


Scientific journal
Modern problems of science and education
ISSN 2070-7428
"Перечень" ВАК
ИФ РИНЦ = 0,936
THE STUDY OF RELATIONSHIPS BETWEEN PHYSICAL AND CHEMICAL PROPERTIES OF INDUSTRIAL WASTEWATER AND METHODS OF THEIR CLEARING

Проблема обезвреживания производственных сточных вод гальванических цехов является одной из наиболее актуальных, в значительной мере определяющей экологическую обстановку в водных бассейнах.
К сожалению, в европейской части России трудно найти водоем, который не был бы загрязнен ионами тяжелых металлов, являющимися токсинами, наносящими большой ущерб экологическим системам, в частности, рыбному хозяйству.
Учитывая, что основной объем питьевой воды в нашей стране забирается из поверхностных источников, ее загрязненность ионами тяжелых металлов наносит ущерб здоровью людей.
В отечественной, и зарубежной науке и практике проблеме обезвреживания промышленных сточных вод участков и цехов гальванических покрытий, производства печатных плат уделяется большое внимание. Созданы методы и средства практического решения этой проблемы для различных технологий металлических и неметаллитических покрытий, исключающие загрязнение окружающей среды.
Однако на сегодняшний день наиболее распространенными методами очистки сточных вод, содержащих ионы тяжелых металлов, являются реагентный, ионного обмена, электролиза, обратного осмоса, электрокоагуляции, сорбционный, выпаривания.
Подавляющее число существующих станций очистки сточных вод гальванических цехов работает на основе использования реагентных методов, обеспечивающих перевод химическим путем растворенных соединений в нерастворимые соли-гидроксиды тяжелых металлов. За последние 10-15 лет в производственной практике получили распространение электрохимические способы – электролиз с растворимыми и нерастворимыми анодами, гальванокоагуляция. Использование электрохимических способов, как правило, сочетается с реагентной обработкой стоков.
Ионообменная очистка промышленных сточных вод гальванопроизводств не получила широкого распространения, несмотря на то, что промышленными предприятиями проявлялась и проявляется заинтересованность в применении ионообменного обессоливания сточных вод с повторным использованием очищенной воды в технологическом процессе. На ряде предприятий машиностроительной отрасли построены очистные станции ионообменной очистки сточных вод гальванических цехов, однако большинство из них не функционирует.
Применение ионообменной очистки сточных вод сдерживается отсутствием глубоких научно-технических и проектных проработок по созданию технологий комплексной переработки и утилизации стоков и элюатов ионообменной очистки; большими расходами реагентов-кислот, щелочей, ингибиторов с дефицитными и дорогостоящими средствами их хранения, транспортирования, реализации технологических процессов; высокими концентрациями в сточных водах органических веществ, что приводит к отравлению ионообменных смол (использование же для предварительной очистки углеродных сорбентов связано с необходимостью их регенерации, но промышленностью не освоены эффективные технические средства для выполнения этой операции); высокой стоимостью и дефицитом ионообменных смол и углеродных сорбентов. При низких концентрациях органических загрязнений в стоках (≤ 5 мг/л по ХПК) задача применения ионообменной очистки значительно упрощается. Концентрация ионов тяжелых металлов в очищенных гальваностоках приведена в таблице 1.
Таблица 1
Концентрация ионов тяжелых металлов в очищенных гальваностоках
|
Способ очистки сточных вод |
Концентрация ионов металлов в очищенной воде, мг/л |
|||||
|
Кадмий |
Хром (III) |
Никель |
Медь |
Цинк |
Железо |
|
|
Реагентный |
0,05-1,5 |
0,05-1 |
0,05-1 |
0,1-1 |
0,05-1,5 |
0,1-0,5 |
|
Реагентный с доочисткой электродиализом |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
0,01-0,1 |
|
Реагентный с доочисткой ионным обменом |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
0,01-0,1 |
|
Реагентный с доочисткой на зернистых фильтрах |
≤0,05 |
≤0,05 |
≤0,05 |
0,01-0,1 |
≤0,05 |
0, 03-0,2 |
|
Реагентный с доочисткой на фильтрах ПНС |
≤0,05 |
≤0,03 |
≤0,03 |
0,01-0,1 |
≤0,05 |
0,03-0,2 |
|
Ионный обмен при солесодержании исходной воды 100 мг/л |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
≤0,03 |
0,01-0,1 |
Требуемая эффективность очистки сточных вод определяется условиями их выпуска. В России для ионов тяжелых металлов (Cd2+, Cr3+, Cu2+, Ni2+, Zn2+, Fe3+), при подаче промышленных сточных вод на городские ужения биологической очистки, предельно-допустимые концентрации не должны превышать, соответственно: 0,1; 2,7; 0,5; 1; 10; 0,5 мг/л. При выпуске сточных вод в водоем концентрации указанных загрязнений не должны превышать нормативных значений для водоемов культурно-бытового водопользования: 0,001; 0,5; 1; 0,1; 1; 0,3 мг/л или рыбохозяйственного назначения: 0,005; 0,001; 0,001; 0,01; 0,01; 0,005 мг/л.
