



Введение
В настоящее время ведутся интенсивные работы по разработке технологий производства и обработки ультрамелкозернистых (УМЗ) и наноструктурных (НН) легких конструкционных сплавов на основе алюминия и магния, которые должны обеспечить качественное повышение эффективности в автомобильной, авиационной и космической технике, судов, медицинских имплантатов и оборудования, энергетических установок, спортивного инвентаря. Интерес к таким сплавам обусловлен их высокими удельными механическими свойствами [1,6–8].
Для получения сплавов с субмикронными размерами зерна широко применяются методы интенсивной пластической деформации (ИПД). Одним из наиболее распространенных методов ИПД для получения объемных образцов (УМЗ) металлов и сплавов является равноканальное угловое прессование (РКУП) [1,6]. Несмотря на многочисленные исследования, закономерности изменения физико-механических свойств легких сплавов при формировании ультрамелкозернистой структуры в процессе интенсивной пластической деформации остаются недостаточно полно исследованными [3,5]. Установление указанных закономерностей является актуальной задачей в связи с совершенствованием технологий, реализующих методы ИПД.
Цель настоящей работы – исследование особенностей изменения механических свойств легкого конструкционного сплава АМг6 после обработки методами интенсивной пластической деформации.
Методы исследования
Пресс-форма, обеспечивающая прессование блоков легких сплавов (алюминия, магния, титана) по традиционной схеме с поворотом блока на 90º к оси прессования, была спроектирована и изготовлена на основе результатов численного моделирования, реализованного с помощью метода конечных элементов и метода сглаженных частиц [4].
Схема и фотография пресс-формы показаны на рис. 1. Материал оснастки – сталь 40Х с закалкой. Размер сечения входного канала немного больше размера сечения выходного канала, для последующих этапов прессования без дополнительной обработки заготовки. Размеры заготовок и пуансонов рассчитывались из условия обеспечения прочности и устойчивости последнего.
Образцы для РКУП были вырезаны из крупнокристаллического проката сплава АМг6 в состоянии поставки, диаметром 60 мм в продольном направлении к его оси.
Для прессования использовали универсальный сервогидравлический стенд INSTRON с возможностью точной регулировки скорости движения и усилия до 5 тонн. Прессование выполнялось по двум схемам – с обеспечением противодавления на свободной грани блока и без противодавления. Были подобраны рациональные параметры режима прессования (скорость пуансона; температура образца и оснастки; тип смазки, величина противодавления), которые обеспечивали получения сплошных образцов после каждого прохода. Прессование заготовок проводили по схеме ВС в несколько проходов с поворотом на 90º и 180º заготовки вокруг продольной оси [4]. Прессование проводилось при температуре 200 ±2 °С. Для нагревания использовали муфельную печь с термопарой.
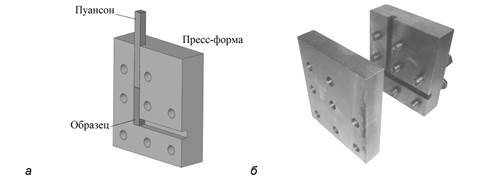
Рис. 1. Схема основной части разборной оснастки и общий вид оснастки для равноканального углового прессования легких сплавов
Образцы после 2 и 4 проходов РКУП были использованы для исследования распределения зерен по размерам в их внутренней области, измерения микротвердости на поверхности, и проведение исследований прочностных свойств при квазистатическом осевом сжатии и растяжении.
Измерения микротвердости HV (по Виккерсу) образцов проводилось в соответствии с ГОСТ 9450-76 «Измерение микротвердости вдавливанием алмазных наконечников» [2] на боковой поверхности с использованием автоматического микротвердомера Duramin-5 с нагрузкой 25–50 г., выдержка при индентировании составляла 5 с. На всех образцах проводилось более 100 измерений. Подготовку образцов проводили по стандартной методике с использованием шлифовки и полировки до зеркальной бездефектной поверхности, до чистоты Rz=0,1 мкм и Ra=0,025 мкм.
Эксперименты на одноосное растяжение и сжатие проводились на универсальной сервогидравлической испытательной машине INSTRON 40/50-20. Призматические образцы для сжатия и образцы в форме плоских лопаток для растяжения были вырезаны из блоков вдоль их основной оси электроэрозионным методом. Испытания на растяжение были проведены при скорости деформации 0,001 с-1. Температура испытания 25 ºС. Усилия при растяжении и сжатии образцов регистрировались с точностью 0,05 % универсальным датчиком Dynacell в диапазоне до ± 50 кН.
