, причем это компенсируется не только повышением надежности отдельных элементов, но и рациональным техническим обслуживанием в процессе эксплуатации. Применение автоматизированных методов и средств технического диагностирования представляет значительный резерв повышения качества, надежности и производительности технических объектов. Техническое диагностирование позволяет изучать и устанавливать признаки неисправности (работоспособности) оборудования, устанавливать методы и средства, при помощи которых дается заключение о наличии (отсутствии) дефектов. Техническая диагностика решает вопросы прогнозирования остаточного ресурса и безотказной работы оборудования в течение определенного промежутка времени. В соответствии с общей тенденцией развития машин увеличиваются рабочие параметры и единичные мощности агрегатов с одновременным снижением их удельной металлоемкости, что приводит к возрастанию их виброактивности [5].
Одной из основных целей создания нового, а также модернизации и эксплуатации существующего оборудования бумажной и лесоперерабатывающей промышленности является создание условий для обеспечения его средствами технической диагностики. В современных задачах диагностики электромеханического и механического оборудования совершающего вращательные движения, множество диагностических задач решается методами вибрационного диагностики и мониторинга, и именно они в основной своей части составляют любые системы технического диагностирования. При разработке нового ответственного оборудования большинство производителей уже на протяжении нескольких лет комплектуют его системами диагностики и мониторинга, в большинстве случаев объединяя их функционально с автоматическими системами управления. Но на оборудовании находящемся в режиме эксплуатации в России все еще работа по введению систем диагностики, даже без функционального объединения их с автоматическими системами, ведется на крайне низком уровне. И это несмотря на то, что использование нового поколения систем вибрационной диагностики не требует серьезных капитальных вложений и окупается в два-три месяца [1].
Вибрация – это один из наиболее информативных параметров, который может быть применен для оценки текущего технического состояния (ТС) оборудования. Обследование производится на работающем оборудовании, без нарушения производственного цикла, т.к. останов, визуальный осмотр и ревизия оборудования не всегда возможны и целесообразны. При этом значительно снижается вероятность возникновения аварийной ситуации, а ремонт проводится только тогда и там, где это действительно необходимо. При интенсивной вибрации увеличиваются динамические нагрузки, интенсифицируется износ и повреждения деталей машин, снижаются качественные показатели продукции, например качество бумаги, вырабатываемой на бумагоделательных машинах. Одним из путей совершенствования технического обслуживания и ремонта оборудования с целью сокращения затрат на поддержание его в работоспособном состоянии является разработка и внедрение вибродиагностики. Вибрация является интегральным показателем качества и ТС машины. Вибрационное диагностирование концептуально рассматривается как составная часть технического обслуживания оборудования производства целлюлозы.
Процесс сушки полотна является наиболее важной технологической стадией производства бумаги на бумагоделательной машине. Качественное регулирование процесса сушки важно в связи с тем, что по многим видам эксплуатационных затрат это наиболее затратная часть, она во многом определяет качество бумажного полотна. Так, на долю сушильной части приходится окончательное формирование бумажного полотна и образование тех или иных дефектов, связанных с влажностью и пересушкой и перегревом полотна, равномерностью влажности по поперечному и продольному сечению полотна.
Сушильные части состоят из значительного количества однотипных по конструкции сушильных цилиндров (СЦ). Подшипниковые опоры СЦ имеют одинаковые подшипники качения. При вращении СЦ от нагрузок режима работы в подшипниках генерируется вибрация. Поскольку СЦ имеют одинаковую скорость вращения и незначительно отличающиеся в режиме работы нагрузки, вибрация исправных подшипников СЦ происходит в одном частотном диапазоне и имеет незначительные статистически достоверные отклонения уровней (виброперемещения, виброскорости и др.). По измерениям вибрационных сигналов от подшипников и сравнению их уровней с допустимыми в настоящее время достаточно объективно определяют их ТС.
Цель исследования: разработка методики определения дефектных подшипников СЦ бумагоделательных машин с целью прогнозирования их ТС для предупреждения аварийных отказов.
Материал и методы исследования. Для обнаружения дефектных подшипников СЦ предлагается контроль их вибрации. Измерения вибрационных сигналов производились при установившейся рабочей скорости и регламентированном технологическом режиме выпуска продукции. Для определения значений вибрации подшипников СЦ применялся датчик вибрации Metrix ST6917 с диапазоном частот: от 3 до 1000 Гц. Измерения вибрации пятидесяти подшипников СЦ совершались с лицевой стороны СЦ в однотипных точках на протяжении двадцати месяцев.
Для сушильной части, удовлетворяющей условиям работоспособного состояния, при расчётах допустимых параметров вибрации подшипников СЦ целесообразно использовать однотипность узлов и нагрузок режима работы. При измерении всех подшипниковых узлов принимаем, что в работоспособной сушильной части СЦ и их подшипники также удовлетворяют условию работоспособности.
