



Введение
Конструктивно-эксплуатационные характеристики труб большого диаметра, предназначенных для транспортировки не коррозионно-активных газов и других углеводородов в магистральных трубопроводах, отличают большая толщина стенки, металлоемкость и ответственность изделия с точки зрения надежности и срока службы. Их производство осуществляется несколькими технологическими процессами. К ним относятся изготовление труб из предварительно сваренных карт, изготовление спирально-шовных труб из широкого листа, изготовление труб методом формовки на вальцах и т.д. [4; 6]. В последнее время наибольшее распространение получил процесс изготовлении прямошовных труб методом шаговой формовки, так называемый JCO-способ изготовления.
Формовка круглого (О-образного) профиля выполняется на гидравлических прессах и включает в себя два вида операции: подгибку продольных кромок листа и пошаговую гибку основной части профиля, которая выполняется поочередно от каждой из кромок листа к его середине (рис. 1, а). При каждой гибке заготовка подается в поперечном направлении на 150-400 мм в зависимости от числа шагов.
а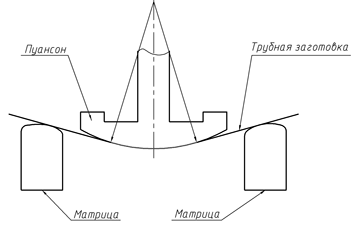 б
б 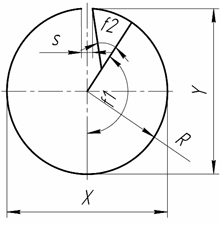
Рис. 1. Формовки труб методом пошаговой формовки: а – схема формовки по щагу, б – профиль трубных заготовок: R – наружный диаметр, S – разъем продольных кромок, X,Y – параметры, характеризующие овальность трубы, f1 – угол формовки основной части листа, f2 – угол подгиба кромок листа
К числу основных характеристик качества формованных трубных заготовок можно отнести правильность круглого профиля в виде допустимых отклонений от некруглости, и минимальную величину остаточных напряжений металле в объеме заготовок, которые влияют на качество сборки-сварки труб магистрального трубопровода, а также прочность металла сварного шва при эксплуатации трубы [3].
Отклонение профиля трубной заготовки от круглой формы в виде многогранности определяется напряженно-деформированным состоянием металла, возникающим в процессе ее изготовления. Исправление некруглости трубных заготовок производится после сварки операцией внутренней их раздачи – экструдированием. Однако для труб с толщиной более 20 мм, как показала технологическая практика, она не достаточно эффективна и не в полной мере исправляет многогранность О-образного профиля из толстолистового материала при недостаточном числе шагов гибки.
Наличие остаточных напряжений в объеме изготовленных трубных заготовок определяется тем, что их формование производится в условиях упругопластического изгиба материала листа. Это определяет пружинение металла и связанную с ним величину зазора между кромками листа после формовки (рис. 1, б), а также качество сварного шва. Расчет остаточных напряжений может быть выполнен согласно теореме о разгрузке, в соответствии с которой связь между напряжениями и деформациями при разгрузке подчиняется закону Гука [5]. Ее сущность заключается в следующем. При упругопластическом изгибе во внутренней зоне толщины листа распределение напряжений упругой деформации происходит по закону Гука, а во внешней – пластической равно пределу текучести (рис. 2 а), как для случая идеально пластического тела, деформирующегося без упрочнения. Величина остаточных напряжений находится разностью между напряжениями, действующими в нагруженном теле, и фиктивными напряжениями (рис. 2 в), которые возникли бы в теле при том же внешнем силовом воздействии, но при упругом деформировании (рис. 2 б).
а 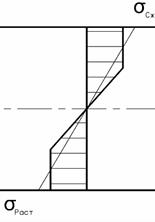 б
б 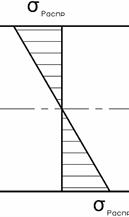 в
в 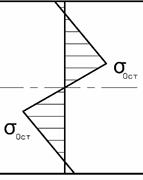
Рис. 2. Схемы графического распределения по толщине трубной заготовки напряжений:
а - при упругопластическом изгибе, б - фиктивных напряжений при упругом деформировании, в – остаточных напряжений [1]
В настоящее время для оценки напряженно-деформированного состояния металла в объеме заготовки, наряду с традиционными методами, все большее применение находит аналитический метод, основанный на методе конечных элементов (МКЭ с использованием специализированных программных продуктов). Это позволяет экономично и достаточно быстро выполнить требуемые расчеты, при этом оценить динамику процесса и неравномерность напряженно-деформированного состояния металла на различных шагах гибки, в частности толстолистового материала.
Обе указанные выше характеристики качества формованных трубных заготовок зависят от числа шагов гибки. Очевидно, что определение оптимального их числа для изготовления конкретной трубы является актуальной проблемой рассматриваемого способа изготовления трубных заготовок.
