


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
MULTIPURPOSE CONTROL OF THE TARGET QUALITY INDICES OF MICROSCOPE OBJECTIVES

Основным целевым показателем качества микрообъективов является качество изображения. Существуют различные методы контроля качества изображения, самым простым и технологичным из которых является анализ функции рассеянья точки.Функция рассеяния точки служит первичной характеристикой качества оптической системы, она является интегральным показателем, учитывающим все погрешности оптической системы. Так как ФРТ является первичной характеристикой качества изображения, она позволяет перейти к другим характеристикам качества изображения, например, ЧКХ и др. На рисунке 1 показана принципиальная схема контроля качества изображения микрообъектива по ФРТ. Точечная диафрагма 1 меньшего, чем предел разрешения микрообъектива размера изображается микрообъективом 2 в плоскости полевой диафрагмы 6. Полученное изображение проецируется объективом 3 на ПЗС-матрицу. Анализируя полученное дифракционное изображение можно судить о наличии тех или иных аберраций в системе.
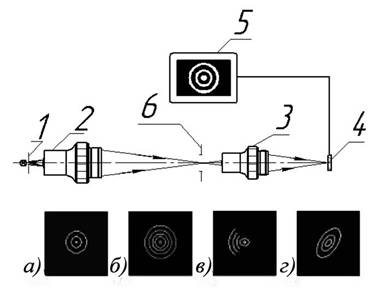
Рис.1. Схема контроля качества изображения по изображению точечного источника. 1 – точечная диафрагма, 2 – контролируемый микрообъектив, 3 – проекционный микрообъектив, 4 – ПЗС-матрица, 5 – монитор, 6 – полевая диафрагма, а – идеальное изображение точки, б – сферическая аберрация, в – кома, г – астигматизм
Для удобства работы в микроскопии применяются сменные микрообъективы. Они отличаются увеличением и апертурой и позволяют рассматривать объекты различного размера,или же осуществлять поиск необходимого объекта, последовательно изменяя увеличение. Для удобства использования микрообъективы закрепляют в поворотном револьвере (обычно револьвер содержит порядка пяти микрообъективов). Использование поворотного револьвера приводит к тому, что при переключении микрообъективов изображение может оказаться расфокуссированным и сдвинутым в поперечном направлении в плоскости изображения. Во избежание данных негативных последствий приходится накладывать жесткие допуски на такие целевые показатели качества микрообъективов, как высота и центровка.
Значения данных допусков могут варьироваться в зависимости от параметров микроскопа и его назначения. Например, допуск на центровку микрообъектива рассчитывается, исходя из размера полевой диафрагмы окуляра (или наименьшего размера ПЗС-матрицы в случае цифровых микроскопов). Так, для объектива с увеличением V=-63x при использовании матрицы 1/2″ (6,4 × 4,8 мм) величина допустимой децентровки Δe (величина несоосности механической и оптической оси микрообъектива) будет составлять
![]() ,
(1)
,
(1)
где L – половина наименьшего размера ПЗС-матрицы. Допуск на высоту микрообъектива определяется требуемой глубиной резкости микрообъективов. Однако так как обеспечение слишком жесткого допуска на высоту микрообъектива сопряжено со значительным ростом его себестоимости, используется компромиссный подход к данному вопросу. Основной целью ставится, чтобы при переключении одного объектива на другой изображение не исчезало, при этом допускается сильная расфокуссировка. Данное условие выполняется при изготовлении высоты микрообъектива в пределах допуска ±10-15 мкм, поэтому в статье мы будем опираться на данные цифры.
В практике отечественного приборостроения данные показатели качества (высота и центровка)обеспечивают на токарном станке, обладающем специальным патроном, позволяющим наклонять микрообъектив. Данный метод заключается в устранении биения изображения, создаваемого микрообъективом относительно оси вращения шпинделя станка и подрезке опорного торца на расстоянии, соответствующем номинальному значению высоты. Однако данный подход к решению проблемы сопряжен с рядом недостатков.