Измеренную выборку значений вибрации однотипных подшипниковых узлов проверяем на наличие грубых ошибок по критерию Стьюдента [3]. Грубые ошибки исключаем из дальнейших расчётов и обработки данных. Определяем среднее арифметическое значение выборки значений вибрации ![]() и среднее квадратическое отклонение S2 (табл.1).
и среднее квадратическое отклонение S2 (табл.1).
Таблица 1
Экспериментальные данные для оценки воспроизводимости эксперимента
|
№ серии опыта |
Результаты измерений параллельных опытов |
Среднее арифметическое значение функции отклика |
Дисперсия выборки Sj2 |
|
1 |
1,2; 0,64; …1,5 |
1,38 |
0,50 |
|
2 |
0,9; 0,65; …2,3 |
1,27 |
0,35 |
|
3 |
0,64; 0,9; …1,7 |
1,55 |
0,35 |
|
4 |
1,5; 0,7; …1,8 |
1,61 |
0,40 |
|
5 |
0,6; 0,66; …1,7 |
1,31 |
0,30 |
|
6 |
0,5; 0,8; …1,5 |
1,41 |
0,37 |
|
7 |
0,6; 0,8; …1,8 |
1,41 |
0,33 |
|
8 |
0,53; 0,8; …2,2 |
1,53 |
0,31 |
|
9 |
0,63; 0,6; …2,2 |
1,37 |
0,21 |
|
10 |
1,0; 0,8; …1,2 |
1,34 |
0,27 |
|
11 |
0,8; 0,9; …1,6 |
1,29 |
0,27 |
|
12 |
1,3; 0,8; …1,6 |
1,47 |
0,30 |
Для оценки изменчивости вибрации i-тых подшипников как случайных величин определяем вариационный коэффициент (табл. 2):
![]() (%) (1)
(%) (1)
Расчётное число параллельных измерений вибрации для оценки воспроизводимости эксперимента вычисляем по формуле:
![]() (2)
(2)
где t – табличный критерий Стьюдента, t=1,64 при вероятности P=0,9,
q – уровень значимости; для производственного эксперимента принимаем равным 10.
Таблица 2
Расчётные данные для оценки воспроизводимости эксперимента
|
№ серии опыта |
Вариационный коэффициент V, % |
Число параллельных измерений вибрации n |
|
1 |
50,89 |
8,35 |
|
2 |
46,77 |
7,67 |
|
3 |
38,02 |
6,23 |
|
4 |
39,19 |
6,43 |
|
5 |
42,11 |
6,91 |
|
6 |
43,25 |
7,09 |
|
7 |
40,62 |
6,66 |
|
8 |
36,24 |
5,94 |
|
9 |
33,49 |
5,49 |
|
10 |
38,68 |
6,34 |
|
11 |
40,14 |
6,58 |
|
12 |
37,34 |
6,12 |
Для оценки воспроизводимости эксперимента производим 12 серий параллельных измерений значений вибрации подшипниковых узлов при одних и тех же условиях работы сушильной части. По найденным значениям дисперсии выборки рассчитываем критерий Кохрена:
![]() (3)
(3)
где ![]() – максимальное значение из рассчитанных дисперсий в сериях измерений вибрации,
– максимальное значение из рассчитанных дисперсий в сериях измерений вибрации, ![]() =0,5,
=0,5,
n – количество серий опытов, n=12.
Из сравнения ![]() с табличным
с табличным ![]() делаем вывод, что эксперимент воспроизводим, а оценки дисперсий однородны.
делаем вывод, что эксперимент воспроизводим, а оценки дисперсий однородны.
Каждой сушильной части характерны специфические закономерности изменения параметров ТС её конструкционных элементов (подшипниковых узлов). Закономерности изменения параметров ТС подшипников СЦ подразделяются на следующие виды: 1– от наработки, 2 – от случайных процессов, 3 – от процессов восстановления.
Вибрация, как структурный параметр ТС, изменяется наряду с изменением ТС подшипникового узла [2]. По изменению вибрации за период подконтрольной эксплуатации производят оценку ТС узла. Схема характерного контурного графика изменения вибрации подшипниковых узлов СЦ за длительный период наработки приведена на рисунке 1.
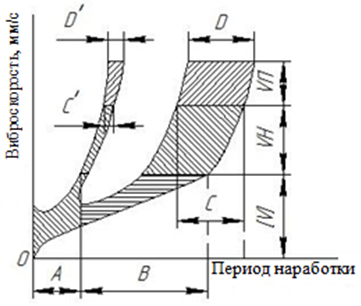
Рис. 1. Схема контурного графика виброскорости массива однотипных подшипниковых узлов СЦ: А – режим приработки; В – установившийся режим работы; С, С´ - образование дефектов; Д, Д´ - развитие дефектов; [V], VH, VП – уровни оценок вибрации «допустимо», «неудовлетворительно» и «предотказно» соответственно [4].