В данном исследовании было выбрано характерное изделие – труба из стали марки 10Г2ФБЮ с внешним диаметром 1420 мм, толщиной стенки 21,6 мм, изготовление которой производилось по двум вариантам в зависимости от числа шагов многошаговой гибки - одиннадцати и семнадцати.
Исходя из выше сказанного была определена цель работы: определение напряженно-деформированного состояния металла и распределения остаточных напряжений металла в объеме трубных заготовок толстолистового материала, изготовленных пошаговой гибкой, методом математического моделирования на примере изготовления конкретного изделия – трубной заготовки с внешним диаметром 1420 мм, толщиной стенки 21,6 мм по двум вариантам изготовления исходя их числа шагов: одиннадцати и семнадцати.
В соответствии с поставленной целью были определены целевые задачи:
- получение картин напряженно-деформированного состояния металла в объеме трубных заготовок, изготовленных пошаговой формовкой с различным числом шагов: одиннадцать и семнадцать;
- расчет значений остаточных напряжений согласно теореме разгрузки по закону Гука.
Моделирование процесса изготовления исследуемой трубной заготовки проводилось с применением программного комплекса Deform 3D [1; 2]. Трехмерные модели заготовки и технологической оснастки были созданы в программном продукте Solid Works 2007. В качестве материала заготовки для моделирования, из библиотеки программного обеспечения комплекса, выбрана сталь AISI-1060, которая наиболее близка по химическому составу и механическим свойствам к сталям, применяемым для труб данного класса: 10Г2ФБЮ и 10Г2ФБ. При этом было принято допущение, что исходная заготовка – лист – имеет одинаковую структуру по толщине и свободна от внутренних напряжений. При моделировании были соблюдены, в соответствии с данными производства, степень пластического прогиба, скоростные условия деформации и величина трения между заготовкой и инструментом.
Результаты моделирования получены в виде картин напряженно-деформированного состояния для процессов шаговой гибки с числом шагов одиннадцать (рис. 3, 4) и семнадцать (рис. 5, 6). Их анализ позволил сделать следующие выводы:
- увеличение числа шагов гибки с одиннадцати до семнадцати изменило напряженно-деформированное состояние металла трубных заготовок, характеризуемое его неравномерностью.
а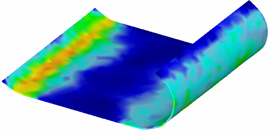 б
б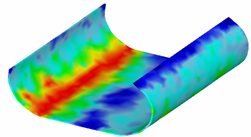
в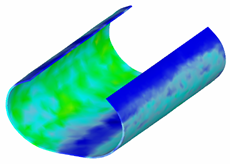 г
г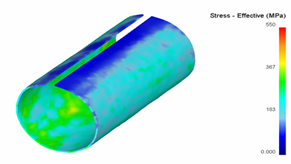
Рис. 3. Картины напряженного состояния металла трубной заготовки при 11-шаговой гибке второй стороны листа: а – 6, б – 8, в – 9, г - 11 (цифры означают номер шага)
а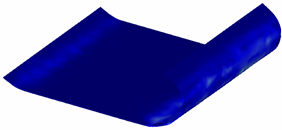 б
б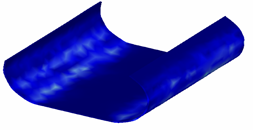
в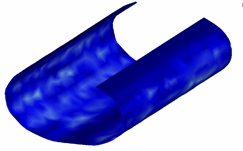 г
г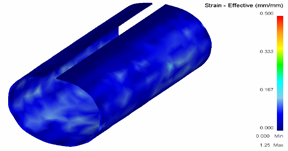
Рис. 4. Картины деформированного состояния металла трубной заготовки при 11-шаговой гибке второй стороны листа: а – 6, б – 8, в – 9, г - 11 (цифры означают номер шага)
а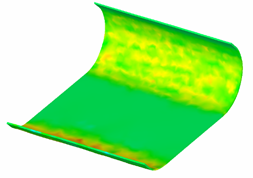 б
б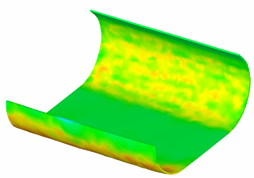
в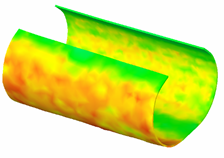 г
г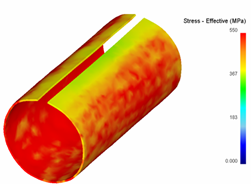
Рис. 5. Картины напряженного состояния металла трубной заготовки при 17-шаговой гибке второй стороны листа: а – 9, б – 12, в – 15, г - 17 (цифры означают номер шага)
а б
б
в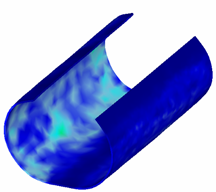 г
г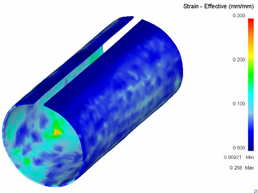
Рис. 6. Картины деформированного состояния металла трубной заготовки при 17-шаговой гибке второй стороны листа: а – 9, б – 12, в – 15, г - 17 (цифры означают номер шага)
При числе шагов 17 максимальное значение напряжений соответствует 550 МПа, при числе шагов 11 соответственно 370 МПа, минимальное соответственно 200 МПа и 100 МПа (рис. 7).
