



Оптический коммутатор – быстродействующий многоосевой манипулятор на базе цифровых электроприводов, чьим рабочим органом является призма или зеркало [4]. Оптический коммутатор позиционирует призму для скоростного изменения положения оси излучения в оптической системе. Наряду с функцией изменения положения оси, оптический коммутатор обладает возможностью автоюстировки – автоматической компенсации угловых уводов оси оптических излучателей (например, юстировочного излучателя системы) от эталонного направления. Данная способность полезна, если возможны уводы юстировочного излучателя (например, под влиянием под влиянием климатических факторов, вибрации и т.д.). Ранее, в такой ситуации, юстировка излучателей обеспечивалась встраиванием клиновых компенсаторов (оптических клиньев). Наличие дополнительных юстировочных оптических элементов вызывает неизбежное затухание излучения и усложняет оптическую схему. Еще одним недостатком клиновых компенсаторов является невысокая скорость их работы. Данный недостаток вызван невозможностью применения в компенсаторах высокодинамичных и, в то же время, миниатюрных приводов.
Функция автоюстировки оптического коммутатора базируется на построении главной обратной связи по положению оси излучения [3]. Данная связь охватывает всю оптическую систему в целом и позволяет избежать неполной наблюдаемости выходной координаты – положения оси юстировочного излучателя. Построение главной обратной связи базируется на создании измерительной системы, отводящей часть излучения с помощью светоделительных пластин на диффузный экран, и наблюдении за положением пятен. Фиксацию координат положения производит скоростная видеокамера, видеосигнал которой обрабатывается специальной программой. На основе положения световых пятен на экране вырабатываются необходимые управляющие воздействия для приводов оптического коммутатора и, при очередном позиционировании призмы, вносятся коррективы таким образом, чтобы компенсировать разъюстировки. Данное решение позволяет отказаться от излишней юстировочной оптики, упростить схему установки и отказаться от длительной операции ручной юстировки.
На базе ФКП «ГЛП «Радуга» был разработан быстродействующий оптический коммутатор на основе механизма с параллельной кинематикой типа «гексапод» [1]. Быстродействующий оптический коммутатор является 6-координатным манипулятором, осуществляющим, помимо изменения положения оптической оси, компенсацию разъюстировок излучателя [2, 5].
На рис. 1 представлен манипулятор оптического коммутатора, экспонировавшийся на выставке в составе II экономического форума «Владимирская область – территория динамичного развития» 30–31 мая 2014 года в городе Владимир.

Рис.1. Манипулятор оптического коммутатора, экспонирующийся на выставке
Представленный коммутатор является встраиваемым решением, адаптируемым под конкретное применение с помощью коррективов управляющей программы и быстрой сменой рабочего органа (призмы).
Цель исследования
Целью является проверка работоспособности алгоритма автоюстировки оптического коммутатора.
Материал и методы исследования
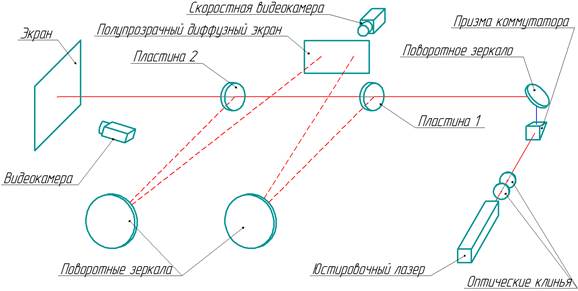
В качестве юстировочного излучателя в стенде использовался полупроводниковый лазер ЛМ-650-20DA2 производства ЗАО «Кантегир», с длиной волны 655 нм и мощностью 20 мВт. Разъюстировки излучателя имитировались при помощи двух оптических клиньев, расположенных на его оси.
Определение разъюстировки лазерных излучателей велось с помощью отвода части лазерного пучка на полупрозрачный диффузный экран и регистрации световых пятен скоростной камерой Fastvideo – 500 производства НПО «Астек».