На сегодняшний день качество очистки сточных вод машиностроительных предприятий, утилизации образующихся осадков не отвечают современным техническим, экономическим и экологическим требованиям (100 руб. валовой продукции сопряжены с образованием отходов на 2700 руб. (экологический ущерб) и водопотерями до 80%).
Водоснабжение, как и всякая ресурсопотребляющая структура в машиностроении, не может рассматриваться обособленно от других, поэтому требуется разработка новых или корректирование существующих технологических решений, позволяющих ликвидировать существующие проблемы на машиностроительных предприятиях.
Группой исследователей изучены физико-химические свойства промышленных сточных вод, точнее гальваностоков 4-х предприятий машиностроения с водопотреблением более 400 тыс. м3/год, не применяющие в гальванопроизводстве электролиты с цианид-ионами; использующие в металлообработке водосмешиваемые смазочно-охлаждающие жидкости (СОЖ) на эмульсоле с индустриальным маслом ИД-20.
Экспериментальные результаты и их обсуждение
Анализ собранных данных показал: образующиеся сточные воды основного производства машиностроительных предприятий (76% водопотребления всего предприятия) не могут повторно использоваться; применяемый повсеместно реагентный метод необходимо усовершенствовать или заменить более технологичным. Балансовая схема водопотребления машиностроительного предприятия приведена на рисунке 1.
Согласно вышеизложенному, далее проводились исследования по выявлению причины низкой эффективности очистки гальванических стоков реагентным методом.
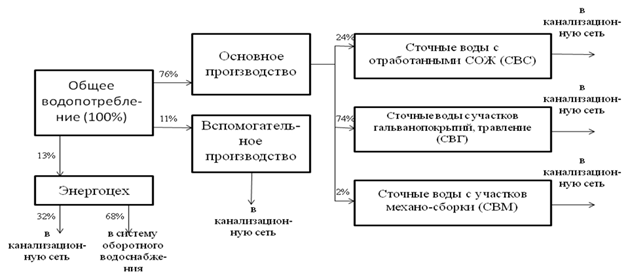
Рис. 1. Балансовая схема водопотребления машиностроительного предприятия
За основу взято изучение качественного состава сточных вод, структурного состава молекул соединений – загрязнителей, содержащих ионы тяжелых металлов. Исследовались модельные и реальные растворы на протяжении 12 месяцев.
Известно[1], что сточные воды гальванического производства загрязняются, прежде всего, технологическими растворами – электролитами, химический состав которых (результат многолетних поисков научных школ по электрохимии) должен обеспечивать, при электроосаждении, образование качественных металлических покрытий, это достигается, как правило, на основе комплексных соединений в присутствии различных органических веществ – добавок.
Исследовались физико-химические характеристики реальных и модельных растворов при изменении рН, температуры, концентрации реагентов, воздействии окислителя (6% раствора Н2О2).
На рисунке 2, рисунке 3 представлены зависимости плотности и удельной электропроводности от рН для реальных сточных вод и двух модельных растворов, где в растворе NiSO4, кроме процесса гидролиза (» 12%), отсутствуют побочные процессы, поэтому все ионы Ni2+ из раствора извлекаются реагентным методом (до 80%), а максимальное значение электропроводности достигается в диапазоне рН с минимальной плотностью, что соответствует наибольшей степени диссоциации данной средней соли NiSO4× Н2О. То есть, начиная с рН = 6 и более, создаются наилучшие условия для осаждения ионов никеля, для ионов хрома (VI) при рН более 8. (рисунок 2, рисунок 3).
