


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
STUDY THE PROPENSITY TO OVERHEAT STEEL SYSTEMS H3G3MFS AND HN3MFS

В современном машиностроении существует потребность в материалах обладающих высоким уровнем механических свойств, которые определяются химическим составом и структурой. Базовым параметром структуры, который определяет качество стальных изделий, является размер аустенитного зерна.
Перспективной группой материалов являются системно легированные стали типа ХН3МФС и Х3Г3МФС, так как при проведении термической обработки этих сталей можно получить структуру беcкарбидного бейнита [1], обладающего достаточно высокой прочностью, за счет структуры бейнита, и высокой пластичностью, за счет остаточного аустенита. В результате ранее проведенных дилатометрических исследований было установлено, что критическая точка Ас3 у этой группы сталей находится на уровне 950°С. Поэтому целесообразно исследовать данные стали на склонность к перегреву при температурах выше Ас3. Научное исследование в этом направлении позволит выбрать стали с таким химическим составом, у которых склонность к перегреву будет минимальной.
Таким образом, целью данной работы является исследование склонности к перегреву сталей систем легирования Х3Г3МФС и ХН3МФС.
Материалы и методы исследования
В работе исследовали стали марок 25Х3Г3МФС, 25Х3Г3МФС2, 45Х3Г3МФС, 45Х3Г3МФС2, 25ХН3МФС, 25ХН3МФС2, 45ХН3МФС, 45ХН3МФС2, химический состав которых приведен в таблице 1.
Таблица 1
Химический состав исследуемых сталей, % (масс.).
|
Марка стали |
Содержание элементов |
||||||
|
С |
Si |
Mn |
Cr |
Mo |
Ni |
V |
|
|
25Х3Г3МФС |
0,318 |
1,57 |
2,380 |
2,87 |
0,626 |
0,378 |
0,159 |
|
25Х3Г3МФС2 |
0,317 |
>2.50 |
2.410 |
2.87 |
0.597 |
0.349 |
0.154 |
|
45Х3Г3МФС |
0.430 |
1.73 |
2.320 |
2.66 |
0.463 |
0.506 |
0.130 |
|
45Х3Г3МФС2 |
0.421 |
2.66 |
2.480 |
2.67 |
0.485 |
0.409 |
0.096 |
|
25ХН3МФС |
0.304 |
1.61 |
0.268 |
2.85 |
0.501 |
3.120 |
0.128 |
|
25ХН3МФС2 |
0.313 |
2.96 |
0.257 |
2.77 |
0.512 |
3.250 |
0.122 |
|
45ХН3МФС |
0.425 |
1.57 |
0.287 |
1.74 |
0.479 |
3.120 |
0.159 |
|
45ХН3МФС2 |
0.411 |
>2.50 |
0.297 |
1.73 |
0.469 |
3.040 |
0.0631 |
При исследовании образцы сталей, подготовленные по методике [2], подвергали нагреву до температур 1000 ºС, 1050 ºС, 1100 ºС, 1150 ºС и 1200 ºС, выдержке 30 минут и последующему охлаждению на воздухе. В результате чего получили зерно аустенита [3] различного размера.
Микрошлифы изготавливали в несколько этапов: на абразивных шкурках Р240, Р320, Р600, Р1200, Р2000 последовательно сошлифовывали поверхностный слой до момента удаления следов от предыдущей шкурки со сменой направления шлифования на 90 °. Полировку поверхности образца производили на полировочном круге с использованием сукна и алмазной пасты. После полирования образец промывали водой, обезжиривали тампоном, смоченном в спирте, и сушили фильтровальной бумагой. Далее полированную поверхность образца подвергали травлению 4 %-м раствором азотной кислоты в этиловом спирте. Косой шлиф после термической обработки изготавливали таким же образом, но под углом к исходной поверхности.
Металлографический анализ проводили на травленных косых микрошлифах с использованием светового микроскопа Olympus GX 51 при увеличениях до 1000 крат. Размер зерна определяли с помощью программы Olympus Stream Motion.
На полученных изображениях поверхности исследуемого материала измеряли средний размер аустенитного зерна, для этого произвольно размещали несколько отрезков длиной L на снимок измеряемого образца и подсчитывали размер отдельно взятого зерна. Средний размер аустенитного зерна определяли по формуле: lср= (l1+l2+…+ln)/n, где: l – размер зерна, мм; n – число измерений. Замер проводили не менее двадцати наиболее типичных зерен на каждом изображении в общем случае не менее 50 раз.
Результаты исследования и их обсуждение
По результатам металлографического анализа сталей с системами легирования Х3Г3МФС и ХН3МФС после перегревов до различных температур получили изображения зеренной структуры аустенита, которые приведены на рисунках 1 и 2.
