



В последнее время в обработку металлов активно внедряются гибридные технологические процессы, реализация которых ориентирована на использование многофункциональных производственных комплексов. Это в полной мере соответствует сформировавшейся тенденции возрастания сложности технических систем, обусловленной стремлением увеличения числа выполняемых функций на одном рабочем месте, усложнением состава и структуры операций и средств технологического оснащения, а также увеличением числа функциональных модулей в системе управления при интеграции IT-технологий и гибкой автоматизации. Создание указанных выше систем, обладающих высокой эффективностью, позволяет комплексирование, охватывающее широкий круг вопросов и задач. Основная задача комплексирования – построение многофункциональных производственных комплексов с автономной работой в гибком машиностроительном производстве. При этом минимизируется количество основного и вспомогательного оборудования, производственных площадей и ресурсов, а также сокращается производственный цикл за счет замены маршрутной технологии комплексом «одного рабочего места» для изготовления деталей «под ключ».
Главной особенностью рассматриваемых систем является комплексное использование разнородных компонентов и подсистем, характеризующихся различным способом воздействия на материал заготовки: резание и закалка; точение, шлифование и закалка; гибка, резка и сверление и т.п. В работе [4] приведены примеры подобных систем, при этом их функционально-технологическое комплексирование сводится к одному из вариантов, приведенных на рисунке 1.
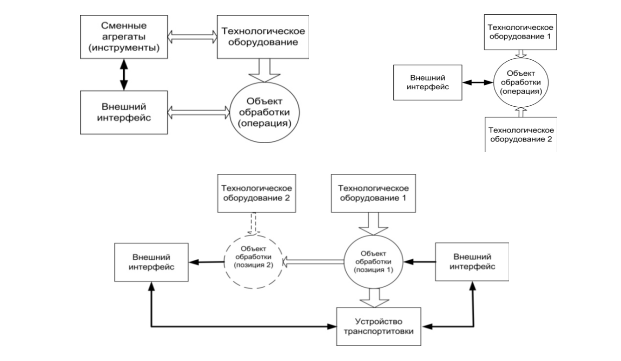
Рисунок 1. Схемы функционально-технологического комплексирования обрабатывающих систем
В последние годы целый ряд основных операций в механической обработке стали успешно выполнять промышленные роботы (фрезерование концевыми фрезами, шлифование, полирование и другие) с погрешностью обработки до 0,01мм. Преимущества использования роботов следующие: стоимость робота в несколько раз меньше стоимости 5-координатного станка с ЧПУ; высокая маневренность (в одной роботизированной ячейке можно организовать несколько рабочих зон); гибкость функционирования (вариативность решений «инструмент к детали», «деталь к инструменту» или совместные движения инструмента и детали в процессе выполнения операции); значительно меньшая масса и потребление энергии в процессе работы.
Роботы являются основным рабочим инструментом при обработке концентрированными потоками энергии, доминирующей из которых является лазерная. Роботы с успехом используются для выполнения монтажно-сборочных и контрольно-измерительных операций.
Исходя из сказанного выше и наметившейся тенденции использования комплексированных производственных систем, создание высокоэффективных робототехнических систем для выполнения гибридных операций в производстве, обладающих многофункциональной манипуляционной исполнительной системой, обеспечивающей необходимые параметры управляемого движения и взаимодействия рабочих инструментов, является важной и актуальной задачей [3]. На рисунке 2 приведена концептуальная структура комплексированной робототехнической системы для варианта фрезерной и лазерной базовых операций.
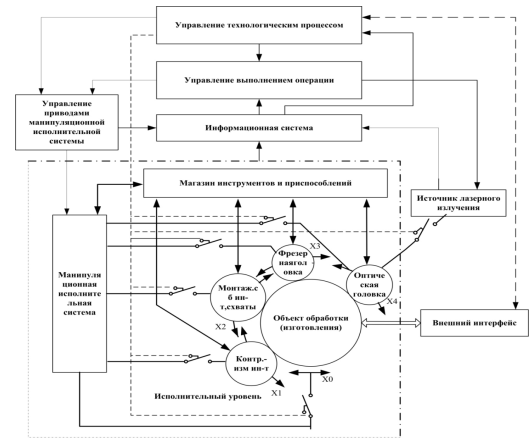
Х0, Х1, Х2, Х3, Х4 – перемещения компонентов системы
Рисунок 2. Концептуальная структура комплексированной робототехнической системы
Основополагающими этапами построения гибридной робототехнической системы являются функциональное и кинематическое комплексирование. На рисунке 3 приведена последовательность функционального комплексирования.
