



Основной задачей проектирования литниковых систем для литья двухкомпонентных холоднотвердеющих полиуретанов является обеспечение заданных режимов заполнения форм и получение качественных отливок [3]. Как и при литье сплавов, возникает проблема заполнения формы и устранения дефектов, таких как газовая пористость. При литье двухкомпонентных холоднотвердеющих полиуретанов в силиконовые формы перемешивание компонентов смеси, и заливка происходит в вакууме. Выделение воздуха происходит при предварительной дегазации компонентов перед перемешиванием [4]. На стадии перемешивания наблюдается интенсивное выделение тепла и газа, что впоследствии заливки, может повлиять на заполнение отдельных частей отливки [5].
Материалы и методы исследования
Нами осуществлено проектирование литниковых систем по 3D модели отливки и последующий их анализ с использованием программного комплексаProCAST (рис.1,2).
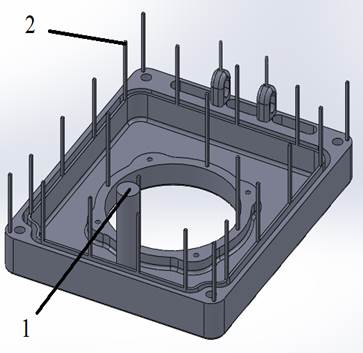
Рис.1. Модель отливки с верхней литниковой системой: 1-стояк, 2- выпор.
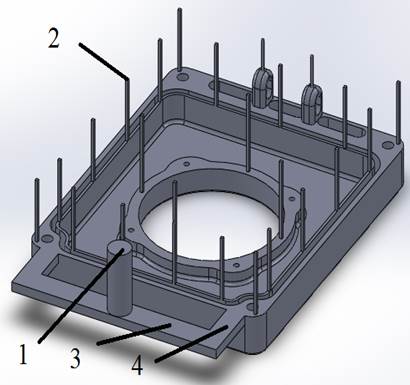
Рис.2. Модель с боковой литниковой системой:1-стояк, 2-выпор, 3-коллектор, 4-питатель.
Спроектированные литниковые системы состоят из: стояка-1, выпора-2, коллектора-3, питателя-4, (рис.1,2). Для моделирования литниковых систем был произведен расчет суммарного сечения стояка по аналогии методики расчета для металлических отливок:
![]() (1)
[1]
(1)
[1]
где,
![]() -
емкость заливаемого полиуретана, кг;
-
емкость заливаемого полиуретана, кг; ![]() -
коэффициент расхода;
-
коэффициент расхода; ![]() -продолжительность
заполнения, с ;
-продолжительность
заполнения, с ;![]() -плотность
жидкого полиуретана, г/см³;
-плотность
жидкого полиуретана, г/см³; ![]() -ускорение
свободного падения, 9,81 см/с²;
-ускорение
свободного падения, 9,81 см/с²; ![]() -средний
напор, м.
-средний
напор, м.
Для вычисления среднего напора была применена формула Дитерта:
![]() (2) [2]
(2) [2]
где,
![]() -первоначальный
максимальный металлостатический напор в расчетном узком сечении, см; P- высота самой верхней точки отливки над
центром тяжести расчетного узкого сечения, см;
-первоначальный
максимальный металлостатический напор в расчетном узком сечении, см; P- высота самой верхней точки отливки над
центром тяжести расчетного узкого сечения, см; ![]() -
высота отливки по положению при заливке, см.
-
высота отливки по положению при заливке, см.
Соотношение площадей рассчитываемых элементов литниковых систем было принято равным:
![]() (3) [2]
(3) [2]
Результаты расчетов элементов литниковых систем для построения и последующего анализа 3D модели:
Площадь сечения стояка: Fст= 2,249 см²
Диаметр стояка:
![]() [2]
[2]
Площадь сечения прямоугольного коллектора:
![]()
акол. = 1,7 см; hкол. = 2,6 см
Площадь прямоугольного питателя:
![]()
Колличество питателей 2шт;
![]()
а=1,4 см; h=0,6см
Сечения коллектора и питателей предусматриваются прямоугольные (рис.2) с целью упрощения конструкции и в связи с технологическими особенностями последующего формования моделей в силиконе. Сечение выпора выбиралось с учетом толщины стенки в месте его установки. Подвод полимера к отливке спроектирован с учетом расположения разъема формы, для осуществления беспрепятственного извлечения затвердевшей отливки.
Результаты исследования и их обсуждение
Анализ расчета в программном комплексеProCAST показывает, что в случаи исполнения литниковой системы с боковым подводом полиуретана к отливке (рис.3), на ее поверхности наблюдаются усадочные дефекты в виде скопления воздуха. Литниковая система не обеспечивает последовательного заполнения силиконовой формы. Заливаемый материал заполняет форму сверху - вниз, образуя завихрения и запирание газов в массивных частях отливки. Предусмотренные выпоры в конструкции литниковой системы должным образом не работают, тем самым не обеспечивают отвод газов.
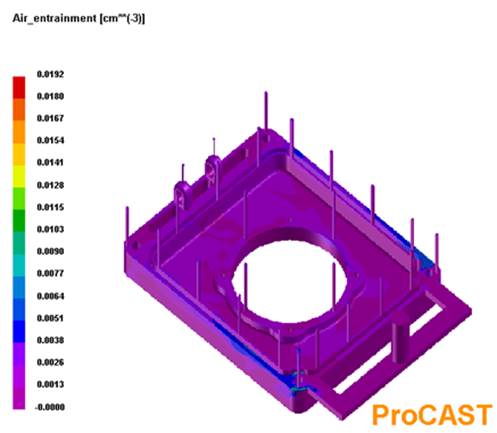
Рис.3. Зоны воздушных включений в отливке с боковой литниковой системой
В случаи верхнего подвода полиуретана к отливке (рис.4) литниковая система обеспечивает хорошую заполняемость при кратчайшем пути полиуретана до формы. Заполнение формы происходит снизу вверх.Создает наиболее благоприятные условия для последовательной полимеризации отливки.Позволяет получить отливки с отсутствием усадочных дефектов на ее поверхности.
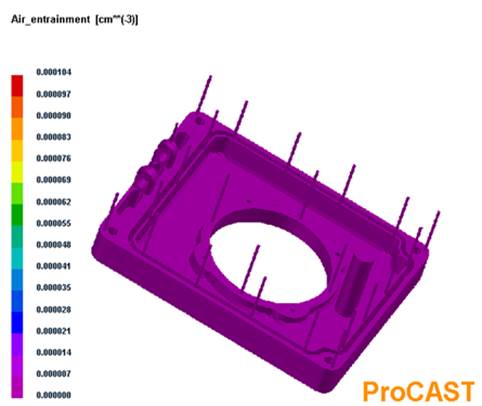
Рис.4. Зоны воздушных включений в отливке с верхней литниковой системой.
Заключение
Использование методики определения суммарного сечения стояка для металлических отливок применительно к полиуретанам позволяет смоделировать процесс заливки силиконовой формы в программном комплексе ProCAST и оценить заполняемость отливки и возникновение на ее поверхности усадочных дефектов.
Таким образом, использование программного комплекса Procast для анализа результатов заливки при проектировании отливки и литниковой питающей системы для литья полиуретанов в силиконовые формы не только существенно ускоряет и упрощает процесс изготовления детали, но и позволяет получать изделия с высоким качеством поверхности и точными размерами.
Рецензенты:Сиротенко Л.Д., д.т.н., проф. каф. МТиКМ ПНИПУ, г. Пермь.
Матыгуллина Е.В., д.т.н., проф. каф. МТиКМ ПНИПУ, г. Пермь.