


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
APPLICATION OF THE THEORY OF SIMILARITY AND DIMENSION FOR DETERMINATION OF OPTIMUM PARAMETERS OF A CUTTER AND THE MODES OF CUTTING WHEN PROCESSING WOOD

В настоящее время древесные материалы широко применяют в качестве заменителей металлов при изготовлении различных деталей машин и оборудования: втулок, вкладышей подшипников, направляющих, уплотнительных колец и др. Использование таких деталей в машинах улучшает их эксплуатационные показатели, облегчает управление ими и труд рабочего при ремонте и замене узлов, снижает шум и вибрации, создает удобства в работе. Кроме того, применяемые в строительстве деревянные конструкции часто являются не столько несущими, сколько декоративными. Все это обусловливает предъявление повышенных требований к качеству древесины.
Точение – один из распространенных способов формирования поверхностей деталей из древесных материалов как на предварительных, так и на окончательных операциях их изготовления. Однако известные конструкции режущего инструмента, их формы и величины геометрических параметров не позволяют получить качественную поверхность обработки за один проход при высокой производительности [2].
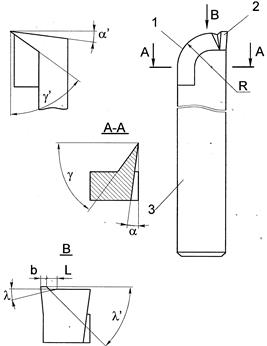
Теоретический анализ. В Воронежском ГАУ в течение многих лет ведутся работы по совершенствованию конструкций режущего инструмента для обработки древесины и материалов на ее основе [6, 7, 9, 10]. Работа в этом направлении позволила предложить новый суппортный токарный резец [7] с криволинейным лезвием (рисунок 1 б, в). Режущая часть резца состоит из режущей фасонной части 1, режущего клина 2, державки 3. Резец имеет следующие основные углы: a, a’ – задние углы фасонной части 1 и чистового клина резца 2; g, g’ – передние углы фасонной части 1 и чистового клина резца .2; l, l’ – угол опускания фасонной части резца 1 и угол подъема чистового клина 2; R – радиус изгиба режущей кромки: L – расстояние между черновой и чистовой вершинами резца, В – ширина режущей кромки чистового клина 2.
Суппортный токарный резец работает следующим образом: при точении ниже линии центров обеспечивается определенная глубина чистового резания и фиксация снимаемого слоя между передней поверхностью фасонной части резца и припуском чистового точения, так что фасонная часть 1 режет по принципу свободного резания, при этом ведется одновременная обработка клином, однако в отличие от прототипа выявленное расстояние между черновой и чистовой вершинами резца исключает образование опережающих трещин в направлении обработанной поверхности, а следовательно, и уменьшение шероховатости, выполнение ширины режущей кромки чистового клина 2 в установленных пределах исключает образование обработочных рисок [1].
Предложенный новый суппортный токарный резец позволяет повысить качество обработки и увеличить стойкость инструмента. Это достигается тем, что на суппортном токарном резце, содержащем державку с фасонной частью, задний угол которой равен 10…15°, передний угол 45…50° на торце резца по всей его ширине выполнен режущий клин, имеющий угол подъема режущей кромки для мягких пород древесины 55…60°, для твердых 45…50°, а на фасонной части резца угол опускания режущей кромки 10…15°, согласно изобретению, головка резца выполнена отогнутой, режущий клин содержит участок с прямолинейной режущей кромкой, ширина которой 6…10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3…5 мм, для твердых – 1…3 мм. Выполнение головки резца не изогнутой, а отогнутой обеспечивает, по сравнению с прототипом, повышение жесткости конструкции, что в свою очередь позволяет уменьшить величину погрешности формы изготавливаемых деталей. Выполнение чистового клина с прямолинейной режущей кромкой позволяет, по сравнению с прототипом, уменьшить шероховатость обработанной поверхности путем сглаживания микровыступов.
Экспериментально было установлено, что предлагаемая конструкция головки резца, интервалы значений ширины режущей кромки чистового клина и расстояние между черновой и чистовой вершинами резца, приведенные в предлагаемой формуле изобретения, являются оптимальными и позволяют получить, по сравнению с прототипом, обработанную деталь с наименьшими значениями величины погрешности формы и шероховатости, а именно – изготовление головки резца неизогнутой, а отогнутой, чистового клина с прямолинейной режущей кромкой шириной 6…10 мм, причем расстояние между черновой и чистовой вершинами резца для мягких пород древесины 3…5 мм, для твердых – 1…3 мм – обеспечивают достаточную жесткость конструкции, уменьшение гребешков обработочных рисок и наилучшую фиксацию черновой стружки между передней поверхностью резца и припуском чистового точения. Анализ взаимодействия признаков предлагаемого суппортного токарного резца при его работе в производственных условиях позволяет сделать вывод о его промышленной применимости [5].