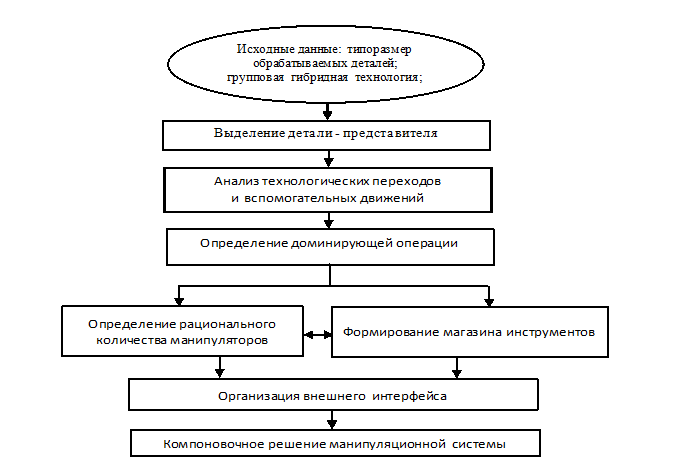
Рисунок 3. Последовательность функционального комплексирования манипуляционной исполнительной системы для выполнения гибридных операций в производстве
Наиболее сложной задачей является определение рационального количества манипуляторов. Для ее решения предлагается использовать следующие соотношения:
![]() ; i =
; i =![]() , j =
, j =![]() ;
;
при ![]() ;
; ![]()
![]() . (1)
. (1)
В выражениях (1) обозначено: М – количество манипуляторов; n – число используемых инструментов, не превышающее допустимого значения N;![]() совокупность операций для i-го объекта работ, принадлежащих к обрабатываемой партии
совокупность операций для i-го объекта работ, принадлежащих к обрабатываемой партии ![]() ; G – приведенная относительная стоимость единицы машинного времени; V и
; G – приведенная относительная стоимость единицы машинного времени; V и ![]() – объем рабочей зоны и срок окупаемости, ограниченные допустимыми значениями.
– объем рабочей зоны и срок окупаемости, ограниченные допустимыми значениями.
Величина предложенного критерий функционального комплексирования G может быть определена по выражению:
![]() (2)
(2)
Здесь Qср – средняя стоимость манипулятора; Qм – стоимость единицы машинного времени; ∆Твij – экономия вспомогательного времени на один объект обработки. При ![]() выбранное количество манипуляторов М следует считать эффективным.
выбранное количество манипуляторов М следует считать эффективным.
В зависимости от количества манипуляторов, найденного по выражениям (1) и (2), структура комплексированного роботизированного центра может иметь один из вариантов, представленных на рисунке 4.
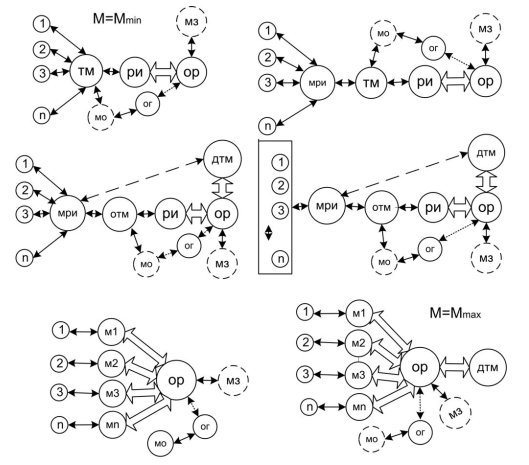
МРИ – манипулятор рабочих инструментов; ТМ – технологический манипулятор; ОТМ – основной технологический манипулятор; ДТМ – дополнительный технологический манипулятор; ОР – объект работ; МО – манипулятор оптики; ОГ – оптическая головка; РИ – рабочий инструмент; МРИ- манипулятор смены рабочих инструментов; МЗ – манипулятор смены объектов работ
Рисунок 4. Варианты структуры комплексированных роботизированных центров
Комплексирование манипуляторов в роботизированном центре должно в полной мере соответствовать общим принципам комплексирования технических систем [5]: однородности иерархического уровня; максимальной функциональной замкнутости; наращиваемости аппаратуры; физической однородности распределения функций.