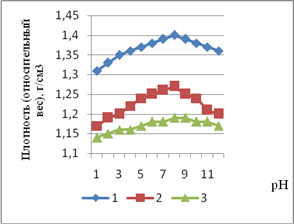
Рис. 2. Зависимость плотности раствора от величины рН
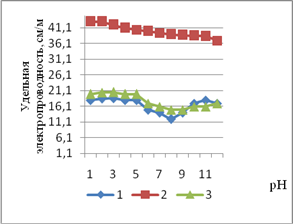
Рис. 3. Зависимость удельной электропроводнотси раствора от величины рН
Температура среды 22оС. Изменение рН: 1н. раствором Н2SO4 - подкисление, 1н. раствором NaOH - подщелачивание.
1 - реальный раствор, мг/л, состав в таблице 1; 2 - модельный раствор, мг/л, состав 105 СrО3+1,05 Н2SO4; 3 - модельный раствор, состав, мг/л: 5720мг NiSO4·7H2O.
Как показывают экспериментальные данные для реальных растворов (рисунок 4), изменения вязкости сходны с зависимостью изменения плотности, а именно, до pH = 7 она линейна и в данной точке происходит небольшой излом, меняется угол наклона прямой.
Данные работ [2,9] показывают, что в области концентраций соли в 2 ÷ 2,5 моль/л наблюдается резкий минимум зависимости от концентрации, что авторы связывают с разрушением структуры воды и этому явлению отвечают отрицательные значения энтропии вязкого течения. Сложная концентрационная зависимость физико-химических свойств растворов сточных вод и термодинамических параметров может служить косвенным указанием на конкурирующее действие двух процессов: - разрушение структуры воды [7,8]; - образование полихромных ионов. Структурирующее действие ионов переходных металлов становится преобладающим при концентрации более 4,5моль/л, при этом энтропия вязкого течения возрастает и увеличивается проводимость растворов за счет формирования новых комплексообразующих структур [3,6]. Введение в растворы органических веществ, усиливает факторы, разрушающие структуру воды[4,5].
а) 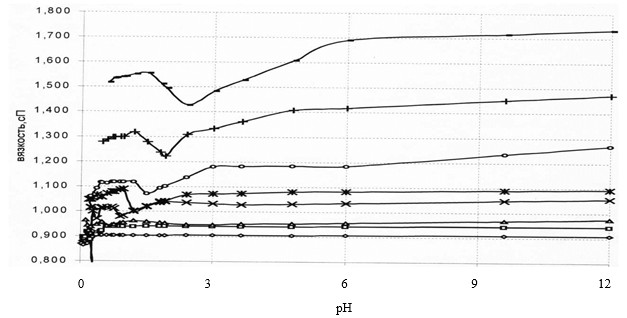
б) 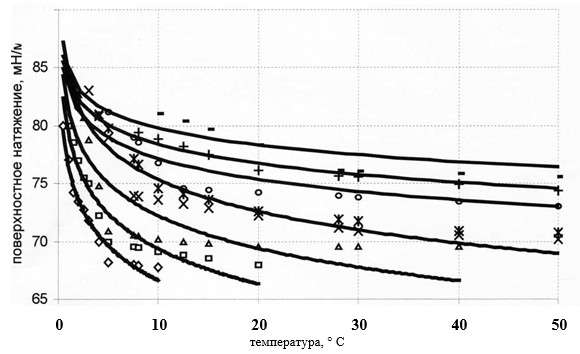
Рис. 4. Зависимость вязкости реального ◊ и модельных ( , ∆, х, *, о, +, -) растворов от pH (а) и температуры (б) водного раствора: а) pH, б) концентрации NiSO4 ·7H2O, мг/л: ◊ 25; 50; ∆ 100; х 150; * 200; о 250; + 400; - 500; ◊ - реальный раствор (раствор, усредненный за 10 дней, из общего гальваностока ОАО «Волгограднефтемаш»), мг/л; - модельный раствор состава, мг/л 105 CrO3 + 1,05 H2SO4 ; ∆,х,*,о,+,- модельные растворы NiSO4·7H2O мг/л концентрации от 1000 до 5750 мг/л
, ∆, х, *, о, +, -) растворов от pH (а) и температуры (б) водного раствора: а) pH, б) концентрации NiSO4 ·7H2O, мг/л: ◊ 25; 50; ∆ 100; х 150; * 200; о 250; + 400; - 500; ◊ - реальный раствор (раствор, усредненный за 10 дней, из общего гальваностока ОАО «Волгограднефтемаш»), мг/л; - модельный раствор состава, мг/л 105 CrO3 + 1,05 H2SO4 ; ∆,х,*,о,+,- модельные растворы NiSO4·7H2O мг/л концентрации от 1000 до 5750 мг/л
Зависимость величины поверхностного натяжения от рН, температуры (рисунок 5) показывает, что увеличение температуры приводит, во всех случаях к снижению поверхностного натяжения. Это позволяет предполагать, что в исследуемых растворах не все молекулы рассматриваемых солей подвергаются диссоциации.