Отвод осуществлялся плоскопараллельными светоделительными пластинами из кварцевого стекла КУ ГОСТ 15130-86 с просветлением неотводящей поверхности на длину волны для минимизации вторичного пятна.
Отражение лазерных пучков в системе производилось зеркалами с покрытием по ОСТ 3-1901-85 (медь на стеклянной подложке) с коэффициентами отражения более 95 % для длины волны λ = 0,65 мкм.
Видеоанализ, расчет разъюстировок, формирование управляющих воздействий и коммуникационные функции осуществлялись специально разработанным ПО, предназначенным для управления оптическим коммутатором [3].
Приводная группа оптического коммутатора построена на базе цифровых частотных приводов Siemens Sinamics S120 с двигателями Siemens 1FK7. Управление приводной группой осуществлялось контроллером перемещения Siemens Simotion D435-2 DP/PN.
Фиксация световых пятен на экране (миллиметровая бумага) производилась видеокамерой Beward BD4330.
Схема проведенного эксперимента представлена на рис. 2.
 <
<
Рис. 2. Схема эксперимента
Испытания проходили в несколько этапов, каждый из которых включал в себя отдельные операции.
1. Первый этап:
- имитация разъюстировки излучателя ручным позиционированием оптических клиньев.
2. Второй этап (операции проходили одновременно в автоматическом режиме):
- опрос юстировочного лазера коммутатором в режиме отключенной автоюстировки;
- фиксация световых пятен на диффузном экране скоростной камерой для расчета разъюстировок;
- фиксация световых пятен видеокамерой для визуального контроля;
3. Третий этап:
- программный анализ видеозаписи скоростной камеры для определения позиции световых пятен и разъюстировок;
- программный расчет координат призмы коммутатора, необходимых для компенсации разъюстировки излучателя, и загрузка их в контроллер коммутатора.
4. Четвертый этап:
- опрос юстировочного излучателя коммутатором в режиме включенной автоюстировки;
- фиксация световых пятен видеокамерой на экране для визуального контроля.
Испытания проводились 9 раз для различных сочетаний вертикальной и горизонтальной разъюстировки. В целом, луч первого излучателя находился в пределах ±5 угловых минут по обеим плоскостям. Расстояние от первого лазерного излучателя до экрана составило 6990 мм.
Для визуального контроля автоюстировки после каждого испытания проводилось извлечение кадров со световыми пятнами на экране из видеозаписей камеры Beward BD4330.
Результаты исследования
В ходе 9 испытаний, прошедших на базе испытательного стенда, были установлены различные положения оптических клиньев. Первый опыт проводился без смещения клиньев. Со второго по девятый опыт излучатель разъюстировывался таким образом, чтобы световые пятна заняли различные положения (приблизительно на окружности диаметром 10 мм с центром в середине экрана).
На втором этапе каждого испытания скоростная видеокамера формировала видеозаписи, содержащие кадры со световыми пятнами, во время опроса коммутатором юстировочного лазера. Данные видеозаписи сохранялись в файлах .flab, представляющих собой собственный формат видеозаписи для камер Fastvideo.
На третьем этапе испытаний сохраненные файлы .flab подвергались видеоанализу с помощью ПО коммутатора. В автоматическом режиме был произведен поиск кадров, содержащих световые пятна, выделена их позиция, получены данные о разъюстировках излучателя в горизонтальной и вертикальной плоскостях и рассчитаны необходимые поправки позиции призмы коммутатора.
Полученные данные о разъюстировках излучателя приведены в таблице 1.
Таблица 1
Разъюстировки юстировочного излучателя
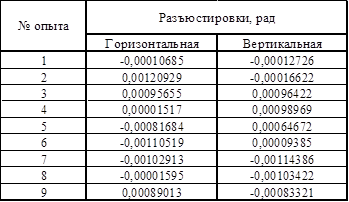
На основе данных из таблицы 1 был составлен график динамики сымитированных разъюстировок на протяжении девяти опытов. График представлен на рис. 3.