Деформированное состояние в объеме трубных заготовок также неравномерно. Максимальное значение интенсивности деформации составляет при 11-шаговой гибке 2,12%, при 17-шаговой - 2,48%. Минимальное значение интенсивности деформации при 11-шаговой гибке – 1,77%, при 17-шаговой - 1,92%.
а б
б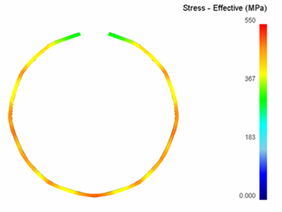
Рис. 7. Распределение напряжений по сечению трубной заготовки при числе шагов: а - 11; б - 17.
Кроме того, полученные результаты уточняют геометрию действительного очага деформации. Его размеры выходят за пределы геометрического, границы которого определяются границами контакта пуансона с заготовкой в момент окончания гибки, и по длине увеличение составляет ~ 22% (рис. 8).
Достоверность результатов математического моделирования может подтвердить тот факт, что расхождение размеров полученного профиля трубных заготовок с данными замеров на производстве при 17-шаговой формовке составляет 6% и в целом не выходит за пределы допусков в соответствии с действующим стандартом.
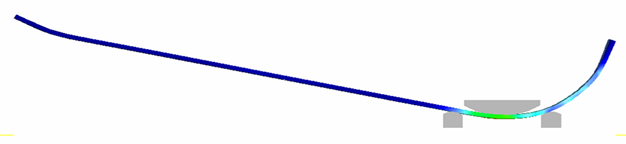
Рис. 8. Картина деформированного состояния металла на 5-м шаге гибки при 17-шаговой формовке
На основании теоремы о разгрузке, согласно которой связь между напряжениями и деформациями при разгрузке подчиняется закону Гука, рассчитаны остаточные напряжения, на основании которых построены эпюры, приведенные на рис. 9.
а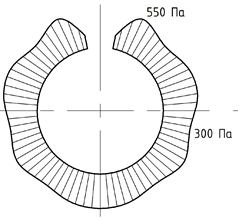 б
б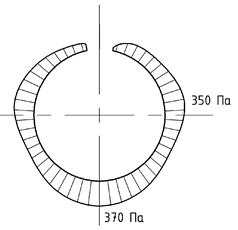
Рис. 9. Эпюры остаточных напряжений металла трубных заготовок при многошаговой формовке с числом шагов: а – 17, б - 11
В целом, на основании данных математического моделирования с применением программного продукта Deform 3D и расчетов остаточных напряжений по теореме о разгрузке, можно сделать следующие выводы.
1. Деформированное состояние формованных трубных заготовок характеризуется неравномерностью, которая определяется особенностью процесса гибки, при которой пластический изгиб выполняется сосредоточенной силой. Участки с максимальной деформацией, соответствующие зонам контакта с инструментом-пуансоном при гибке по шагам, чередуются со смежными участками меньшей деформации, которые доформовываются операцией раздачи после сварки трубы. При этом при увеличении числа шагов значение максимальной деформации увеличивается: при 11 шагах она составляет 2,12%, при 17 шагах – 2,48%.
2. Неравномерность деформированного состояния металла трубной заготовки определяется строением действительного очага деформации, который, на основании математического моделирования, выходит за объем геометрического, определяемого контактом инструмента с заготовкой, при этом удлинение составляет ~ 22%.
3. Характер распределения напряжений в объеме листовой заготовки, при каждой шаговой гибке, подобен распределению в ней деформаций. На основании теоремы о разгрузке, согласно которой связь между напряжениями и деформациями при разгрузке подчиняется закону Гука, рассчитаны остаточные напряжения. Они свидетельствуют, что с увеличением числа шагов величина остаточных напряжений и их максимальное значение увеличиваются.
Рецензенты:
Филимонов В.И., д.т.н., профессор, начальник бюро Центра подготовки и переподготовки персонала и специалистов инозаказчика ОАО «Ульяновский механический завод», г. Ульяновск.
Гаврилов Г.Н., д.т.н., профессор кафедры «Материаловедение и технологии новых материалов» НГТУ им. Р.Е. Алексеева, г. Нижний Новгород.