Результаты и их обсуждение
В процессе отработки режимов прессования образцов было установлено, что для алюминиевого сплава АМг6 температура РКУП должна быть близка к 200 ºС.
При температурах ниже ~200 ºС происходит растрескивание материала образца и разделение на фрагменты, как показано на рис. 2б.

Рис. 2. Общий вид образцов для проведения прессования: (а) исходный, (б) фрагментированный образец после неоптимального режима прессования, (в) после оптимального режима РКУП
Трение между стенками каналов и поверхностями образца должно быть минимальным, что достигается полировкой каналов пресс-формы и использованием смазки. При отсутствии смазки происходит появление заусенцев, расклинивание образца и пуансона в оснастке и, как результат, разрушение пуансона. Для минимизации трения при повышенных температурах прессования выбирали из нескольких доступных видов смазки: жировая (литол), графитовая (технический графит), графитно-жировая, графитно-маслянная. Наиболее эффективной по свойствам оказалась графитно-маслянная, приготовленная с использованием мелкодисперсного технического графита и вакуумного масла.
Исследования зеренной структуры образцов показали, что в состоянии поставки исследуемый алюминиевый сплав АМг6 обладает распределением размеров зерен от 2 до 35 мкм (рис. 3, а).
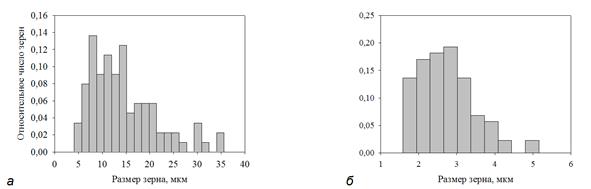
Рис. 3. Гистограммы распределения зерен по размерам в алюминиевом сплаве АМг6: (a) в состоянии поставки, (б) после 4 проходов РКУП
После 4 проходов РКУП при подобранных оптимальных режимах в объеме блока формируется более однородная УМЗ структура (рис. 3, б). Средний размер зерна 2,2 мкм. Вместе с тем в сплаве после РКУП отмечены отдельные зерна с размерами ~ 15–20 мкм, которые не претерпели измельчения.
Измерение микротвердости в образце проходило по нескольким направлениям, схема измерений приведена на рис. 4. Выбор направлений обоснован результатами численного моделирования [5], где показано, что степень накопления пластической деформации в различных частях образца неоднородна. Это обусловлено процессами релаксации сдвиговых напряжений при развитии локализованных на макроскопическом уровне пластических сдвигов в зоне сопряжения каналов. Направление 1 на рис. 4 совпадает с осью образца, 2–4 перпендикулярны оси.
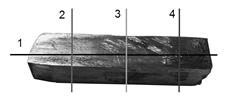
Рис. 4. Схема измерений микротвердости
Изменения микротвердости блоков вдоль направлений 1–4 (см. рис. 4), после 2 и 4 проходов РКУП показаны на рис. 5 и 6. Заштрихованной областью обозначена средняя микротвердость исходного крупнокристаллического сплава АМг6 в состоянии поставки.
Полученные данные свидетельствуют о том, что в результате РКУП происходит увеличение микротвердости во всем объеме блоков. После 4 проходов увеличение микротвердости составляет в среднем 25–30 %, а максимальная величина микротвердости достигает ~1050 МПа. В головной части образцов микротвердость несколько выше (до 10 %) по сравнению со средней величиной. Отклонение микротвердости от средних значений в центральной части образца вдоль оси и в поперечном направлении не превышает 10 %. Эти данные подтверждают, что ИПД обеспечивает повышение прочностных характеристик сплава АМг6 в объеме блоков.
Изменение микротвердости вдоль оси образцов после 2 и 4 проходов РКУП показаны на рис. 6. Относительное различие микротвердости после двух и четырех проходов не превышает 7 %. Максимальное упрочнение сплава АМг6 относительно исходного крупнокристаллического состояния достигается после двух проходов РКУП.
