



Для приготовления легкоплавких сплавов на основе алюминия, цинка, олова, меди, свинца и магния в небольших объемах актуальной является разработка составов и технологии изготовления тиглей малыми сериями непосредственно в цехах и лабораториях.
В качестве исследуемых материалов были выбраны природные графиты месторождений России и Ближнего Зарубежья в природном и активированном состояниях (табл. 1) [8, 9].
Таблица 1
Используемые материалы
|
Материал |
Тип |
Марка, месторождение |
ГОСТ, ТУ |
|
Природный графит |
Скрытокристаллический |
ГЛС-3 (Ногинское месторождение) |
17022-81 |
|
ГЛС-2 (руда Курейского месторождения) |
17022-81 |
||
|
Кристаллический |
ГЛ-1 (Завальевское месторождение) |
17022-81 |
|
|
Коллоидный |
П (Тайгинское месторождение) |
17022-81 |
|
|
Каменноугольный пек |
- |
Б |
10200-82 |
Тигельные массы смешивали в лабораторных бегунах с вертикальными катками модели 018М2. Время перемешивания составляло 6–8 мин для сухих компонентов и дополнительно 2–-5 мин после добавления связующего.
В металлической матрице (рис. 1) изготавливали образцы. Для оценки эксплуатационных свойств тиглей (твердости, прочности, огнеупорности и др.) образцы диаметром 20 мм и высотой 20–30 мм сушили при комнатной температуре в течение одних суток. Полученные образцы подвергали ступенчатому нагреву со скоростью не более 100ºC/ч до 400ºC и со скоростью 50ºC/ч свыше 400ºC. Не прерывая процесс нагрева, при температурах 400, 600, 800 и 1000ºC от общей партии образцов отбирали по 3 образца для определения их свойств. При этих температурах образцы выдерживали в течение 30 мин, а затем охлаждали до комнатной температуры и проводили измерение свойств.
Для получения опытных партий тиглей была разработана и изготовлена оснастка, состоящая из матрицы, стержня, двух соединительных колец и двух полуформ [10]. Шероховатость поверхности оснастки (Rz) из стали 35ХМЛ, соприкасающейся с огнеупорной массой, составляла не более 1,6.
|
|
|
Рис. 1. Общий вид матрицы для изготовления образцов |

На первом этапе сборки стержень и две полуформы устанавливали в полость матрицы и жестко скрепляли двумя соединительными кольцами. На стержень и две полуформы наносили парафиностеариновое покрытие для более легкого извлечения тигля. Собранная форма обладает устойчивостью за счет центрирующей матрицы и двух соединительных колец, позволяя получать тигель с одинаковой толщиной стенки. После набивки тигельной массы оснастку переворачивали, центрирующую матрицу снимали. Затем производили нагрев оснастки, и без особых усилий стержень извлекался, образуя внутреннюю полость тигля. Набивку тиглей проводили вручную при помощи трамбовочного прутка [11, 12].
Полученные тигли сушили в течение суток при температуре 25оС на воздухе и далее подвергали термообработке при температуре до 800оС в шахтной лабораторной печи типа СШОЛ-1.1,6/12-МЗ (рис. 2).
Составы тигельных графитовых масс с различными по составу и количеству связующими приведены в таблице 2.
Таблица 2
Составы тигельных масс на графитах различного типа
|
Материалы |
Составы, % по массе |
||
|
1 |
2 |
3 |
|
|
Графит ГЛС-3 (ГОСТ 17022-81) |
70 |
|
|
|
Графит ГЛ-1 (ГОСТ 17022-81) |
|
70 |
|
|
Графит П (ГОСТ 17022-81) |
|
|
70 |
|
Каменноугольный пек |
30 |
30 |
30 |
|
Вода |
5 |
5 |
5 |
|
|
|
|
|
Рис. 2. Общий вид графитового тигля |
||