Методика. В связи с изложенным нами была поставлена задача определения наилучших величин параметров нового резца – составная часть задачи выбора оптимальных условий обработки резанием. К числу переменных факторов, оказывающих наибольшее влияние на качество детали, было отнесено девять факторов: L – расстояние между чистовой и черновой вершинами резца; S – подача резца при точении заготовки; n – частота вращения; D – диаметр заготовки; t – глубина резания; m – микротвердость обрабатываемого материала; l’ – угол наклона чистового клина; l – угол наклона главной режущей кромки; g – главный передний угол.
Обоснованием выбора установленных переменных факторов явилось то, что при продольном резании изменение значений переднего угла чистового клина резца g влияет на границы зон деформаций, как впереди режущего лезвия инструмента, так и ниже плоскости резания. Изменение объема деформаций безусловно связано с изменением составляющих усилий резания, а перераспределение главных напряжений деформаций при изменении геометрии инструмента влияет на качество обработки. Изменение угла опускания l и угла подъема l‘ главной режущей кромки резца обеспечивает фиксацию слоев на поверхности обработки и резание по ней со скольжением, что исключает образование нерегулярных неровностей обработки.
Изменение диаметра обрабатываемой детали – D, оборотов шпинделя n и подачи – S влияет на силовые, энергетические показатели и качественные показатели процесса резания. Эти выводы, основанные на результатах экспериментальных исследованиях многих ученых, не однозначны, а в ряде случаев противоречивы. Неоднозначность и противоречивость мнений о влиянии этих факторов на силовые и энергетические показатели процесса резания объясняются недостатками методики экспериментов и неидентичными условиями их проведения.
Постоянными факторами были установлены: вид обрабатываемого материала, влажность, температура, жесткость системы СПИД, направление резания (вдоль волокон).
В качестве основных выходных параметров, определяющих качество поверхности, выбраны: физические параметры поверхностного слоя – макронеровности обработки – погрешность формы (отклонение от цилиндричности) и микронеровности обработки – шероховатость.
Для установления степени комплексного влияния перечисленных факторов на выходные параметры в широких пределах при большой структурной неоднородности обрабатываемого материала требуется применение математических методов обобщения результатов. Первоначально была поставлена задача получения многофакторных зависимостей, с помощью которых можно исследовать влияние режимов резания на шероховатость поверхности, погрешность формы.
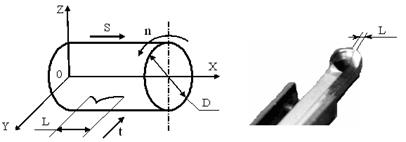
В общем виде (см. рисунок 1 а) интегральный критерий качества обрабатываемой поверхности зависит от ряда параметров:
![]() , (1)
, (1)
где MR – интегральный критерий качества, учитывающий погрешность формы и шероховатость поверхности; L – расстояние между чистовой и черновой вершинами резца, м; S – подача резца при точении заготовки, м; n – частота вращения, с-1; D – диаметр заготовки, м; t – глубина резания, м; m – микротвердость обрабатываемого материала, Н/м2; l’ – угол наклона чистового клина; l – угол наклона главной режущей кромки; g – главный передний угол.
Из уравнения (1) следует, что критерий качества есть функция девяти факторов. Для получения математической модели процесса формирования поверхности детали воспользуемся теорией подобия и размерностей, которая дает возможность оперировать с таким большим количеством факторов [12]. Получить полное решение этой задачи с точностью до постоянной возможно, если разность между числом существенных для процесса переменных и числом основных величин равна единице. В классическом варианте формула размерности всех производных величин получается за счет использования трех основных величин, которые рассматриваются как скалярные: [L] – размерность длины; [M] – размерность массы; [T] – размерность времени [11, 12].
Для увеличения числа основных единиц воспользуемся понятием, что многие величины являются векторными, т.е. обладают свойством направленности. Так, за счет разложения размерности длины [L] по трем направлениям [Lх], [Lу] и [Lz], количество основных величин увеличивается в совокупности до пяти. Структурная связь между скалярным и векторным пониманием длины имеет вид 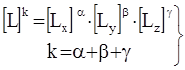 . При симметрии по всем осям
. При симметрии по всем осям ![]() . В случае её отсутствия равенство нарушается и возникает вопрос об исключении асимметричности из формулы размерности.
. В случае её отсутствия равенство нарушается и возникает вопрос об исключении асимметричности из формулы размерности.