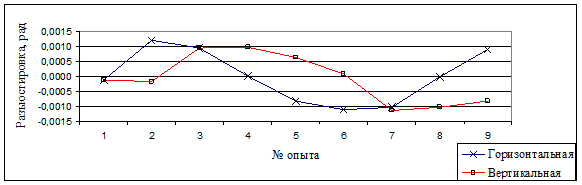
Рис. 3. Сымитированные разъюстировки лазерного излучателя
На четвертом этапе испытаний лазерный излучатель опрашивался коммутатором при включенном режиме автоютировки. Лазерные пятна на экране фиксировались видеокамерой, а их позиции, в дальнейшем, были получены при извлечении кадров из видеозаписи.
Разъюстировки оси лазерного излучателя при включенном режиме автоюстировки приведены на рис. 4.
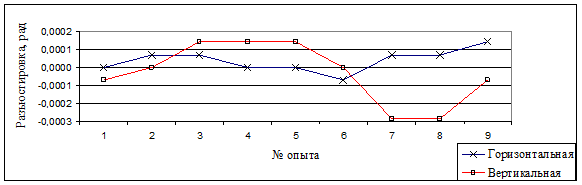
Рис. 4. Разъюстировки излучателя при включенном режиме автоюстировки
Из графика на рис. 4 следует, что разъюстировка излучателя снизилась в 4–10 раз в зависимости от конкретного опыта.
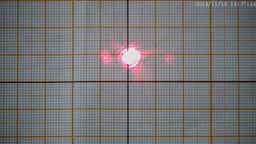
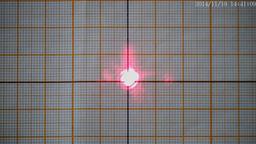
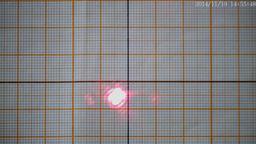
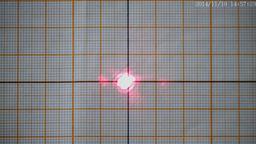
Примеры видеокадров, извлеченных из различных записей видеокамеры Beward BD4330, иллюстрирующие световые пятна на экране в разных режимах коммутатора, представлены на рис. 5.
 а)
а)
 б)
б)

 в)
в)
Рис. 5. Световые пятна на экране при выключенной (слева) и включенной (справа) автоюстировке: а – второй опыт; б – пятый опыт; в – восьмой опыт.
На видеокадрах рис. 5 видно, что в режиме автоюстировки оптический коммутатор сводит лазерный пучок с точностью до 1 мм на плече 6990 мм (расстояние от лазерного излучателя до экрана). Данные цифры соответствуют точностям угловой излучателя юстировки 1,5*10-4 рад.
Выводы
1. Алгоритм автоюстировки оптического коммутатора на базе привода с параллельной кинематикой показал свою работоспособность и позволил достичь точности угловой юстировки до 1,5*10-4 рад.
2. В процессе функционирования оптического коммутатора следует уделять особое внимание состоянию механики манипулятора, поскольку работа приводов идет в ударном режиме. В данном эксперименте было выявлено наличие небольших линейных люфтов карданных подвесов штанг гексапода, что отрицательно сказалось на общей точности юстировки. Данный недостаток устраняется при применении карданных подвесов с увеличенными диаметрами осей.
Рецензенты:
Гоц А.Н., д.т.н., профессор кафедры тепловых двигателей и энергетических установок Владимирского государственного университета, г. Владимир;
Егоров И.Н., д.т.н., профессор, член-корреспондент РАИН, директор «Центра образования инвалидов» Владимирского государственного университета, г. Владимир.