



Постоянная модернизация оборудования и изобретение новых методов литья существенно расширяют возможности нынешней литейной промышленности. Однако, наряду с прогрессом растут и требования к качеству получаемых отливок, которое не всегда удовлетворяет требованиям.
Большую часть потерь в производстве составляют потери от брака и затраты на исправление дефектов. Основными причинами брака отливок являются горячие трещины, газовые и усадочные раковины, причем горячие трещины являются одним из наиболее распространенных и трудноустранимых литейных дефектов[4,5].
Склонность отливок к образованию горячих трещин обуславливается на ряду с другими факторами деформационной способностью сплава в температурном интервале хрупкости в твердо-жидком состоянии. Поэтому для уменьшения горячеломкости отливок следует в большинстве случаев увеличивать пластичность сплава в интервале температур образования этого дефекта.
Увеличению пластичности сплава в начальный период формирования отливки отчасти способствует всесторонне газовое давление, когда предел текучести материала затвердевающей корки еще очень низок и соизмерим с величиной прилагаемого давления газа.
При этом газовое давление, создаваемое в автоклаве, воздействует на жидкий металл только через участки отливки, не контактирующие с формой [3].
В работе [1] было произведено моделирование процесса заливки и затвердевания образца при различном всестороннем давлении. Моделирование производилось в программном комплексе ProCast.
На первом этапе было проведено моделирование заливки образца с пробой Трубицина, но вместо разовой песчано-глинистой формы использовался металлический кокиль (Рис 1). В ранее опубликованных работах была выявлена закономерность снижения горячеломкости на данных образцах при повышении давления до 5 атм. Исследования при давлении свыше 5 атм. не проводились.
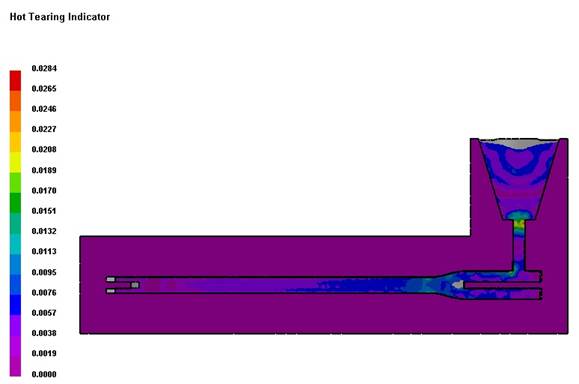
а
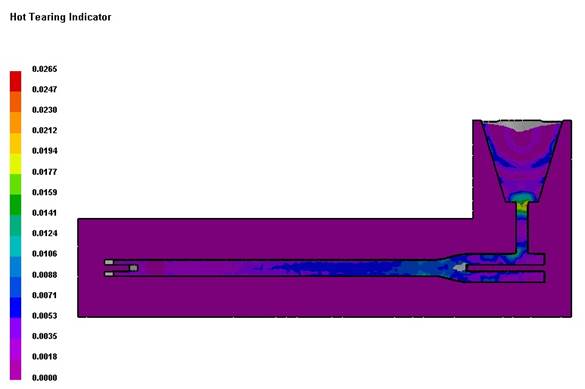
б
Рис. 1. Результаты моделирования образца: а) при всестороннем газовом давлении 1 атм.; б) при всестороннем газовом давлении 5 атм.
Соотношения результатов моделирования и
полученных данных в работе [2] показало, что программный комплекс ProCast дает принципиальное понятие о снижении горячеломкости
при повышении давления до 5 атм. Следующим этапом стало моделирование процесса
заливки и кристаллизации при всестороннем давлении в 10 атм (Рис. 2).

Рис. 2. Результаты моделирования образца при всестороннем газовом давлении 10 атм
Программный комплекс ProCast не показал зон образования горячих трещин. Таким образом, можно сделать выводы, что: всестороннее газовое давление свыше 5 атм. может оказать положительное влияние на снижении горячеломкости сплавов, и также применение программного комплекса ProCast допустимо для моделирования данных процессов, в связи с тем, что результаты моделирования совпадают с экспериментальными данными полученными ранее.
