



Форма, размеры, геометрические параметры лезвия и состояние его рабочих поверхностей являются ключевыми факторами, влияющими на работоспособность режущего инструмента, как в металлообработке, так и других отраслях промышленности. Все металлорежущие инструменты имеют свои особенности конструкции и условий работы. Наиболее яркой, с точки зрения наличия специфики конструкции, условий работы и низкой работоспособности инструмента, является операция отрезки, выполняемая на станках токарной группы отрезными и канавочными резцами. Данные инструменты работают в особо тяжелых условиях, которые объясняются: во-первых, недостаточной жесткостью режущей части инструмента; во-вторых, переменным значением скорости резания, вызывающим колебание температуры резания, приводящее к тепловому напряжению твердого сплава и повышению интенсивности его хрупкого разрушения; в-третьих, трением между стенками прорезаемой канавки и стружкой, затрудняющим ее удаление из зоны резания; в-четвертых, стружкообразованием, происходящим в стесненных условиях.
В настоящее время отечественной и зарубежной промышленностью производятся различные конструкции отрезных и канавочных резцов, предназначенные для эксплуатации на универсальном и программном оборудовании, а также станках-автоматах: цельные из быстрорежущей стали, с напайными режущими пластинами из твердого сплава и быстрорежущей стали, сборные резцы с механическим креплением режущих пластин. Имеется огромное количество отечественных и зарубежных патентов на конструкции этих инструментов. Основное внимание производителями металлорежущего инструмента при конструировании отрезных и канавочных резцов, а также сменных режущих пластин для них, уделяется вопросам завивания стружки и ее удалению из прорезаемого паза, поскольку это одна из основных причин значительного повышения силы резания при отрезке и прорезке глубоких канавок.
В настоящее время значительного успеха в разработке передовых конструкций отрезных инструментов достигли ведущие зарубежные фирмы, такие как ISCAR (Израиль), SANDVIK Coromant (Швеция), KENNAMETAL HERTEL (Германия), Korloy Inc. (Корея) и др. Ими разработаны различные формы передних поверхностей режущих пластин отрезных и канавочных резцов. Стружкообразующие поверхности этих резцов формируют завитую узкую стружку, свободно выходящую из прорезаемого паза и одновременно, за счет снижения силы резания, позволяют увеличить значения рабочих подач [10].
Однако, несмотря на многообразие и определенное совершенство существующих конструкций режущих пластин для отрезных и канавочных резцов, одной из основных причин выхода их из строя является хрупкое разрушение их режущей части [9,10,15], что свидетельствует о недостаточной прочности режущего лезвия.
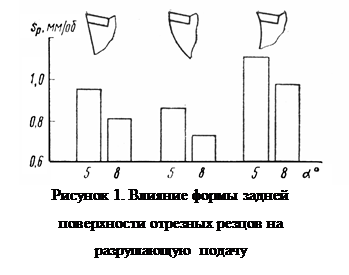
Одной из причин хрупкого разрушения является неравномерное распределение напряжений на рабочих гранях инструмента [14]. Эти напряжения часто превышают предел прочности твердого сплава, что и приводит к поломке режущей части. Таким образом, режущая часть разрушается вследствие неблагоприятного распределения напряжений, приводящего к местным деформациям и локальным разрушениям. Отсюда можно сделать вывод о том, что картина напряженного состояния в режущем лезвии существенно зависит от его формы и в значительной мере влияет на прочность инструмента [7,12]. Это подтверждается исследованиями, проведенными Хает Г. Л., по выявлению влияния формы задней поверхности отрезных резцов из сплава Т5К10 на величину разрушающей подачи. Испытания были проведены на трех вариантах конструкции режущей части отрезного резца: с плоской, выпуклой и вогнутой задней поверхностью. В результате выполненных экспериментов было установлено (рис. 1), что выпуклая задняя поверхность по сравнению с плоской снижает разрушающую подачу, а вогнутая – повышает ее примерно на 15 % [16].
Авторами [1,2], на основе проведенных исследований напряженно-деформированного состояния, деформаций и прочности режущей части инструмента методом конечных элементов, были предложены различные формы режущих пластин и конструкция отрезного резца повышенной прочности.
Важным этапом для определения формы режущего лезвия инструмента, наиболее полно отвечающего внешним нагрузкам и соответственно имеющего наибольшую прочность, является решение задачи по определению компонентов напряжений внутри режущего клина с учетом всех особенностей его нагружения в процессе резания.
