



Хлопкоткацким производством называют совокупность механических технологических процессов, обеспечивающих подготовку пряжи из хлопкового волокна к ткачеству и формирование текстильного изделия (ткани) на ткацком станке путем переплетения двух взаимно перпендикулярных систем нитей: основных, идущих вдоль ткани, и уточных, идущих поперек нее. Большое значение в ткацком производстве имеет выбор для каждой ткани соответствующих заправочных параметров. Эти параметры устанавливают в зависимости от строения ткани и конструкции станка. Для контроля параметров применяют различные шаблоны и приборы [2].
Подготовка основной и уточной пряжи к ткачеству осуществляется раздельно. Основную пряжу в початках перематывают на мотальных машинах с прядильных на мотальные паковки, удобные для следующего процесса – снования. При обработке пряжи на сновальных машинах на паковку – сновальный вал навивается определённое количество нитей установленной длины. Затем основную пряжу подвергают шлихтованию на шлихтовальных машинах. В процессе шлихтования пряжу пропитывают специальным клеящим составом, называемым шлихтой, в результате чего нити основы становятся более прочными, гладкими и стойкими к истирающим воздействиям. Одновременно при шлихтовании нити с нескольких сновальных валов объединяют и навивают на ткацкий навой. Отшлихтованная основная пряжа в ткацких навоях поступает в проборный отдел, где часть основ пробирают на специальных проборных станках в ламели, глазки галев ремизок и между зубьями берда. Большая часть основ привязывается на узловязальных машинах.
Подготовка уточной пряжи, поступающей на ткацкие станки, заключается в ее перематывании на уточно-мотальных автоматах, увлажнении или эмулсировании в специальных аппаратах. Полученные после перематывания початки имеют более плотную намотку.
Из основной и уточной пряжи, подготовленных соответствующим образом к ткачеству, на ткацком станке вырабатывается суровая ткань, поступающая затем на учетно-контрольные операции, где ее взвешивают, разбраковывают, промеряют, чистят, маркируют и упаковывают с использованием станочного оборудования трех видов: стригальной, стригально-чистильной и браковочно-мерильной машин.
Как следует из вышеизложенного, ткацкое производство представляет собой сложную систему. Возможности моделирования таких систем обусловлены рядом принципов, основными из которых являются декомпозиция и иерархичность описания объектов [1]. На основе этих принципов целостный процесс функционирования технологической линии ткацкого производства представляется возможным декомпозировать на уровне структурных элементов на ряд взаимосвязанных технико-технологических подсистем (ТТП) хлопкоткачества: «Подготовка основной пряжи – Т1», «Подготовка уточной пряжи – Т2», «Выработка суровой ткани – Т3», «Учетно-контрольные операции – Т4» (табл. 1). Каждая подсистема при этом соответствует технологическим процессам, выполняемым определенным оборудованием механизированной линии.
Таблица 1. Технико-технологические подсистемы ткачества
| Подсистема (ТТП) | Код | Оборудование | Обозначение |
|---|---|---|---|
| 1. Подготовка основной пряжи 1.1. Перематывание пряжи 1.2. Снование нитей 1.3.Упрочнение основной пряжи 1.4. Проборка основ нитей 1.5. Привязывание основ нитей | Т1 Т1.1 Т1.2 Т1.3 Т1.4 Т1.5 |
Мотальная машина Сновальная машина Шлихтовальная машина Проборный станок Узловязальная машина |
ММ СМ ШМ ПС УМ |
| 2. Подготовка уточной пряжи 2.1. Перематывание пряжи 2.2. Увлажнение пряжи | Т2 Т2.1
Т2.2 |
Уточно-мотальный автомат Аппарат для увлажнения |
УМА
АУ |
| 3. Выработка суровой ткани | Т3 | Ткацкий станок | ТС |