С целью оптимизации состава тигельных масс по углеродистому наполнителю исследовали зависимость свойств тиглей от типа графита: скрытокристаллический ГЛС-3, кристаллический ГЛ-1 и П, механоактивированный ГЛС-3А (с частичной заменой его пылевидным кварцем). В качестве связующих материалов опробовали каменноугольный пек.
Изготовленные образцы, а также тигли составов 1–9 (табл. 2) обжигали и определяли зависимость их механических свойств от температуры обжига (рис. 3–9).
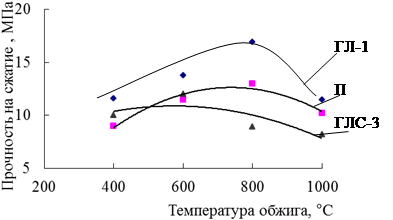
На рисунке 3, а (составы № 1–3, табл. 2) приведена прочность тиглей на сжатие для тигельных масс с 30% каменноугольного пека. Установлено, что прочность тиглей на кристаллическом и аморфном графите при температуре обжига до 600оС практически одинакова. Обжиг тиглей при 800оС приводит к снижению прочности тиглей на ГЛС-3 в связи с окислением графита и легкоплавких примесей; графит ГЛ-1, имея меньшую зольность и более крупный размер частиц, обеспечивает тиглям максимальную прочность. Обжиг при 1000оС вызывает массовое окисление (выгорание) углерода из графита всех исследуемых марок, и прочность тиглей резко снижается.
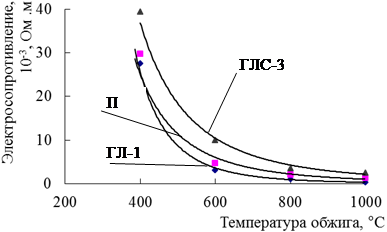
Электросопротивление опытных тиглей (рис. 3, б) резко снижается для всех марок графита с увеличением температуры обжига. Оптимальным режимом обжига можно считать интервал от 600 до 800оС.
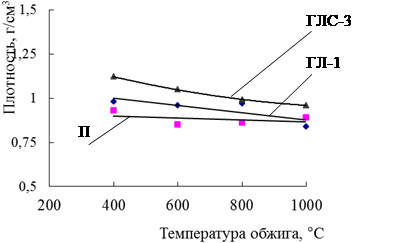
Плотность (расчетная) тиглей снижается с ростом температуры обжига, и потеря массы тиглей при 600–800оС составляет не более 5–7% для ГЛ-1 (П) и 10% для ГЛС-3 (рис. 4, а).
|
|
|
а |
|
|
|
б |
|
Рис. 3. Зависимость прочности (а) и электросопротивления (б) графитовых тиглей на каменноугольном пеке от температуры обжига |
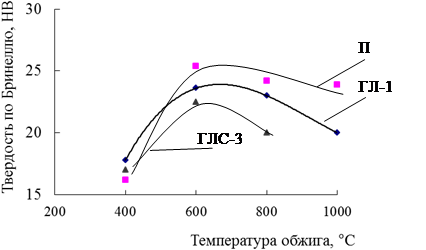
Анализ кривых зависимости твердости от температуры обжига (рис. 4,б) показал, что при 600–800оС происходит увеличение прочности тиглей. В результате коксования связующего обеспечивается повышение твердости до 20–25 кг/мм2. Следовательно, тигельные массы на каменноугольном пеке после обжига при температурах 600–800оС в результате частичной графитизации пека и окисления углерода в графите имеют оптимальные для низкотемпературной плавки параметры: прочность на сжатие – 10–17 МПа; удельное электросопротивление – (0,5–5,0)∙10-3Ом∙м; плотность – 0,8–1,0 г/см3; твердость – 20–25 кг/мм2. Однако по абсолютной величине более высокие значения технических показателей свойств имеют тигли на графите ГЛ-1, так как частицы его крупнее, чем у П и ГЛС-3, зольность при этом в среднем на 5–15% ниже по сравнению с графитом ГЛС-3.
|
|
|
а |
|
|
|
б |
|
Рис. 4. Зависимость плотности (а) и твердости (б) графитовых тиглей на каменноугольном пеке от температуры обжига |
Проведенные исследования свойств графитов позволяют предположить возможность улучшения технических характеристик тиглей при использовании в составе массы механоактивированного графита ГЛС-3А.
Таким образом, в ходе работы разработаны тигельные массы на каменноугольном пеке, которые после обжига при температурах 600–800оС имеют оптимальные для низкотемпературной плавки параметры: прочность на сжатие – 10–17 МПа; удельное электросопротивление – (0,5–5,0)∙10-3Ом∙м; плотность – 0,8–1,0 г/см3; твердость – 20–25 кг/мм2; термостойкость – 6–9 циклов.
Рецензенты:Москвичев В.В., д.т.н., профессор, директор СКТБ «Наука» КНЦ СО РАН, г. Красноярск.
Тимофеев В.Н., д.т.н., профессор, директор ООО «НПЦ Магнитной гидродинамики», г. Красноярск.