



Особое место в машиностроении занимают соединения и детали машин, имеющие элементы, в поперечном сечении которых заложен периодический профиль – профильные соединения, зубчатые колеса, муфты.
Профильные соединения в нормальном сечении могут иметь самые различные формы. Наиболее простыми являются сечения в виде правильных многогранников, другие описываются сложными замкнутыми кривыми, профиль которых зависит от конкретных функциональных особенностей и значения детали в узле машины.
В основном соединения на основе некруглых поверхностей двух диаметров [7] предназначены для передачи крутящего момента сопряженными поверхностями деталей машин, режущих и вспомогательных инструментов [5]. Обладая высокой нагрузочной способностью, бесшумностью при меньших габаритах, по сравнению со шлицевыми и шпоночными [6], профильные соединения не распространены в отечественном машиностроении ввиду сложности изготовления.
Применение долбежного инструмента для обработки деталей профильных соединений, построенных на основе некруглых поверхностей двух диаметров, является наиболее приемлемым ввиду возможности ведения обработки на одном технологическом оборудовании как наружных, так и внутренних контуров деталей с достаточно высокой степенью точности и качеством. Распространенность долбежного оборудования на предприятиях машиностроительной отрасли является дополнительным преимуществом ввиду отсутствия в таком случае необходимости закупки узкоспециализированного либо оборудования на базе станков с ЧПУ и, как следствие, необходимости в дополнительных промышленных площадях.
На основе научно-производственной базы кафедры «Машиностроительные технологии и оборудование» Юго-Западного государственного университета был разработан способ проектирования фасонного долбяка, сущность которого заключается в решении задачи получения профиля инструмента в зависимости от условий обработки [3; 4; 8] (рис. 1). Данный способ применим при проектировании долбяков для обработки как валов, так и втулок. Проектирование и дальнейшая обработка для окончательных проходов происходит при обеспечении межосевого расстояния из условия:
![]() , (1)
, (1)
где: L – эксцентриситет, e – разницы радиусов описанной и вписанной окружностей сечения профиля, k – коэффициент, учитывающий размерность предварительно расточенного под долбяк отверстия (k≥1).
Для выражения (1) значение коэффициента k выбирается из условия прохождения долбяка по максимальным габаритам с учетом обеспечения технологического зазора в предварительно подготовленное отверстие под долбление профиля втулки.
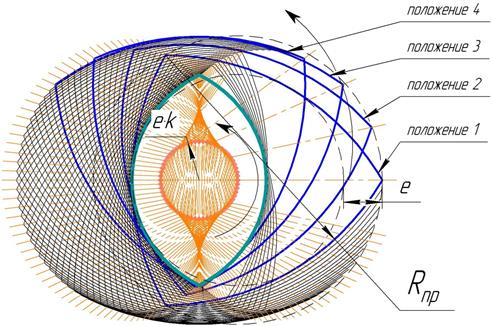
Рис. 1. Схема проектирования исходного контура долбяка в нулевом сечении: Rпр – радиус окружности, образующей грань профильной части двух диаметров, e – разницы радиусов описанной и вписанной окружностей сечения профиля, k – коэффициент
Несмотря на широкий спектр технологических возможностей обработки деталей машин в условиях современного производства, обработка отверстий специального профиля зачастую является наиболее проблематичной и трудоемкой операцией. Следует рассмотреть пример формирования втулки, имеющей профиль поверхности двух диаметров с использованием узкоспециализированного долбежного инструмента и стандартного оборудования.
Инструмент с наименьшим числом режущих сторон обладает рядом преимуществ по сравнению с многокромочным ввиду единства обрабатывающей базы для всей совокупности обрабатываемых сторон [2]. Однако при проектировании подобного инструментального обеспечения для втулки возникает эффект подрезания вершиной долбяка вершин втулки при условии применения генераторной схемы съема припуска. Ввиду вышесказанного были опробованы конструкции с числом режущих кромок, равным числу сторон втулки и меньшим (рис. 2).
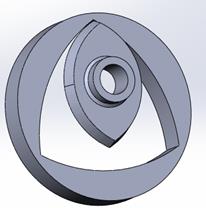

Рис. 2. Долбяки для обработки втулки на основе профиля двух диаметров
В процессе экспериментального проектирования было выявлено, что при использовании долбяка с тремя формообразующими кромками не обеспечивается формирование вершин втулки, что приводит к искажению обрабатываемого профиля. При использовании долбяка с двумя гранями происходит полное формирование втулочной части. Преимущество данного вида долбяка проявляется в меньшей кривизне профиля режущей кромки и меньшей степени огранки обработанных сторон втулки.
В процессе изготовления, при заточке профильного долбяка неминуемо возникает погрешность производящего профиля, что отражается на геометрии обработанной детали. Для компенсации данного искажения, а также с целью оценки степени точности долбяка требуется определить его истинный контур с учетом накладываемых углов. Для вычисления математической зависимости воспользуемся статистическим анализом планирования эксперимента [1]. Для полного многофакторного эксперимента примем следующие изменяемые параметры: γ – угол заточки долбяка по передней поверхности, α – угол заточки по задней поверхности, φ – угол поворота секущей плоскости, в которой производится замер погрешности для данной конкретной точки при определенных углах γ и α, D – диаметр окружности, формообразующей грани поверхности двух диаметров (рис. 3).
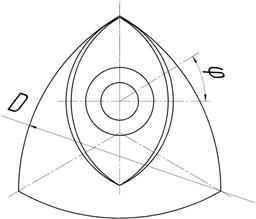
Рис. 3. Схема наложения «профиль двух диаметров – контур долбяка»
Формула для вычисления погрешности производящего контура в нулевом сечении долбяка является системой из шести уравнений, разбитых по градусной мере исследуемых участков режущей кромки. Разделение обосновано повышением точности за счет разбиения режущей кромки на равные участки с меньшим искажением и увеличением адекватности математической зависимости [7]. Для выполнения расчета принимаются следующие условия проектирования α = 3-12°, γ = 3-10°, φ = 0-90°, D = 60-85 мм.
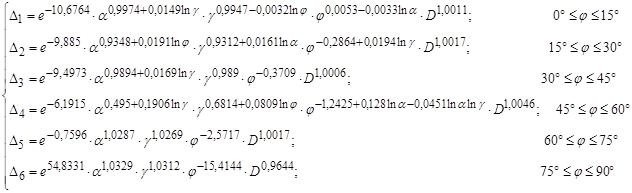
Данная система уравнений позволяет вычислять искажение контура заточенного долбяка по отношению к контуру «идеального» долбяка с точностью до 0,0004 мм.
Вычисленную систему уравнений по определению погрешности возможно в дальнейшем использовать на практике для автоматического расчета и получения профиля исходного контура долбяка с учетом искажения, что позволит повысить точность обработки сопрягаемых профильных деталей.
Рецензенты:
Киричек А.В., д.т.н., профессор, проректор по научной работе, ЮЗГУ, г. Курск.
Атакищев О.И., д.т.н., профессор, проректор по информатизации и специальным проектам, ЮЗГУ, г. Курск.
Библиографическая ссылка
Понкратов П.А., Барботько А.И., Разумов М.С., Гладышкин А.О. ПРОЕКТИРОВАНИЕ ПРОФИЛЯ ДОЛБЕЖНОГО ИНСТРУМЕНТА ДЛЯ ФОРМИРОВАНИЯ ПРОФИЛЬНЫХ ОТВЕРСТИЙ // Современные проблемы науки и образования. – 2013. – № 5. ;URL: https://science-education.ru/ru/article/view?id=10430 (дата обращения: 19.04.2024).