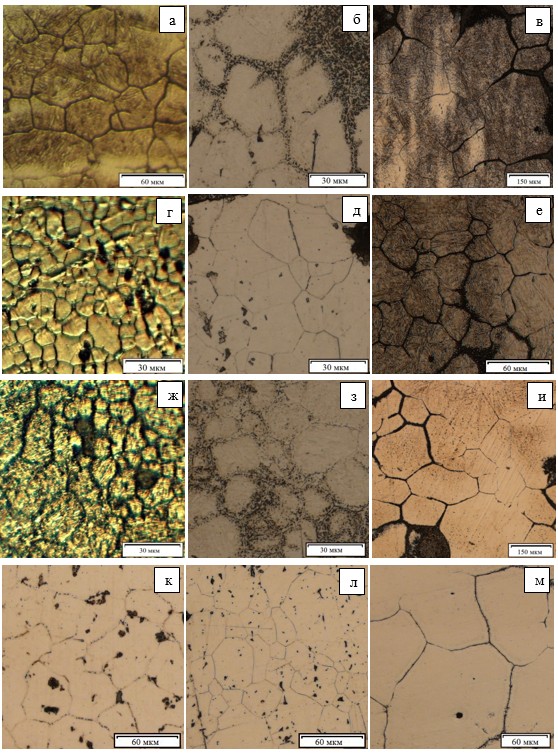
Рис. 1. Зереная структура аустенита сталей 25Х3Г3МФС (а‑в), 25Х3Г3МФС2 (г‑е), 45Х3Г3МФС (ж‑и) и 45Х3Г3МФС2 (к‑м) после нагрева до температур: а, г, ж, к - 1000°С; б, д, з, л - 1100°С; в, е, и, м - 1200°С
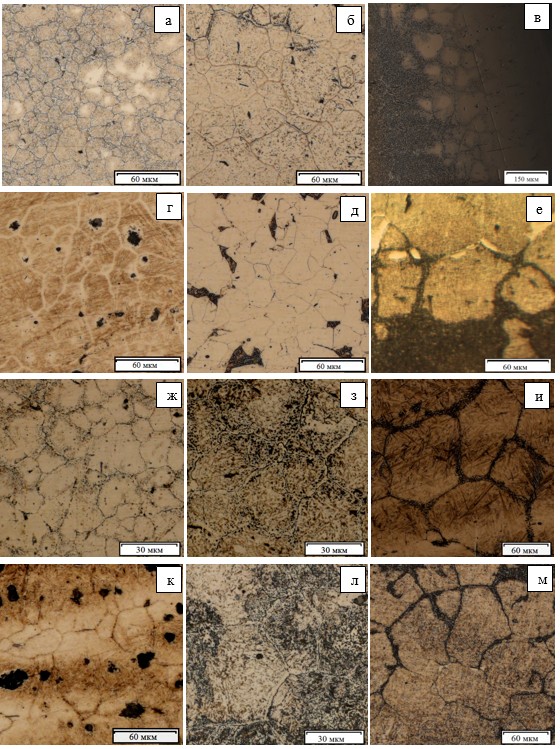
Рис. 2. Зереная структура аустенита сталей 25ХН3МФС (а‑в), 25ХН3МФС2 (г‑е), 45ХН3МФС (ж‑и) и 45ХН3МФС2 (к‑м) после нагрева до температур: а, г, ж, к - 1000°С;
б, д, з, л - 1100°С; в, е, и, м - 1200°С
Средние значения размеров аустенитных зерен и доверительные интервалы, полученные в результате статистического анализа структур сталей с системой легирования Х3Г3МФС (рис. 1) представлены в таблице 2, а для случая сталей с системой легирования ХН3МФС (рис. 2) – в таблице 3.
Таблица 2
Средние размеры зерен аустенита и доверительные интервалы для сталей с системой легирования Х3Г3МФС после нагрева до различных температур
|
Сталь |
d±∆d, мкм |
||||
|
1000°С |
1050°С |
1100°С |
1150°С |
1200 °С |
|
|
25Х3Г3МФС |
35±3 |
25±3 |
36±3 |
57±4 |
154±5 |
|
25Х3Г3МФС2 |
31±4 |
33±4 |
24±2 |
32±3 |
46±3 |
|
45Х3Г3МФС |
21±2 |
22±2 |
27±2 |
46±4 |
157±6 |
|
45Х3Г3МФС2 |
62±4 |
23±3 |
37±4 |
42±2 |
96±6 |
В результате исследований было обнаружено, что у сталей 25Х3Г3МФС и 45Х3Г3МФС2 средний размер аустенитного зерна в интервале температур нагрева 1000-1050 °С уменьшается, что объясняется прошедшей в этом интервале температур рекристаллизацией восстановленного исходного аустенитного зерна [4, 5].