| 4. Учетно-контрольные операции | Т4 | Стригальная машина Стригально-чистильная машина Браковочно-мерильная машина | СТМ СЧМ
БММ |
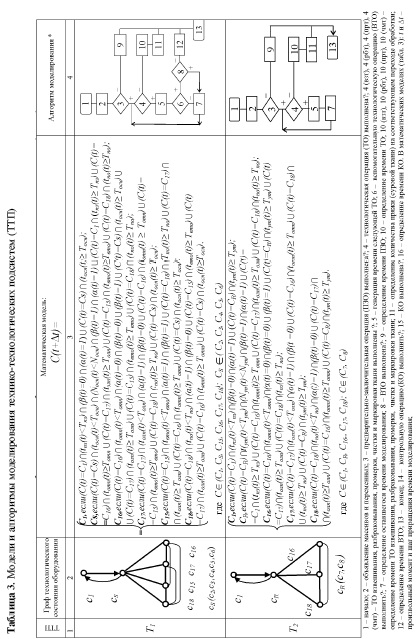
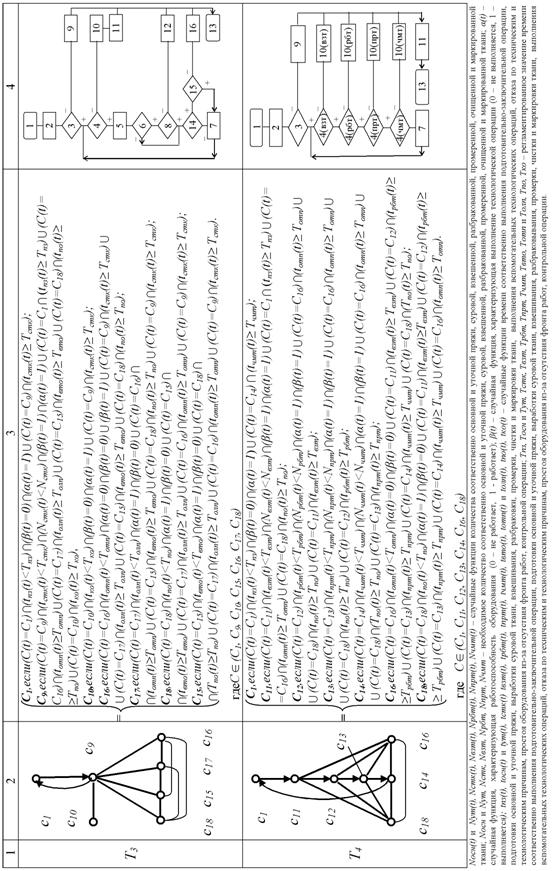
Дальнейшая декомпозиция технико-технологических подсистем позволяет выделить подсистемы низшего уровня (Т1.1, Т1.2, Т1.3, Т1.4, Т1.5, Т2.1, Т2.2), а также наиболее важные технологические операции для различных станков, выполняющих заданные функции в рамках этих подсистем [5]. Формально процесс функционирования оборудования механизированной линии можно представить в виде последовательно связанных графов. Вершины графов при этом принимают за технологические состояния станочного оборудования (табл. 2). Дуги и стрелки при таком подходе будут отражать направленность выполнения операций и их взаимосвязь (см. табл. 3).
На основании графов технологических состояний станочного оборудования разработаны математические модели и алгоритмы моделирования технико-технологических подсистем ткачества(табл. 3). Экспериментальной основой создания моделей послужило исследование статистических закономерностей распределения случайных величин протекания основных и вспомогательных процессов, наработки на отказ, времени ликвидации технологических и технических отказов для различных видов и типов станочного оборудования [3, 4].
Синтез математических моделей подсистем позволил получить обобщенную модель функционирования технологической линии в виде системы логических уравнений, описывающих условия перехода одной технико-технологической подсистемы в другую. При этом учитывается, что подсистема Т1 включает подсистемы низшего уровня Т1.1, Т1.2, Т1.3, Т1.4, Т1.5, а подсистемы Т2 –соответственно подсистемы Т2.1, Т2.2. Таким образом, математическая модель функционирования технологической линии хлопкоткачества примет следующий вид:
Таблица 2. Кодирование технологических состояний оборудования ткацкого производства
| Технологическое состояние | Код | Оборудование |
| Подготовительно-заключительная операция | С1 | ММ, СМ, ШМ, ПС, УМ, УМА, АУ, ТС, СТМ, СЧМ, БММ |
| Перематывание основной пряжи | С2 | ММ |
| Снование нитей | С3 | СМ |
| Упрочнение (шлихтование) пряжи | С4 | ШМ |
| Проборка нитей | С5 | ПС |
| Привязывание нитей | С6 | УМ |
| Перематывание уточной пряжи | С7 | УМА |
| Увлажнение (эмульсирование) уточной пряжи | С8 | АУ |
| Выработка суровой ткани | С9 | ТС |
| Контрольная операция | С10 | Шаблоны и приборы |
| Взвешивание ткани | С11 | Весы |
| Разбраковывание ткани | С12 | БММ |
| Промерка ткани | С13 | БММ |
| Чистка и маркировка ткани | С14 | СТМ, СЧМ |
| Вспомогательные технологические операции | С15 | ММ, СМ, ШМ, ПС, УМ, УМА, ТС, СТМ, СЧМ |
| Отказ по техническим причинам | С16 | ММ, СМ, ШМ, ПС, УМ, УМА, АУ, ТС, СТМ, СЧМ, БММ |
| Отказ по технологическим причинам | С17 | ММ, СМ, ТС, УМА |
| Простой оборудования из-за отсутствия фронта работ | С18 | ММ, СМ, ШМ, ПС, УМ, УМА, АУ, ТС, СТМ, СЧМ, БММ |
где Nосн. пер(t), Nосн. сн(t), Nосн. уп(t), Nосн. пр(t), Nосн. пв(t); Nут. пер(t) и Nут. ув(t); Nстк(t) и Nуко(t) – случайные функции соответственно количества: основной пряжи в результате перематывания, снования, упрочнения, проборки, привязывания нитей; уточной пряжи после перемотки и увлажнения; суровой ткани после выработки и учетно-контрольных операций; Nосн. пер,Nосн. сн, Nосн. уп, Nосн. пр, Nосн. пв; Nут. пер и Nут. ув; Nстк и Nуко – необходимое количество: основной пряжи в результате перематывания, снования, упрочнения, проборки, привязывания нитей; уточной пряжи после перемотки и увлажнения; суровой ткани после выработки и учетно-контрольных операций.