При дальнейшем анализе работы было выявлено несколько неточностей, а именно то, что в процессе моделирования программа считала кокиль статически неопределимым, а следовательно не могла просчитывать воспринимаемую им нагрузку и возникаемые при этом напряжения. Как следствие часть напряжений из кокиля при моделировании переходили в дополнительные напряжения в отливке, что вело к не совсем достоверным результатам исследования.[2]
Также в ходе работ было произведено проектирование комплекса технологической оснастки для определения горячеломкости.(Рис. З)
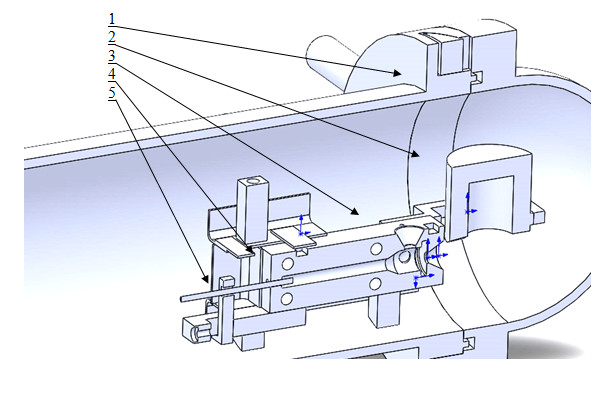
Рис 3. Комплект оснастки для определения
горячеломкости: 1- резервуар создания всестороннего газового давления, 2 –
тигель с расплавом металла, 3 – кокиль, 4 – стержень имеющий нулевой
коэффициент температурного расширения, 5 – тензодатчик.
Для того, чтобы сделать кокиль статически определимым для программы в конструкцию модели были внесены некоторые изменения, затронувшие только саму металлическую форму (Рис. 4).
Рис. 4. Модель кокиля
Дополнительное отверстие предназначено для
установки дополнительного компонента, введенного для того, чтоб при расчетах
указывать его, как статически неопределимый. Данная мера была принята из-за
особенностей программы, так как в ней по умолчанию любой объект не имеет
никакой привязки в пространстве. Дополнительный стержень позволил задать кокиль
как статически определимый объект, и выступил можно сказать отсчетной точкой
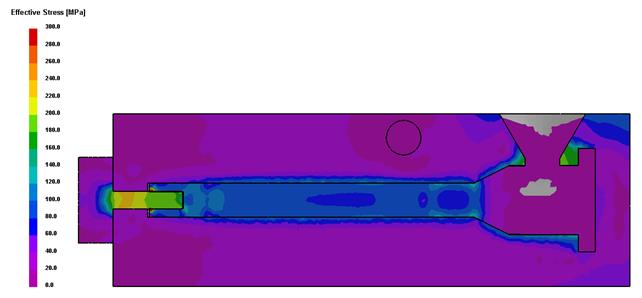
для программы. Как следствие в процессе моделирования заливки кокиль начал
воспринимать нагрузку (Рис. 5).
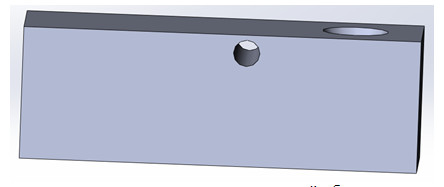
Рис. 5. Распределенье напряжений в процессе заливка
Как можно видеть из рисунка проделанные изменения не особо повлияли на основные результаты исследования, но позволили получать более точные сведения, кроме того появилась возможность изучать напряжения, возникающие в форме и других компонентах модели при затвердевании металла, что до этого момента не представлялось возможным. Также универсальность спроектированной оснастки позволит получать сведения при использовании различных концентраторов напряжений в форме.
Рецензенты:
Сиротенко Л.Д., д.т.н., проф. каф. СПиТКМ МТФ ПНИПУ, г. Пермь.
Беленький В.Я., д.т.н., проф., каф. СПиТКМ ПНИПУ, г. Пермь.
Библиографическая ссылка
Яковлев А.Д., Пустовалов Д.О., Овчинников А.М., Набокова Ю.С., Обухов К.А., Калинин К.В., Беспалов Н.А., Кайгородов А.К., Милованов Р.С. ВЛИЯНИЕ ВСЕСТОРОННЕГО ГАЗОВОГО ДАВЛЕНИЯ НА ГОРЯЧЕЛОМКОСТЬ ОТЛИВОК // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/ru/article/view?id=16048 (дата обращения: 16.05.2026).