В стали 25Х3Г3МФС2 обнаружена рекристаллизация аустенита в интервале более высоких температур 1050-1100 °С. Более высокая температура рекристаллизации этой стали по сравнению со сталью 45Х3Г3МФС2 обусловлена меньшим содержанием углерода, а в сравнении со сталью 25Х3Г3МФС – увеличенным содержанием кремния.
Таблица 3
Средние размеры зерен аустенита и доверительные интервалы для сталей с системой легирования ХН3МФС после нагрева до различных температур
|
Сталь |
d±∆d, мкм |
||||
|
1000°С |
1050°С |
1100°С |
1150°С |
1200 °С |
|
|
25ХН3МФС |
26±2 |
23±2 |
41±3 |
71±5 |
97±3 |
|
25ХН3МФС2 |
54±4 |
26±3 |
25±3 |
29±3 |
54±3 |
|
45ХН3МФС |
22±2 |
20±3 |
36±3 |
69±4 |
106±6 |
|
45ХН3МФС2 |
74±4 |
40±2 |
42±3 |
45±4 |
64±4 |
В ходе испытания было установлено, что в сталях 25ХН3МФС2 и 45ХН3МФС2 температура рекристаллизации находится в интервале температур 1000-1050 °С, то есть при более высоких температурах по сравнению со сталями 25ХН3МФС и 45ХН3МФС, у которых явления рекристаллизации аустенита в исследованном интервале температур не обнаружено. Повышение температуры рекристаллизации аустенита в сталях 25ХН3МФС2 и 45ХН3МФС2 вызвано увеличенным содержанием кремния в составе.
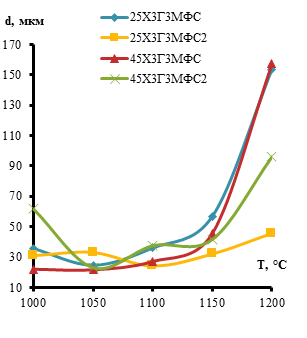
По результатам исследования были построены графики зависимости среднего размера аустенитного зерна от температуры нагрева для сталей с системой легирования Х3Г3МФС и ХН3МФС (рис. 3).
 а
а 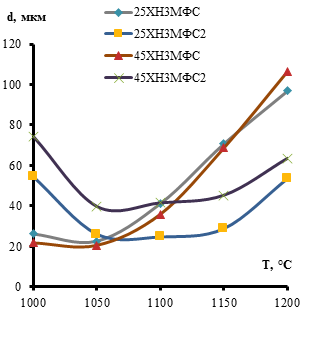 б
б
Рис. 3. График зависимости среднего аустенитного зерна от температуры нагрева сталей с системой легирования Х3Г3МФС (а) и ХН3МФС (б)
Анализируя полученные данные (рис. 3), можно сказать, наибольшую склонность к росту аустенитного зерна при нагреве показали стали 25ХН3МФС, 45Х3Г3МФС, 25ХН3МФС и 45ХН3МФС. Наименьшую склонность к перегреву имеют стали 25Х3Г3МФС2 и 25ХН3МФС2, так как при перегреве в область температур 1100 – 1200 °С у этих сталей наблюдается наименьший размер зерна в своих системах легирования.
Выводы
По результатам металлографических исследований сталей систем легирования Х3Г3МФС и ХН3МФС, можно сделать вывод о том, что при повышении содержания кремния температура рекристаллизации аустенита повышается.
При повышении содержания углерода в сталях системы Х3Г3МФС наблюдается также рост температуры рекристаллизации аустенита, однако в сталях системы легирования ХН3МФС такой закономерности не выявлено.
В ходе проведенных исследований установлено, что плавки 25Х3Г3МФС2 и 25ХН3МФС2 наименее склонны к перегреву.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0068 от 23.05.2013 г. в составе мероприятия по реализации постановления Правительства РФ № 218).
Рецензенты:
Беленький В.Я., д.т.н., профессор, декан МТФ ПНИПУ, г. Пермь;
Ханов А.М., д.т.н., профессор, зав. кафедрой КМиТОМ ПНИПУ, г. Пермь.
Библиографическая ссылка
Абросимова А.А., Вагин Р.А., Панов Д.О., Симонов Ю.Н. ИССЛЕДОВАНИЕ СКЛОННОСТИ К ПЕРЕГРЕВУ СТАЛЕЙ СИСТЕМ ЛЕГИРОВАНИЯ Х3Г3МФС И ХН3МФС // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/en/article/view?id=16034 (дата обращения: 28.07.2026).