Определим размерности величин, входящих в уравнение (1), с учетом направления их действия. Размерность расстояния [L] и подачи [S] имеет вид Lx , т.к. их определяющий размер расположен по оси ОХ (см. рисунок). Размерность частоты вращения [n] в скалярной форме имеет вид Т-1, а в векторной, с учетом, что ось вращения детали совпадают с осью ОХ, может быть записана как ![]() [3].
[3].
Диаметр заготовки [D] характеризуется протяженностью в двух направлениях Ly и Lz, который ради сохранения осевой симметрии относительно оси Х должен быть равнозначным в обоих направлениях. Формула размерности диаметра в этом случае имеет вид ![]() / Размерность глубины резания [t] –
/ Размерность глубины резания [t] – ![]() . В векторной форме плоский угол может быть описан как отношение направлений по соответствующим осям. Так, размерность угла наклона чистового клина [l1] имеет вид
. В векторной форме плоский угол может быть описан как отношение направлений по соответствующим осям. Так, размерность угла наклона чистового клина [l1] имеет вид ![]() , угла наклона главной режущей кромки [l] –
, угла наклона главной режущей кромки [l] – ![]() и главного переднего угла [g] –
и главного переднего угла [g] – ![]() .
.
При совпадении направления точения (подачи S) с осью Х размерность микротвердости имеет осевую симметрию относительно этого направления. Для ее отражения запишем размерность микротвердости для каждой плоскости:
 ,
, 
Для выполнения требований симметрии имеем ![]() /
/
В соответствии с p-теоремой число безразмерных критерий сократится до четырех, и уравнение (1) в критериальной форме примет вид ![]() , (2)
, (2)
В качестве основных параметров выделим S, n, t, m, g, которые определяют собой скоростной (n) и силовой (S и t) режимы резания, учитывают физико-механические свойства материала (m) и параметры резца (g) [4].
а) б)
в)
Основные параметры резца и режимы резания, влияющие на качество обрабатываемой поверхности детали
На их основе образуем безразмерные критерии:
![]() , (3)
, (3) ![]() , (4)
, (4)
![]() , (5)
, (5) ![]() (6)
(6)
Для определения показателей степеней, входящих в эти уравнения, распишем каждое уравнение через размерности его членов. Примем показатели степени последнего члена в третьем и последующих уравнения (4–6) для p-критериев, равным единице [8].
![]()
После преобразования получим
![]()
Приравняв показатели степеней в размерностях правой и левой частей уравнения, получим систему уравнений:
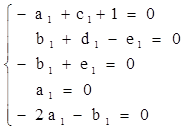
Решая систему, имеем ![]() . Отсюда
. Отсюда  .
.
Аналогично уравнению (3) решены уравнения (4–6). В результате имеем
 ;
;  ;
;  .
.
Подставляя полученные значения p-критериев в уравнение (2), в безразмерном виде имеем:
 (7)
(7)
Воспользуемся одним из важных свойств p-критериев, которое заключается в их способности трансформироваться в критерии другой формы путем операции перемножения.
В результате преобразования уравнение (7) примет вид 
Выводы. Таким образом, предложенная конструкция нового суппортного токарного резца решает задачу расширения функциональных возможностей резца с одновременным улучшением качества обработки поверхностей детали. Выполнение головки резца неизогнутой, а отогнутой, чистового клина с прямолинейным участком, и выдерживая расстояние между черновой и чистовой вершинами, обеспечивает полную обработку деталей из древесины и материалов на ее основе одним резцом, как точение заготовки, так и обработку торца, снятие фаски и т.д., что сокращает рабочее время на изготовление детали, а следовательно, повышает производительность труда. Конструкция резца повышает его жесткость, что повышает качество обработки поверхности детали.
На основе использования теории подобия и размерностей составлено критериальное уравнение, учитывающее влияние параметров резца и режимов резания на качество обрабатываемой поверхности детали. Использование векторного понимания размерности физических величин позволило сократить количество основных единиц до семи, что упростило получение математической модели исследуемого процесса и создало предпосылки для полного решения поставленной задачи.
Рецензенты:
Афоничев Д.Н., д.т.н., профессор, заведующий кафедрой электротехники и автоматики ФГБОУ ВПО «Воронежский государственный аграрный университет имени императора Петра I», г. Воронеж;
Кондрашова Е.В., д.т.н., профессор кафедры технического сервиса и технологии машиностроения ФГБОУ ВПО «Воронежский государственный аграрный университет имени императора Петра I», г. Воронеж.
Библиографическая ссылка
Тришина Т.В., Козлов В.Г., Трухачев В.И. ПРИМЕНЕНИЕ ТЕОРИИ ПОДОБИЯ И РАЗМЕРНОСТИ ДЛЯ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ ПАРАМЕТРОВ РЕЗЦА И РЕЖИМОВ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ДРЕВЕСИНЫ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=19298 (дата обращения: 17.05.2026).