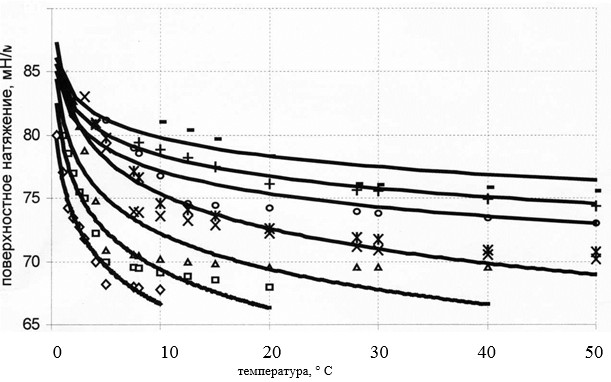
Рис. 5. Зависимость поверхностного натяжения растворов реального и модельного в зависимости от температуры среды
◊ 25 мг/л; 50 мг/л; ∆ 100 мг/л; х 150 мг/л; * 200 мг/л; о 250 мг/л; + 400 мг/л; - 500 мг/л.
◊ - реальный раствор, мг/л;
- модельный раствор состава, мг/л: 105 CrO3 + 1,05 H2SO4.
Выше представленные данные физико-химических исследований растворов дают косвенную информацию о структурных изменениях в растворах, позволяющих оценить количественные характеристики технологических растворов, касающиеся концентрации присутствующих веществ.
Выводы
- Установлено: реагентным методом не могут быть достигнуты в очищенной воде нормативные значения концентраций ионов тяжелых металлов, так как 75 – 80% их не участвует в осаждении; они входят в состав комплексных ионов, прочность которых обеспечивается тремя устойчивыми фонами рассматриваемой водной среды – катионным, анионным, органическим.
- Обосновано и экспериментально подтверждено отрицательное влияние процессов комплексообразования на глубину очистки гальваностоков методами, техническая суть которых обусловлена структурой, размерами, величиной заряда частиц – загрязнителей (электрохимические, мембранные, коагуляция).
- Полученные данные легли в основу методики по определению результативности очистки рассматриваемых стоков известными методами.
Рецензенты:
Першин И.М., д.т.н., профессор, заведующий кафедрой управления в технических и биомедицинских системах Института сервиса, туризма и дизайна (филиала) Северо-Кавказского федерального университета в г. Пятигорске, г. Пятигорск;
Малков А.В., д.т.н., профессор, директор ООО «Нарзан-гидгоресурсы», г. Кисловодск.
Библиографическая ссылка
Москвичева Е.В., Москвичева А.В., Игнаткина Д.О., Сидякин П.А., Щитов Д.В., Кузьмина Т.А. ИССЛЕДОВАНИЕ ВЗАИМОСВЯЗИ МЕЖДУ ФИЗИКО-ХИМИЧЕСКИМИ СВОЙСТВАМИ ПРОМЫШЛЕННЫХ СТОЧНЫХ ВОД И МЕТОДАМИ ИХ ОЧИСТКИ // Современные проблемы науки и образования. 2014. № 6. ;URL: https://science-education.ru/en/article/view?id=15865 (дата обращения: 27.07.2026).