Для того чтобы реализовать на ЭВМ обобщенную имитационную модель сложной системы необходимо синтезировать ее из отдельных модулей, описывающих функционирование компонент системы. Одним из основных вопросов, возникающих при синтезе модели, является вопрос о принципах построения моделирующих алгоритмов основных и вспомогательных модулей. Этот принцип выбирается из известных существующих принципов: «∆t», «особых состояний», «последовательной проводки заявок» [1]. При разработке имитационной модели использованы два: принцип «∆t» (для программирования вспомогательных модулей, которые должны отражать взаимосвязи между подсистемами, а также организацию и технологию прядения) и принцип «особых состояний» (для программирования технико-технологических подсистем, являясь весьма удобным и экономичным в отношении машинного времени).
Обобщенный алгоритм имитационной модели, полученный на основе синтеза алгоритмов подсистем (см. табл. 3) и представленный на рис. 1, начинает работу с управляющей программы, в которой резервируются поля памяти под массивы и переменные, обнуляются их начальные значения. Для работы генератора случайных чисел определяются их случайные начальные значения. Затем управляющая программа обращается к модулям ввода и вывода исходных данных, включает счетчик модельного времени t, который будет наращиваться с шагом ∆t до заданного значения времени моделирования tЗ.
Рис. 1. Алгоритм имитационного моделирования технологической линии хлопкоткачества
На каждом шаге проверяется: функционирует ли i-ая технико-технологи-ческая подсистема. Если да, то для моделирования процессов в ТТПi и анализа производственной ситуации задается цикл по перебору всех ТТПi (i = 1, Nттп). Если нет, то в цикле определяется время простоя каждой единицы станочного оборудования ОБij ОБij с фиксацией причины простоя (отказ оборудования по техническим или технологическим причинам, простой оборудования из-за отсутствия фронта работ). Следующим этапом работы алгоритма является еще один цикл просмотра всего оборудования, задействованного в ТТПi (j = 1, NОБi). Для каждого станка определяется время работы и его надежность. Установление надежности осуществляется путем моделирования наработки на отказ и времени восстановления соответствующего технологического оборудования. После этого проверяется: нужно ли выводить на печать информацию, сложившуюся на момент времени t? Если да, то подключается модуль «Вывод результатов». Если нет, то сразу переходим на цикл по наращиванию модельного времени tЗ. Процесс моделирования заканчивается по достижению заданной величины tЗ.
СПИСОК ЛИТЕРАТУРЫ:
1. Бусленко Н.П. Моделирование сложных систем. – М.: Наука, 1978. – 401 с.
2. Севостьянов А.Г. Механическая технология текстильных материалов / Н.А. Осьмин, В.П. Щербаков, В.Ф.Галкин и др. – М.: Легпромбытиздат, 1989. – 512 с.
3. Эпов А.А. Компьютерное моделирование параметров надежности технологических машин хлопкопрядения и ткачества / А.А. Эпов , Е.Н Ломкова., А.А. Казначеева // Материалы Второго международного симпозиума «Механизмы и машины ударного, периодического и вибрационного действия». – Орел: ОрелГТУ, 2003, с. 277 – 281.
4. Эпов А.А. Вербальная модель производственного процесса хлопкоткачества / А.А Эпов., Е.Н Ломкова., А.А. Казначеева// Материалы III Всероссийской конференции «Инновационные технологии в обучении и производстве». Том I. Камышин, 2005, с.104 -107.
5. Эпов А.А. Формализация процессов хлопкопрядения и ткачества при компьютерной имитации технологических линий станочного оборудования / А.А. Эпов, Е.Н Ломкова., А.А. Казначеева // Известия ВолгГТУ: межвуз. сб. науч. ст. № 1(27) / ВолгГТУ. – Волгоград , 2007, с. 110-114.