· После такой обработки опорная торцевая поверхность микрообъектива оказывается наклоненной по отношению к базовой механической оси микрообъектива, образованной резьбовым цилиндром. Данный факт может ухудшить базирование микрообъектива.
· Происходит ухудшение качества изображения на краю поля зрения. Это сопряжено с тем, что при наклоне и подрезке микрообъектива происходит наклон его оптической оси относительно опорного торца.
· Дополнительная обработка требует использования дорогостоящего дополнительного оборудования, дополнительных производственных площадей и дополнительных временных затрат на транспортировку из «чистой» комнаты, где осуществляется сборка в цех.
В целях исправления данных недостатков было предложено использовать унифицированную конструкцию микрообъектива, позволяющую производить юстировку высоты и центровки микрообъективов [2]. Данные юстировки возможны благодаря тому, что линзовые компоненты расположены не в общем корпусе, как в классической конструкции микрообъектива, а в промежуточной оправе 2 (рисунок 2).
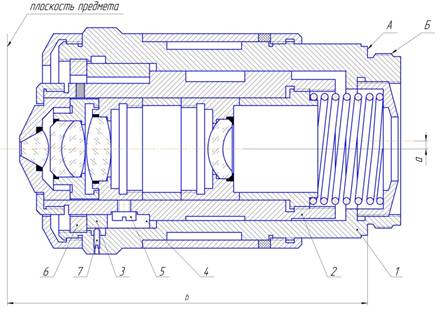
Рис.2. Конструкция унифицированного микрообъектива (не в масштабе). а – децентровкамикрообъектива, b – высота микрообъектива, 1 – корпус, 2 – общая оправа, 3 – втулка, 4 – паз, 5 – винт для фиксирования положения общей оправы, 6 – регулировочное резьбовое кольцо, 7 – винт
Для того чтобы обеспечить юстировку центровки, отверстие в корпусе 1 выполнено с эксцентриситетом относительно базового резьбового цилиндра. Внутреннее отверстие в общей оправе 2 также выполнено с эксцентриситетом относительно ее внешней цилиндрической поверхности. Благодаря равенству величин данных эксцентриситетов возможно вращением общей оправы 2 добиться совпадения оптической оси микрообъектива и его механической базовой оси. Для осуществления процесса юстировки центровки требуется ослабить винт 7 и вращением общей оправы 2 добиться требуемой величины центровки.
Юстировка высоты обеспечивается сдвигом общей оправы 2 относительно корпуса 1 в продольном направлении. Это возможно благодаря наличию резьбового кольца 6, которое посредством втулки 3 воздействует на общую оправу 2.
Высокая трудоемкость контрольно-юстировочных операций и использование различного сложного и дорогостоящего оборудования послужили предпосылкой для разработки единого стенда, который бы позволял осуществлять контроль целевых показателей качества микрообъективов (высоту, центровку и качество изображения) и, при необходимости, осуществлять их юстировку.
Схема и принцип действия контрольно-юстировочного стенда
Схема данного стенда приведена на рисунке 2. Контроль высоты и центровки основан на сравнительном методе. На эталонный тубус 1 стенда устанавливается эталонный микрообъектив 2, обладающий трехкратным метрологическим запасом по точности изготовления высоты и центровки. Камера 5 устанавливается на номинальное расстояние величины тубуса микрообъектива (при необходимости в ход лучей вводится тубусная линза 6, при использовании микрообъективов с тубусом бесконечность). Производится перемещение предметного стола 3,содержащего подсвеченную марку, с помощью позиционера на основе шагового двигателя до получения четкого изображения марки на ПЗС-матрице камеры. После чего координаты позиционера и координаты изображения марки на матрице заносятся в память компьютера и считаются номинальными. Измерительными элементами выступают матрица ПЗС-камеры и позиционер на основе шагового двигателя.