Аналитическое решение данной задачи осуществляется в основном по двум вариантам: нагружение клиновидного тела сосредоточенной силой или нагружение его распределенной нагрузкой, действующей на контуре в предполагаемой зоне контакта. С точки зрения теории упругости второй вариант нагрузки более отражает реальное воздействие на режущий клин. Однако в зоне за пределами длины контакта в соответствии с принципом Сен-Венана вполне правомочна замена распределенной нагрузки на сосредоточенную силу [5].
Большой вклад в решение задачи прочности режущего клина внес А. И. Бетанели, им предложены аналитические выражения для определения напряженного состояния внутри режущего клина от сосредоточенной силы, приложенной к его вершине, а также формулы для определения компонентов главных напряжений в контактной области резцов с любыми передними углами [4,5].
Петрушиным С. И. [12,13] для расчета напряжений в режущем клине за пределами контактной зоны сформулировано следующее выражение:
![]() ;
; ![]() , (1)
, (1)
где ![]() – составляющие силы резания, отнесенные к единице ширины клина;
– составляющие силы резания, отнесенные к единице ширины клина;
![]() – главный задний угол;
– главный задний угол;
![]() – передний угол;
– передний угол;
![]() – полярные координаты.
– полярные координаты.
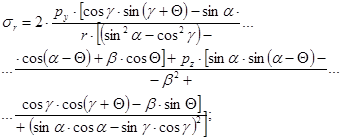
М. Х. Утешевым проведено комплексное аналитическое и экспериментальное исследование режущей части инструмента на прочность, разработаны методики для расчета напряженно-деформированного состояния режущей части, имеющей острозаточенную и округленную форму, а также упрочняющую фаску [17].
За пределами контактной площадки им рекомендовано определять напряжения, исходя из нагружения клиновидного тела равнодействующей силой R и моментом М:
![]()
![]()
![]() (2)
(2)
где ![]() – угол между осью симметрии клина и равнодействующей;
– угол между осью симметрии клина и равнодействующей;
t – толщина режущего клина;
![]() – половина угла клина;
– половина угла клина;
![]() и
и ![]() – полярные координаты расчетной точки.
– полярные координаты расчетной точки.
Анализ результатов экспериментального и аналитического исследования напряжений в режущей части инструмента, проведенный М. Х. Утешевым [17], показал, что при малых толщинах среза расчет напряжений за пределами контактной площадки возможно проводить от сосредоточенной силы, приложенной к вершине режущего клина.
Помимо аналитических методов расчетов напряженно-деформированного состояния также используются и численные методы.
Одним из наиболее популярных численных методов является метод конечных элементов. В приложении к исследованию напряженно-деформированного состояния режущей части инструмента этот метод применен в работах [1,2,3,8].
Е. В. Артамонов [1,2] впервые экспериментально, методом лазерной интерферометрии и расчетным путем, с применением метода конечных элементов, установил опасные зоны сменных многогранных пластин, закономерности распределения напряжений и температур в пластинах из инструментальных твердых сплавов как на контактных поверхностях, так и в теле для различных конструктивных параметров, схем базирования, крепления, условий силового и температурного нагружения, позволяющие управлять напряженно-деформированным состоянием и прочностью пластин.
Метод конечных разностей также нашел применение для исследования напряжений в режущем клине инструментов.
Влияние прочностных характеристик различных инструментальных и обрабатываемых материалов на деформации и напряжения режущей части инструмента исследовались Ю.И. Некрасовым [11] с помощью методов лазерной и голографической интерферометрии. Определялись деформации, напряжения и температуры в быстрорежущем и твердосплавном клине инструмента. В результате расчета на ЭВМ методом конечных разностей установлено существенное изменение напряженно-деформированного состояния и увеличение напряжений внутри режущего клина с увеличением прочностных характеристик обрабатываемых материалов.
Б. В. Барбышевым [3] на основе численного метода конечных разностей разработан инженерный метод расчета напряжений в конструкциях режущих инструментов, позволяющий рассчитывать режущую часть в разных фазах мгновенно зафиксированного динамического нагружения режущего инструмента при его рабочем и холостом ходе. Метод позволяет находить поля различных функций в случае, если известны их граничные условия.
И. А. Ефимовичем [8] с использованием метода конечных разностей по полю сумм главных напряжений и температурных деформаций, полученных в результате обработки интерференционных картин, разработаны методики расчета составляющих напряжений от силовых нагрузок в режущем клине и температурных полей по полям температурных деформаций.
Несмотря на то, что численные методы позволяют решать задачи напряженного состояния самых различных конструкций сложной конфигурации, их применение целесообразно при четко и правильно заданных граничных условиях. В случае неопределенности граничных условий сложность расчета возрастает и возникает необходимость в варьировании и введении дополнительных уточнений и допущений, приводящих к значительной потере точности расчетов. Кроме этого численные методы не позволяют использовать критерии, с помощью которых можно было бы определить наиболее рациональную форму лезвия инструмента.
Встречаются различные формулировки критериев оптимальности по прочности режущей части. Один из подходов, который сформулирован С. И. Петрушиным, заключается в том, чтобы в любой точке передней поверхности присутствовали одинаковые растягивающие напряжения, величина которых ниже предела прочности на растяжение инструментального материала [12,13]. При этом в рассматриваемом бесконечном упругом изотропном однородном клине, находящемся в обобщенном плоском напряженном состоянии под действием сосредоточенной силы, имеет место радиальное распределение напряжений, определяемое выражением (1).
Условие оптимальности для выражения (1) имеет вид:
![]() , при
, при ![]() , (3)
, (3)
где k – коэффициент запаса, учитывающий колебания силы резания вследствие вибраций, неравномерного припуска, прерывистости резания и других факторов.
После подстановки (3) в (1) и преобразований получено выражение, связывающее между собой радиус-вектор профиля передней поверхности и соответствующий ему текущий передний угол ![]() :
:
![]() (4)
(4)
В работах И. М. Бобровича [6,13] предложено следующее дифференциальное уравнение, описывающее влияние геометрии инструмента и режимов резания (через величины составляющих силы резания) на форму профиля равнопрочной передней поверхности сменной многогранной пластины:

![]() , (5)
, (5)
где x, y – координаты точек профиля;
![]() ;
; ![]() . (6)
. (6)
Также было экспериментально установлено, что режущий клин с равнопрочной передней поверхностью оказывает большее сопротивление хрупкому разрушению, чем с неравнопрочной [6].
Проведенный аналитический обзор позволяет сделать следующие выводы:
- форма режущего лезвия инструмента в значительной мере влияет на его прочность и характер напряженно-деформированного состояния, возникающего в процессе эксплуатации;
- повышение прочности режущей части отрезных и канавочных резцов возможно за счет придания лезвию данных инструментов формы, наиболее полно отвечающей нагрузкам, возникающим в процессе резания, и обладающей повышенной прочностью;
- определение рациональной формы лезвия отрезных и канавочных резцов, как и других инструментов, невозможно без изучения напряженно-деформированного состояния режущей части, которое может выполняться с помощью аналитических или численных методов;
- аналитический метод определения напряженно-деформированного состояния режущей части имеет ряд допущений и не позволяет решать задачи напряженного состояния конструкций сложной конфигурации, однако, на основе аналитических выражений возможно решение задачи определения формы тела, отвечающей принятым критериям оптимальности по прочности режущей части;
- для повышения прочности лезвия отрезных и канавочных резцов может быть применен критерий равной прочности, который заключается в том, чтобы в любой точке передней поверхности присутствовали одинаковые растягивающие напряжения, величина которых ниже предела прочности на растяжение инструментального материала.
Рецензенты:
Сапожков Сергей Борисович, доктор технических наук, профессор, заведующий кафедрой механики и инженерной графики ФГБОУ ВПО «Юргинский технологический институт (филиал) Национального исследовательского Томского политехнического университета», г. Юрга.
Петрушин Сергей Иванович, доктор технических наук, профессор кафедры технологии машиностроения ФГБОУ ВПО «Юргинский технологический институт (филиал) Национального исследовательского Томского политехнического университета», г. Юрга.
Библиографическая ссылка
Моховиков А.А., Корчуганов С.В. К ВОПРОСУ ОПРЕДЕЛЕНИЯ РАЦИОНАЛЬНОЙ ФОРМЫ ЛЕЗВИЯ ОТРЕЗНЫХ И КАНАВОЧНЫХ РЕЗЦОВ // Современные проблемы науки и образования. – 2013. – № 2. ;URL: https://science-education.ru/ru/article/view?id=9062 (дата обращения: 20.04.2024).