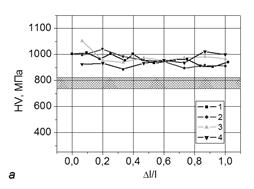
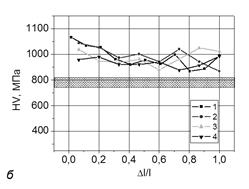
Рис. 5. Микротвердость: (а) образец после 2 проходов РКУП, (б) образец после 4 проходов РКУП
Таким образом, двух проходов ортогонального РКУП с выбранными параметрами прессования достаточно для формирования мелкозернистой структуры сплава АМг6, обеспечивающей повышение прочностных характеристик. При последующих проходах РКУП в объеме образцов формируется структура с более равномерным распределением размеров зерен [3].
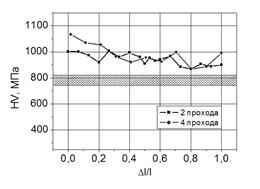
Рис. 6. Микротвердость образцов от относительной длины в продольном направлении после 2 и 4 проходов РКУП
На рис. 7 приведены диаграммы «напряжение – деформация» при одноосном растяжении и сжатии образцов сплава АМг6 в состоянии поставки и после 4 проходов РКУП.
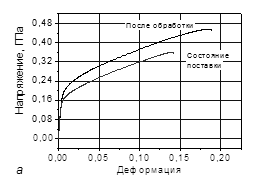
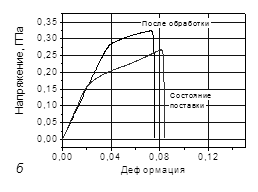
Рис. 7. Диаграммы «напряжение – деформация» для сплава АМг6 в состоянии поставки и после 4 проходов РКУП: (а) одноосное растяжение, (б) одноосное сжатие
Результаты свидетельствует об одновременном увеличении предельной деформации до разрушения в условиях растяжения на 28 % и временного сопротивления на 27 %. Вместе с тем обнаружено, что в результате РКУП, сплав АМг6 приобретает выраженную асимметрию прочностных характеристик (значений условного предела текучести и временного сопротивления разрушению) при растяжении и сжатии. Отметим, что асимметрия прочностных характеристик не является характерным для данного сплава в крупнокристаллическом состоянии.
Повышение условного предела текучести и временного сопротивления разрушению при сжатии АМг6 в результате 4 проходов РКУП составило ~ 10 %.
Выводы
Многопроходное ортогональное РКУ-прессование сплава АМг6 позволяет после 4 проходов формировать в объеме блоков структуру со средним размером зерна 2,2 мкм и одномодальным распределением зерен по размерам в диапазоне от 1,5 до 4,5 мкм.
Формирование мелкозернистой структуры сплава АМг6, обеспечивающей повышение микротвердости, условного предела текучести, временного сопротивления разрушению, достигается после 2 проходов ортогонального РКУП при температуре 200 °С.
Следует отметить, что после 2 проходов ортогонального РКУП имеется относительно широкое распределение размеров зерен в объеме.
После 4 проходов ортогонального РКУП у сплава АМг6 отмечено одновременное увеличение предельной деформации до разрушения в условиях растяжения на 28 % и временного сопротивления на 27 %.
В результате РКУП сплав АМг6 приобретает существенную асимметрию значений прочностных характеристик (условного предела текучести и временного сопротивления разрушению) при растяжении и сжатии.
Авторы благодарят профессора Скрипняка В.А. за помощь в проведении экспериментальных исследований и обсуждении результатов.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218, Соглашений 14.В37.21.0441 и 14.132.21.1700 и финансовой поддержке гранта Президента Российской Федерации МК-3066.2012.8.
Рецензенты:
Плотников В.А., д.ф.-м.н., профессор, заведующий кафедрой общей и экспериментальной физики, г. Барнаул.
Сизова О.В., д.т.н., главный научный сотрудник ИФПМ СО РАН, г. Томск.
Библиографическая ссылка
Козулин А.А., Красновейкин В.А., Скрипняк В.В., Козулин А.А., Красновейкин В.А., Скрипняк В.В., Хандаев Б.В., Ли Ю.В. МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЙ МАГНИЕВЫХ СПЛАВОВ ПОСЛЕ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ // Современные проблемы науки и образования. – 2013. – № 6. ;URL: https://science-education.ru/ru/article/view?id=11300 (дата обращения: 20.04.2024).