



Несмотря на широкое применение холодной штамповки выдавливанием через плоскую матрицу, в специальной справочной литературе отсутствуют рекомендуемые к практическому использованию расчетные зависимости для определения удельных деформирующих сил [2].
Известно, что операции выдавливания характеризуются преобладающим влиянием сжимающих напряжений в очаге пластической деформации. Это повышает сопротивление сплавов пластической деформации. Поэтому удельные деформирующие силы настолько велики, что могут превышать уровень, допускаемый прочностью материалов рабочих деталей штампов. Это обстоятельство предопределяет высокие требования к точности расчета полных и удельных сил.
Следует отметить достаточно большое количество теоретических и экспериментальных работ по исследованию силовых параметров прямого прессования прутков, которое по механизму деформирования принципиально не отличается от штамповки выдавливанием, однако, наряду с этим имеет и существенные отличия.
Прессование прутков выполняется на устоявшейся, стационарной стадии процесса, когда высота пресс-остатка всегда больше высотыочага пластической деформации, и вследствие этого удельная сила практически постоянна на длине рабочего хода плунжера.
При штамповке выдавливанием расстояние между торцевой поверхностью пуансона и дном матрицы обусловлено заданной высотой фланцев штампуемых заготовок, которая соизмерима с высотой очага пластической деформации. Таким образом, процесс штамповки прямым выдавливанием может выполняться как на стационарной, так и нанестационарной стадиях. В последнем случае деформирующие силы возрастают с уменьшением высоты фланцев и, как свидетельствует практика, при этом увеличивается влияние условий трения в штампе.
Следует отметить, что наиболее всесторонние теоретические и экспериментальные исследования штамповки выдавливанием через плоскую матрицу выполнил Л.А. Шофман[5]. Автор рассмотрел обе стадии процесса, применив для анализа, как метод линий скольжения, так и метод верхней оценки с использованием полей скоростей жестких треугольников. Однако при этом он учитывал смешанные граничные условия трения, присущие только процессу прессования прутков. Кроме того, предложенные Л.А. Шофманом формулы для приближенных расчетов высотыочага пластической деформации и величины удельных сил нанестационарной стадии выдавливания не учитывают контактное трение в полости штампа.
Изложенный анализ обосновывает актуальность исследования силовых параметровштамповки выдавливанием стержневых изделий с фланцами.
Постановка задачи
Цель выполненной работы –используя метод верхней оценки получить в аналитической форме расчетные зависимости для определения удельных сил штамповки прямым выдавливаниемстержневых изделий с фланцами с учетом высоты последних и условий трения в штампе.
Решение задачи методом верхней оценки
Поставленная задача решена методом верхней оценки с использованием единичных деформируемых прямоугольных областей (ячеек), составляющих кинематически возможное поле скоростей, показанное на рис.1.
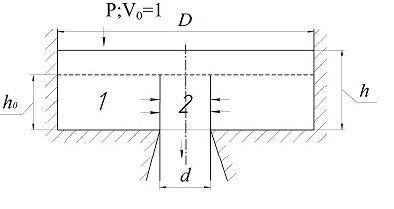
Рис.1 Кинематически возможное поле скоростей
Каждая единичная область представляет
собой прямоугольную полосу, деформируемую в условиях плоской деформации
свободной или односторонней осадкой. Механизм деформации полосы обеспечивается
взаимным скольжением жестких треугольных блоков. Верхние оценки удельных сил
осадки полосы известны. Они минимизированы углами треугольных блоков [3]. При
образованииочага пластической деформации учитывают условия трения между блоками
и на контакте с поверхностью штампа. Удельные силы деформирования каждой полосы
приведены к единичной скорости (![]() ) и единичной
поверхности, передающей нагрузку (
) и единичной
поверхности, передающей нагрузку (![]() ). Один из размеров
очага деформации не фиксируется, например,
). Один из размеров
очага деформации не фиксируется, например, ![]() . Его
находят из условия минимизации верхней оценки.
. Его
находят из условия минимизации верхней оценки.
Если единичные деформируемые области ортогональны, тогда указанные коэффициенты приведения представляют собой взаимообратные величины и, вследствие этого средняя удельная сила выдавливания определяется суммированием приведенных удельных сил деформирования единичных областей [1].
Учитывая обозначения размеров деформируемой поковки на рис.1, можно определить для единичной области 1 относительную удельную (далее - удельную) силу деформирования на установившейся стационарной стадии выдавливания:
 , (1)
, (1)
где ![]() - напряжение
текучестиупрочняемого материала поковки с учетом интенсивности деформации;
- напряжение
текучестиупрочняемого материала поковки с учетом интенсивности деформации; ![]() и
и ![]() -
соответственно диаметр фланца и стержня;
-
соответственно диаметр фланца и стержня; ![]() -
коэффициент контактного трения;
-
коэффициент контактного трения;![]() - высотаочага
пластической деформации.
- высотаочага
пластической деформации.
Удельная сила деформирования области 2 с учетом условия неразрывности определится по формуле (2):
![]() ; (2)
; (2)
Удельная сила прямого выдавливания через плоскую матрицу на стационарной стадии определяется суммированием (1) и (2):
 . (3)
. (3)
В формуле (3) последнее слагаемое
учитывает влияние трения на вертикальной стенке матрицы (![]() ), а также на границе областей 1 и 2 (
), а также на границе областей 1 и 2 (![]() ).
).
Высоту очага пластической деформации(![]() ) найдем из условия минимизации верхней
оценки (3), приравняв
) найдем из условия минимизации верхней
оценки (3), приравняв  к нулю.
к нулю.
В результате получим:
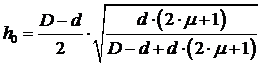 . (4)
. (4)
Удельная сила выдавливания на
заключительной, нестационарной стадии (![]() ), с
учетом изменившихся условий трения на торцевой поверхности фланца, будет равна:
), с
учетом изменившихся условий трения на торцевой поверхности фланца, будет равна:
 . (5)
. (5)
Используя полученные функции (4) и (5), выполнен анализ силовых параметров штамповки выдавливанием через плоскую матрицу стержневых изделий с фланцами на нестационарной стадии.
На рис.2 представлена зависимость
относительной высоты очага пластической деформации (![]() ) от
величины коэффициента контактного трения и отношения
) от
величины коэффициента контактного трения и отношения ![]() .
В расчетах по формуле (4) принято возможное изменение коэффициента трения для
меди М1 и сплава АД1: со смазочным материалом (
.
В расчетах по формуле (4) принято возможное изменение коэффициента трения для
меди М1 и сплава АД1: со смазочным материалом (![]() ) и
без него (
) и
без него (![]() ) [2].
) [2].
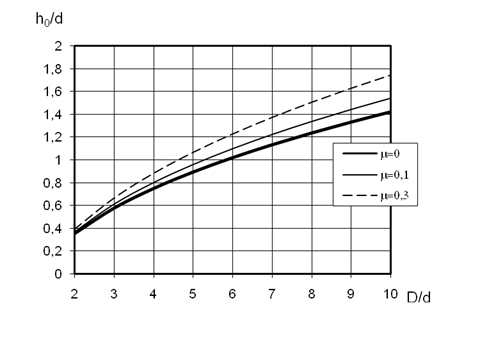
Рис.2.Зависимость
относительной высоты очага пластической деформации от отношения ![]() и коэффициента трения
и коэффициента трения
Из графиков на рис.2 видно, что влияние
коэффициентатрения на высоту очага деформации возрастает с увеличением
отношения ![]() .
.
На рис.3 показана зависимость удельных
сил выдавливания от отношения ![]() и коэффициентатрения в
начальный момент нестационарной стадии, когда высота фланцев соответствует
высоте очага пластической деформации. Расчет выполнен по формулам (4) и (5).Из
анализа графиков можно заключить, что влияние коэффициента трения на величину
удельных сил также возрастает с увеличением отношения диаметров фланца и
стержня(
и коэффициентатрения в
начальный момент нестационарной стадии, когда высота фланцев соответствует
высоте очага пластической деформации. Расчет выполнен по формулам (4) и (5).Из
анализа графиков можно заключить, что влияние коэффициента трения на величину
удельных сил также возрастает с увеличением отношения диаметров фланца и
стержня(![]() ).
).
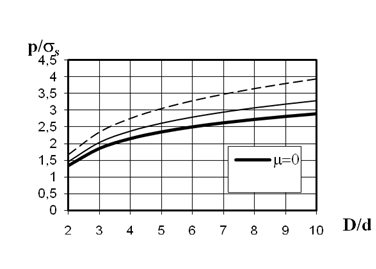
Рис.3. Зависимость
удельных сил выдавливанияот отношения ![]() и коэффициента трения
и коэффициента трения
На рис.4 графики отражают влияние высоты
фланца (![]() ) и коэффициента трения на величину
удельной силы выдавливания. Расчеты выполнены по формуле (5) для
) и коэффициента трения на величину
удельной силы выдавливания. Расчеты выполнены по формуле (5) для ![]() и
и ![]() (
(![]() мм,
мм, ![]() и 8мм).
и 8мм).
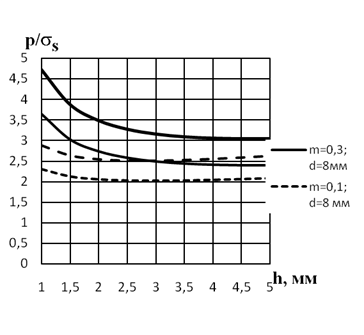
Рис.4.Графики влияниявысоты фланца на величину удельной силывыдавливания на нестационарной стадии
Из анализа графиков следует, что влияние уменьшения высоты фланца на увеличение удельной силы на нестационарной стадии зависит от величины коэффициента трения. С его увеличением указанное влияние на возрастание удельной силы увеличивается.
Выводы
1. На основе метода верхней оценки получены зависимости для определения удельных сил штамповки выдавливанием через плоскую матрицу стержневых изделий с фланцами на стационарной и нестационарной стадиях процесса.
2. Основываясь на аналитических зависимостях, отражающих величину удельных деформирующих сил, выполнен анализ влияния отношения диаметров фланца и стержня, а также высоты фланцев и условий контактного трения в штампе на величину удельных сил на заключительной, нестационарной стадии процесса выдавливания через плоскую матрицу.
Рецензенты:
Астахов М.В., д.т.н.,
профессор, заведующий кафедрой «Прикладная механика», Калужский филиал ФГБОУ
ВПО «Московский государственный технический университет им.
Н.Э. Баумана», г. Калуга;
Шаталов В.К., д.т.н., профессор, заведующий кафедрой «Технологии обработки материалов», Калужский филиал ФГБОУ ВПО «Московский государственный технический университет им. Н.Э. Баумана», г. Калуга.
Библиографическая ссылка
Антонюк Ф.И., Логутенкова Е.В. ВЕРХНЯЯ ОЦЕНКА УДЕЛЬНЫХ СИЛ ХОЛОДНОЙ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦАМИ // Современные проблемы науки и образования. – 2015. – № 1-1. ;URL: https://science-education.ru/ru/article/view?id=17506 (дата обращения: 20.04.2024).