



Целому ряду высокотехнологичных отраслей таких как ракетостроение и авиация требуются теплоизоляционные материалы, обладающие устойчивостью в окислительных средах при температурах выше 1000°С и небольшим удельным весом. В настоящее время такая теплоизоляция изготавливается из высокопористых углеродных и карбидных материалов.
Постановка задачи
Существуют различные методы получения пеноуглеродных материалов, в частности, пропитка пенополимера с заданной ячеистой структурой карбонизующимися составами с последующей термообработкой. Однако, при таком способе возникают трудности в получении качественных изделий из-за растворения пены или ее оседания за счет частичного растворения [3].
Более перспективным является способ получения пеноуглерода термообработкой пенополимера на основе легко карбонизующейся матрицы [1].
Целесообразность карбонизации того или иного полимера оценивается выходом углеродного остатка. Причем, для удаления газообразных продуктов пиролиза полимерной матрицы пенополимер должен обладать открытопористой ячеистой структурой, т.е. содержать систему связанных между собой ячеек. Другое необходимое условие - наличие изотропной ячеистой стурктуры пенополимера, что позволяет избежать неравномерной усадки пенополимера и получать пеноуглеродные изделия конкретной формы и заданных размеров непосредственно во время термообработки [6].
Большой вклад в разработку технологии углеродных и тугоплавких карбидных материалов заданного химического состава, свойств, структуры и пористости внесли работы сотрудников кафедры химии и технологии переработки пластмасс и полимерных композитов МИТХТ им. М.В. Ломоносова под руководством доктора технических наук, профессора И.Д. Симонова-Емельянова [4,5].
На кафедре полимерных материалов Владимирского государственного университета разработка технологии получения синтактных пенопластов была направлена на изготовление изделий заданной сложной формы и размеров непосредственно во время термовоздействия на материал с целью исключения стадии механической доработки образцов. Анализ литературы показал, что в качестве связующего с максимальным значением коксового числа целесообразно использовать фенолоформальдегидную смолу, а в качестве наполнителя - фенолоформальдегидные микросферы, что при последующей карбонизации или карбидизации обеспечит наименьшие внутренние напряжения в композиции и хорошую адгезию микросфер к связующему[2].
Объектами исследования являлись фенолоформальдегидные микросферы БВ-01 (фракция с диаметром 400÷630 мкм) и резольный фенолоформальдегидный олигомер СФЖ-309.
Результаты исследования и их обсуждение
Для получения открытопористого пенопласта количество связующего должно быть достаточно только для того, чтобы обволакивать микросферы, не заполняя межсферное пространство.
Экспериментально было установлено, что консистенция композиции, состоящей из раствора фенолоформальдегидного олигомера (ФФО) в ацетоне и фенолоформальдегдных микросфер (ФФМ), определяется соотношением наполнителя и связующего и вязкостью последнего.
Из этих композиций трамбованием (набивкой) формовали образцы открытопористых синтактных пенопластов. Наиболее пригодными были композиции с консистенцией «сырого песка», так как они хорошо формовались и позволяли получать прочные пенопласты с изотропными свойствами. Из образцов, полученных из сыпучих композиций, легко выкрашивались микросферы, что не позволяло получать качественные пенопласты. Из-за стекания связующего и удаления большого количества растворителя при сушке пенопласты из пастообразных композиций имели крупные нерегулярные поры и различную плотность по высоте образца, что являлось причиной анизотропии их свойств.
На рис.1 представлено влияние состава композиции на прочность пеноуглеродов, полученных на ее основе.
Рис.1. Прочность при сжатии образцов пеноуглерода в зависимости от содержания связующего при различной вязкости связующего:1 - 17,1мПа·с, 2 - 49,8мПа·с, 3 - 160,0мПа·с
Из рис.1 видно, что в интервале вязкости 17-160 мПа.с зависимость прочности образцов от содержания связующего в композиции проходит через максимум. Очевидно, что чем меньше вязкость раствора связующего, тем больше можно ввести наполнителя, и наоборот, чем больше вязкость, тем меньше должно быть в композиции микросфер, тем хуже распределяется в ней связующее. Но при использовании связующего с вязкостью менее 17 мПа.с оно быстро стекает с поверхности наполнителя.
Таким образом, для получения композиций с консистенцией «сырого песка», пригодных для формования пенопластов с открытыми порами, оптимальное количество связующего составляет 20-40 мас.% в пенопласте.
Формование изделий в условиях промышленного выпуска наиболее рационально проводить с применением прессовой технологии. Поэтому представляло интерес изучить влияние давления прессования на свойства открытопористых синтактных пенопластов в зависимости от природы микросфер и содержания связующего.
Проведенные исследования показали, что линейная усадка во время карбонизации образцов открытопористых синтактных пенопластов составляет около 18%, выход пеноуглерода около 60%.
Для уменьшения усадки и увеличения выхода пеноуглерода была преложена предварительная карбонизация микросфер в вакуумной печи при скорости нагрева 300 град/час.
Для установления конечной температуры карбонизации фенолоформальдегидных микросфер исследовали свойства пеноуглеродов, полученных с карбонизованными до различных температур микросферами (КМ). После карбонизации пенопластов определяли прочность при сжатии, потерю масс и линейную усадку образцов (рис.2 а,б,в).