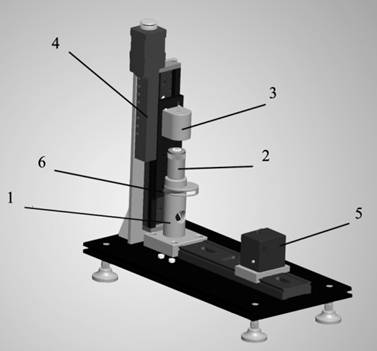
Рис. 3. Модель контрольно-юстировочного стенда. 1 – эталонный тубус, 2 – микрообъектив, 3 – предметный стол, 4 – моторизированный позиционер, 5 – ПЗС-камера, 6 – тубусная линза
После данного этапа эталонный микрообъектив может быть извлечен (для этого требуется поднять предметный стол посредством позиционера). На тубус устанавливается контролируемый микрообъектив и производится повторная фокусировка на марке предметного стола. Полученное значение координат позиционера будет характеризовать погрешность высоты контролируемого микрообъектива. Как говорилось выше, на высоту микрообъектива накладывается допуск в пределах ±10-15 мкм. Поэтому в качестве позиционера может быть использован, например, линейный транслятор 8MT177 компании ViconStanda, который имеет разрешение на полном шаге, равное 1 мкм, что обеспечивает необходимый запас по точности.По координатам положения изображения марки на ПЗС-матрице можно вычислить величину децентрировки микрообъектива по формуле
где Δx,y – разница координат изображения марки для эталонного и контролируемого микрообъектива, V – увеличение микрообъектива.
Для осуществления контроля качества изображения микрообъектива требуется заменить марку на точечную диафрагму, размер которой зависит от апертуры микрообъектива. В данной работе не рассматриваются иммерсионные микрообъективы, поэтому апертура может лежать в пределах от 0,1 до 1. Таким образом, требуется использовать набор точечных диафрагм с размерами от 0,27 до 2,7 мкм. В зависимости от используемой ПЗС-матрицы и от апертуры микрообъектива в ход лучей может быть введен дополнительный микрообъектив (на рисунке не показан), изображающий дифракционное изображение точки с дополнительным увеличением на матрицу [3]. Современные камеры позволяют (теоретически) зафиксировать до 10 колец дифракционной картины, однако реальные возможности камер значительно ограничены за счет наличия темнового шума и, как показано в работе [5], на практике реально зафиксировать лишь 2 кольца. Для получения более полной и достоверной информации о функции рассеяния точки целесообразно воспользоваться методом компьютерной изофотометрии[4], который позволяет существенно повысить качество получаемых с матрицы данных.
В процессе работы были проанализированы целевые показатели качества микрообъективов, рассмотрены существующие методы контроля и обеспечения целевых показателей качества и выявлены их недостатки. Предложен комплексный метод контроля, позволяющий полностью автоматизировать данную стадию производственного процесса. Была предложена компоновка устройства для комплексного контроля целевых показателей качества микрообъективов(рис.3). Данное устройство в совокупности с соответствующим программным обеспечением позволит полностью автоматизировать процесс контроля и юстировки, существенно снизить временные затраты и уменьшить себестоимость производимых микрообъективов.
Рецензенты:Зверев В.А., д.т. н., профессор, Университет ИТМО, г.Санкт-Петербург;
Мамедов Р.К., д.т.н., профессор,
Университет ИТМО, г. Санкт-Петербург.
Библиографическая ссылка
Белойван П.А., Латыев С.М., Табачков А.Г., Бурбаев А.М., Смирнов Н.В. КОМПЛЕКСНЫЙ КОНТРОЛЬЦЕЛЕВЫХ ПОКАЗАТЕЛЕЙ КАЧЕСТВА МИКРООБЪЕКТИВОВ // Современные проблемы науки и образования. 2015. № 1-1. ;URL: https://science-education.ru/en/article/view?id=18404 (дата обращения: 16.07.2026).