Рассматриваемая совокупность манипуляторов и инструментов является сложной технической системой, внутри которой имеют место разнородные связи и взаимодействия и на которую подаются управляющие входные воздействия и энергия движения. В обобщенной манипуляционной системе указанные компоненты можно отобразить в виде рисунка 5:
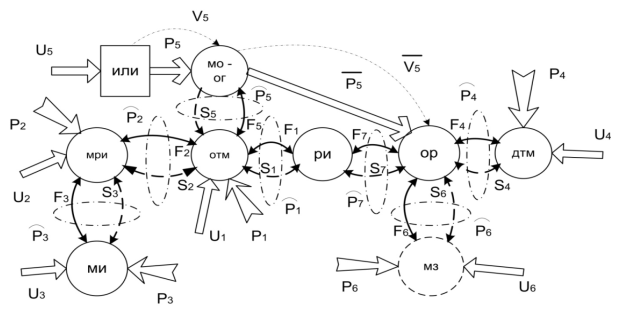
Ui, i=1,6 – управляющие воздействия; Sj,j=1,7– стационарная или нестационарная направленная позиционная кинематическая связь; Fk,k=1,7– стационарное или нестационарное направленное силовое воздействие; Pl, l=1,6 – мощность, подводимая к компонентам манипуляционной системы; P5 – мощность лазерного излучения, воздействующего на объект работ; Pm, m=1,7 – мощность, передаваемая во время движения в результате позиционно-силового взаимодействия; ![]() и
и ![]() позиционная оптическая взаимосвязь, характеризующая пространственное положение лазерного луча
позиционная оптическая взаимосвязь, характеризующая пространственное положение лазерного луча
Рисунок 5. Входные воздействия, связи и взаимодействия в обобщенной манипуляционной системе
Следующим этапом комплексирования является структурный синтез исполнительной кинематической цепи (ИКЦ) манипуляторов. К числу условий, определяющих структуру ИКЦ манипуляторов, относятся: форма и размеры рабочих зон, диапазоны скоростей и ускорений, точность позиционирования и воспроизведения пространственных траекторий, величины сил и моментов, развиваемых исполнительными двигателями, потери энергии. Особые условия к синтезу ИКЦ манипулятора оптики предъявляет специфика транспортировки лазерного излучения: необходимость обеспечения нормального расположения оси сфокусированного отрезка луча к поверхности обработки, малые девиации и потери энергии в оптическом тракте. Кроме этого манипуляторы исполнительной системы должны соответствовать условиям их согласованной работы: соотношению рабочих зон, отсутствию соударения звеньев и сингулярностей как в ИКЦ автономных манипуляторов, так и в случае образования стационарных или нестационарных замкнутых кинематических цепей. Вопросы геометрического синтеза рассматриваемых манипуляторов частично изложены в работах [1, 2].
Работа выполнена при финансовой поддержке РФФИ (проект № 13-08-01364).
Рецензенты:
Гоц А.Н., д.т.н., профессор, профессор кафедры тепловых двигателей и энергетических установок Владимирского государственного университета имени Александра Григорьевича и Николая Григорьевича Столетовых (ВлГУ), г. Владимир.
Кульчицкий А.Р., д.т.н., старший научный сотрудник, главный специалист ООО «Завод инновационных продуктов «КТЗ», г. Владимир.
Библиографическая ссылка
Умнов В.П., Егоров И.Н., Молостов С.В. КОМПЛЕКСИРОВАНИЕ МАНИПУЛЯЦИОННОЙ ИСПОЛНИТЕЛЬНОЙ СИСТЕМЫ РОБОТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ ЦЕНТРОВ ГИБРИДНОЙ ОБРАБОТКИ // Современные проблемы науки и образования. – 2014. – № 1. ;URL: https://science-education.ru/ru/article/view?id=11348 (дата обращения: 23.04.2024).