В зоне А в период приработки новых подшипников вибрация незначительна. В конце периода приработки контурный график разделяется на два участка. Незначительная часть новых подшипников ускоренно разрушается из-за дефектов изготовления и монтажа. Ускоренное развитие дефектов подшипников сопровождается интенсивным увеличением вибрации за короткий период наработки (С´, Д´).
Наработка основного массива контролируемых подшипниковых узлов происходит по второму участку контурного графика (зоны В, С, Д). С позиции трибологии на втором участке контурного графика продолжается эксплуатация подшипников в следующих периодах: зона В – период установившегося изнашивания; зона С – период изнашивания с увеличенной скоростью; зона Д – период интенсивного (предельного) изнашивания. Наиболее длительное время подшипники эксплуатируются в зоне В. Вибрация подшипниковых узлов в этой зоне возрастает незначительно. Направление изменения вибрации колеблется около постоянного значения.
Эксплуатация подшипниковых узлов в зоне С длится месяцами или неделями. Вибрация подшипниковых узлов значительно увеличивается. Период эксплуатации подшипниковых узлов в зоне Д составляет недели, дни, а иногда считанные часы. Вибрация подшипниковых узлов резко возрастает. Зона А контурного графика применяется для контроля ТС новых подшипниковых узлов при вводе в эксплуатацию или при модернизации действующих сушильных частей. При организации вибрационного контроля длительно эксплуатирующихся сушильных частей зоны А, В объединяют в одну (А-В), так как замена подшипников СЦ производится редко. Вновь установленные подшипники, как правило, в период наработки контролируются индивидуально. Оценочные критерии подуровней вибрации [V], VH, VП (рис. 1) рекомендуется принимать по границам участков наработки А-В, С, Д.
На основе проведённых измерений вибрационных сигналов и статистической обработки данных можно провести сравнительный анализ для выявления дефектного подшипника СЦ бумагоделательной машины с целью предупреждения аварийного останова технического объекта. Измерение виброскорости подшипника, замена которого была произведена после пятнадцати месяцев эксплуатации в связи с образованием раковины, было проведено с лицевой стороны СЦ по октавным полосам частот от 16 до 1000 Гц. Изменение ТС подшипникового узла при зарождении и развитии дефекта (рис. 2) сопровождается нарастанием уровней вибрации.
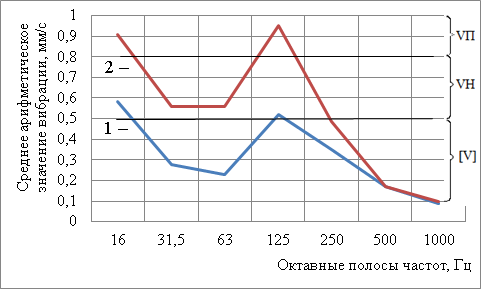
Рис. 2. График сравнения уровней вибрации неисправного подшипника сушильного цилиндра с допустимыми значениями вибрации для контролируемого массива: 1 – кривая допустимых значений вибрации, 2 – кривая значений вибрации дефектного подшипника; [V], VH, VП – уровни оценок вибрации «допустимо», «неудовлетворительно» и «предотказно» соответственно.
Анализ значений вибрации подшипников СЦ показывает, что дефектный подшипник имеет среднее арифметическое значение вибрации на 0,2…0,4 мм/с выше допустимых значений вибрации для контролируемого массива подшипниковых узлов. Это свидетельствует об отклонениях в техническом состоянии подшипникового узла.
Заключение
Вибрационное диагностирование решает вопросы прогнозирования остаточного ресурса подшипникового узла СЦ бумагоделательной. Последовательные ряды измеренных значений вибрации позволяют определять начальную стадию зарождения дефекта. Применение вибрационного диагностирования подшипниковых узлов СЦ в процессе эксплуатации способствует выявлению изменения ТС объекта и своевременному техническому обслуживанию.
Установлено, что для производственных экспериментов, удовлетворяющих условиям воспроизводимости, можно произвести дифференциацию массива измеренных значений вибрационного сигнала по подуровням оценочных критериев.
Рецензенты:
Черемных Н.Н., д.т.н., профессор, зав. кафедрой начертательной геометрии и машиностроительного черчения ФГБОУ ВПО «Уральского государственного лесотехнического университета», г. Екатеринбург;
Вураско А.В., д.т.н., профессор, директор института химической переработки растительного сырья и промышленной экологии ФГБОУ ВПО «Уральского государственного лесотехнического университета», г. Екатеринбург.
Библиографическая ссылка
Сиваков В.П., Микушина В.Н., Степанова Е.Н. ВИБРАЦИОННОЕ ДИАГНОСТИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ПОДШИПНИКОВ СУШИЛЬНЫХ ЦИЛИНДРОВ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/ru/article/view?id=16782 (дата обращения: 14.05.2026).