а), б), в)
Рис.2.Влияние температуры карбонизации микросфер на прочность при сжатии пеноуглеродов (а), линейную усадку (б), потерю масс образца (в) при различном содержании связующего: 1 - 30; 2 - 35; 3 - 40% масс
Результаты исследований (рис.2) показывают, что при увеличении температуры карбонизации микросфер, прочность пеноуглеродов на их основе снижалась, что может объясняется уменьшением прочности адгезионной связи между связующим и наполнителем при карбонизации и уменьшением прочности карбонизованных микросфер. Из рис.2 видно, что карбонизация микросфер свыше 1023К не изменяет свойства пеноуглеродов, полученных на их основе, поэтому целесообразно ее проводить до этой температуры. Пеноуглероды, полученные на основе микросфер, карбонизованных свыше 1023К, имели стабильные показатели: показатель прочности не менее 1,0 МПа, величину линейной усадки 3,0%, а потери массы до 26%.
Использование в композиции КМ позволяет сократить цикл карбонизации изделий в два раза (с учетом затрат времени на предварительную карбонизацию наполнителя до температуры 1023К) по сравнению с ФФМ.
Выбор максимального давления прессования 1,50 МПа определяется прочностью крупных микросфер с учетом того, что для микросфер БВ-01 оно не превышает 2,5 МПа. С увеличением давления прессования от 0,25 до 1,5 МПа увеличивается кажущаяся плотность пенопластов для композиций с ФФМ - от 190до 250 кг/м3 , а для КМ - от 250 до 450 кг/м . Большая плотность пенопластов на основе КМ чем полученных на основе ФФМ обусловлена рядом причин. Это и более высокая плотность самих КМ (255 кг/м3) по сравнению с пеноуглеродами с ФФМ (207¸220 кг/м3), и их более низкая механическая прочность. Подтверждением этого является уменьшение содержания открытых пор в пенопластах. Очевидно, межпóровое пространство в пенопластах заполнится осколками микросфер.
Оптимальное давление прессования открытопористых синтактных пенопластов из композиций с карбонизованными микросферами должно быть не выше 0,5 МПа, а для пенопластов с фенолоформальдегидными микросферами, соответственно, 0.5÷0.75МПа.
Исследования показали, что композиция с фенолоформаольдегидными микросферами должна содержать связующего не более 35% масс, иначе оно при давлении прессования свыше 0,5 МПА отжимается в наружный слой пенопласта, образуется поверхностная пленка с мелкими порами, и получающаяся неоднородная структура образца снижает показатели его прочности, по сравнению с пенопластами, содержащими 35% масс. связующего, сформованного при давлении свыше 0,5МПа.
Свойства пеноуглеродов из открытопористых синтактных пенопластов приведены в таблице.
Таблица Физико-механические свойства углеродных материалов, полученных из композиций с фенолоформальдегидными и углеродными микросферами
|
Наименование показателя |
Величина |
|
Кажущаяся плотность, кг/м3 |
260-450 |
|
Предел прочности при сжатии, МПа |
2,1-0,7 |
|
Теплопроводность, Вт/(м∙К) |
|
|
- при 250С |
0,13 0,28 |
|
- при 3500С |
|
|
Удельная теплоемкость, Дж/(кг/град) |
1800 1100 |
|
- при 250С |
|
|
- при 3500С |
|
|
Электропроводность, См/м |
2,9-62,5 |
|
Газопроницаемость, См/м |
(4,2-5,3)·103 |
|
Пористость, % |
80-95 |
Данная технология получения открытопористых синтактных пенопластов была использована для получения образцов, пригодных для карбонизации и карбидизации. В последнем случае в исходную композицию вводили карбидообразующую добавку (металлы и их оксиды). Для ее практической реализации бала разработана технологическая схема процесса производства пеноуглеродных и пенокарбидных изделий, представленная на рис.3.
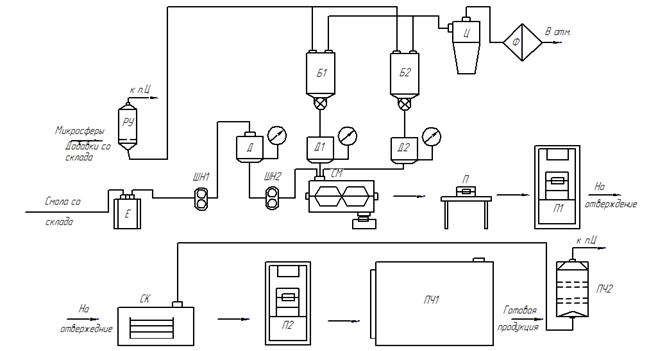
Рис.3.Технологическая схема производства пеноуглеродных и пенокарбидных материалов РУ - растарочное устройство; Е - емкость для смолы; ШН1, ШН2 - шестеренчатые насосы; Д, Д1, Д2 - весовые дозаторы; Б1, Б2 - бункеры; П - прессформа; П1, П2 - прессы; СМ - смеситель; СК - сушильная камера; ПЧ1 - вакуумная печь, ПЧ2 - печь каталитического дожига; Ц - циклон; Ф - фильтр.
Заключение
Таким образом, предложенные технологии позволяют получать открытропористые синтактные пенопласты в виде изделий различной формы и габаритов, обладающих изотропными свойствами, из которых можно термообработкой получать пеноуглероды и пенокарбиды с равномерной ячеистой структурой, без дефектов и большим коксовым числом.
Рецензенты
- Кухтин Б.А., д.т.н., проф., зав. кафедрой химии ГОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых»
- Легаев В.П., д.т.н., проф., зав. кафедрой приборостроения и информационно-измерительных технологий ГОУ ВПО «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых»